Бытовые инверторы
Бытовой или домашний сварочный инвертор выбирается по нескольким параметрам. Так как он самый простой, то и критериев выбора у него немного.
- Мощность (номинал сварочного тока).
- Параметры питающей сети.
- Цена агрегата.
- Модель.
Что касается мощности, то тут есть один важный нюанс. Зависимость от условий эксплуатации, примененные к аппарату. Какой толщины металлические заготовки будут им свариваться. Если будет производиться сварка листов толщиною 2-3 мм, то для этого придется использовать электрод диаметром 3 мм. А значит, для этих работ потребуется аппарат с номинальным током 120 ампер. Это ток, при котором прибор не будет перегреваться. Он в данном случае является максимальной величиной. Но придется выбирать этот показатель на 30-50% больше. Фактически он у вас должен быть 160-180 ампер. Почему так поступают?
- Отечественные линии электропередач не могут обеспечить стабильные параметры сети. Особенно это касается сельской местности и маленьких городов. Поэтому падение напряжения в сети – дело обычное. Упало напряжение, упала мощность сварочного инвертора. Номинальный ток становится ниже, падает качество сварочного шва.
На падение тока сварки влияет и питающий кабель. Длина больше 15 м и небольшое сечение провода также влияет на этот показатель не в лучшую сторону. - Добавим, что не все производители указывают в паспорте изделия точные параметры и технические характеристики. Так что стоит подстраховаться.
- К тому же отметим, что у всех бытовых сварочных инверторов функциональность одинаковая. Приобретая аппарат мощностью больше, никто не проигрывает.
Параметры сети для бытовых приборов такие: напряжение 220 вольт, просадки в пределах 20-30%. Здесь минимальное значение – 150 В, максимальное – 264 В.
На рынке присутствуют модели инверторов, которые предназначаются для стабильных сетей. В них другие показатели просадки: от 180 до 253 вольт. Такие модели лучше всего использовать в городских условиях эксплуатации
Обратите внимание на то, что эти сварочные агрегаты при снижении или повышении величин напряжения больше указанных выше тут же отключаются. И это спасает их от выхода из строя
Правда, автоматическое выключение стоит не на всех моделях.
Не последнее слово в вопросе, как выбрать сварочный инвертор для дома и дачи, скажет его цена. Здесь, как и во многом другом, цена определяет качество. Хотя на рынке сегодня можно найти хорошие сварочные аппараты с оптимальным соотношением качества и цены. Но самые дешевые – это китайские сварочные приборы. К ним относятся одноплатовые модели. В них основные части и элементы собраны на одном плато. Если при перегрузках оно сгорит, то стоимость ремонта будет равна покупке нового инвертора. Определить эту модель можно по вертикально расположенным силовым разъемам для подключения питающего кабеля.
Дополнительные функции
Сегодня все чаще на рынке появляются сварочные инверторы с дополнительными функциями, упрощающими сам процесс сварки
Это важно для начинающих сварочников (как говорят на Украине).
- Функция называется «ARC FORCE» — форсаж (сила) дуги. Она дает возможность электроду не прилипнуть к поверхности свариваемого металла. Увеличивается автоматически номинальный ток сварки.
- HOT START – функция, которая упрощает розжиг дуги. Если это делать при помощи обычного сварочного трансформатора, то даже опытные сварщики иногда это делают с трудом. В инверторе на мгновения увеличивается сила тока на электроде, поэтому дуга горит стабильно.
- ANTI STICK – необходимая функция. С ее помощью можно избавиться от прилипания электрода к поверхности свариваемых металлических деталей. Аппарат тут же отключается, если электрод залип, ведь так может произойти короткое замыкание.
И еще один критерий выбора. Перед тем как выбрать инверторный сварочный аппарат для дома, необходимо собрать информацию о сервисных центрах в вашем городе, которые при необходимости смогут отремонтировать выбранную вами модель. Если такой центр есть, то смело можно покупать выбранный вами прибор.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Знаки
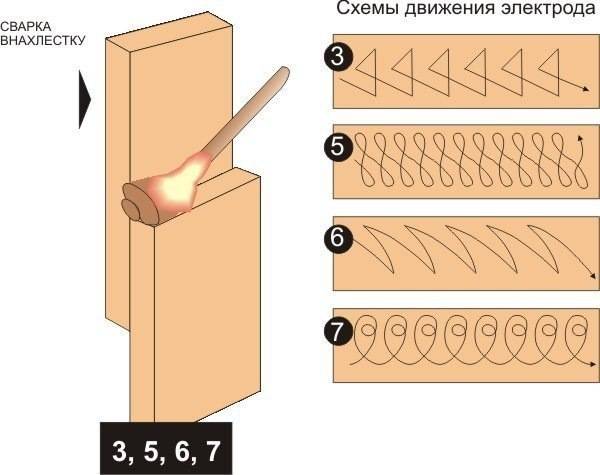
Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник




В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм
По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
https://youtube.com/watch?v=eNo05v10ToM
Полярность при сварке
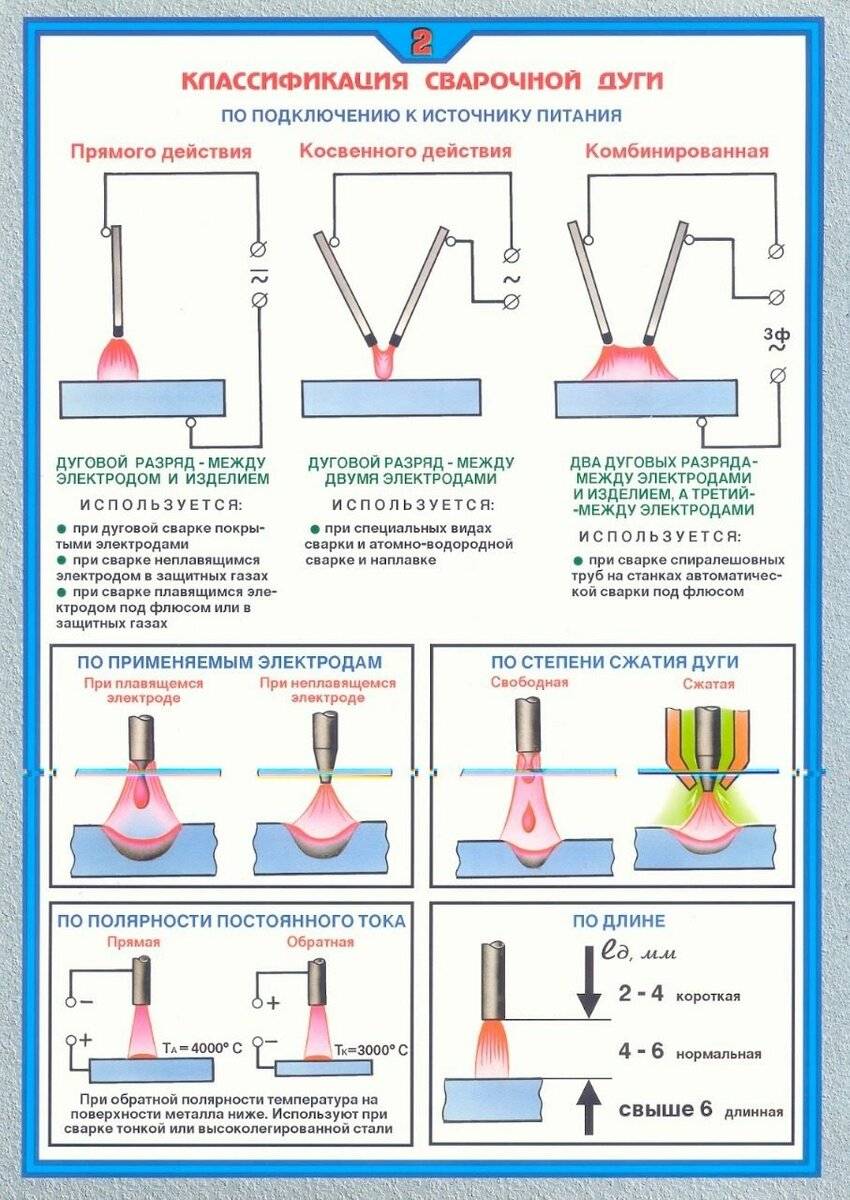
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
https://youtube.com/watch?v=GrVBaIZ3ddE
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
https://youtube.com/watch?v=Gc48nLTwTDg
Возможные дефекты сварочных соединений и швов
Электрическая сварка –это сложный процесс и не всегда все идет гладко.
В результате ошибок в работе швы и соединения могут иметь различные дефекты, среди которых:
- Кратеры. Небольшие углубления в валике сварочного шва. Могут появляться в результате обрыва дуги или ошибки в выполнении конечного фрагмента шва.
- Поры. Сварочный шов становится пористым в результате загрязнения кромок деталей ржавчиной, маслом и др. Кроме того, пористость может появиться при слишком быстром охлаждении шва, при высокой скорости сварки и при работе непросушенными электродами.
- Подрезы. Выглядят как небольшие углубления с обеих сторон шовного валика. Появляются при смещении электродов в направлении вертикальной стенки при сваривании угловых соединений. Помимо этого, подрезы образуются при работе длинной дугой или если значения сварочного тока слишком высоки.
- Включения шлака. Внутри сварочного валика находятся кусочки шлака. Это может случиться при загрязнении кромок, высокой скорости сварки или в том случае, если сварочный ток слишком мал.
Это наиболее часто встречающиеся дефекты сварочных швов, но могут быть и другие.
Как научиться?
Как научиться варить электросваркой самостоятельно? Для обучения понадобится правильно приготовить рабочее место. Оно должно быть просторным, хорошо освещенным и снабжено вытяжной вентиляцией. Потребуются также и средства индивидуальной защиты сварщика:
- одежда и обувь из не воспламеняющихся материалов;
- спилковые краги;
- маска сварщика с адаптивным светофильтром, защищающая глаза от вспышек дуговой сварки;
- респиратор для защиты органов дыхания;
- защитные очки или прозрачный лицевой щиток для зачистки заготовок и шва.
Из инструментов потребуется проволочная щетка, молоток, угловая шлифмашина.
Как подключать электрод?
Начинать освоение сварочной технологии лучше с электродами диаметром 3 мм. Стержень вставляется в держатель очищенным от обмазки концом и надежно фиксируется винтом или пружиной. Кабель от держателя подключают к клемме инвертора. Второй кабель, имеющий на конце зажим, подключают ко второй клемме. Черные металл варят на так называемой прямой полярности- положительный провод зажимом соединяют с заготовкой, а отрицательный- с электродом.
Два типа полярности подключения.
Обратная полярность используется для сварки нержавейки и других материалов.
Начало: зажигаем дугу
Разжигают дугу одним из двух основных методов:
- чиркая электродом вдоль будущего шва;
- постукивая по заготовке.
Для новичков рекомендуется первый способ. Если электродом уже варили, постукивание помогает сбить с кончика стержня тонкий слой шлака.

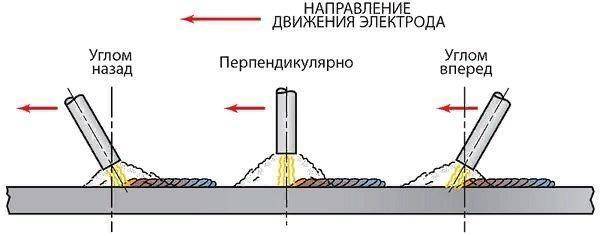



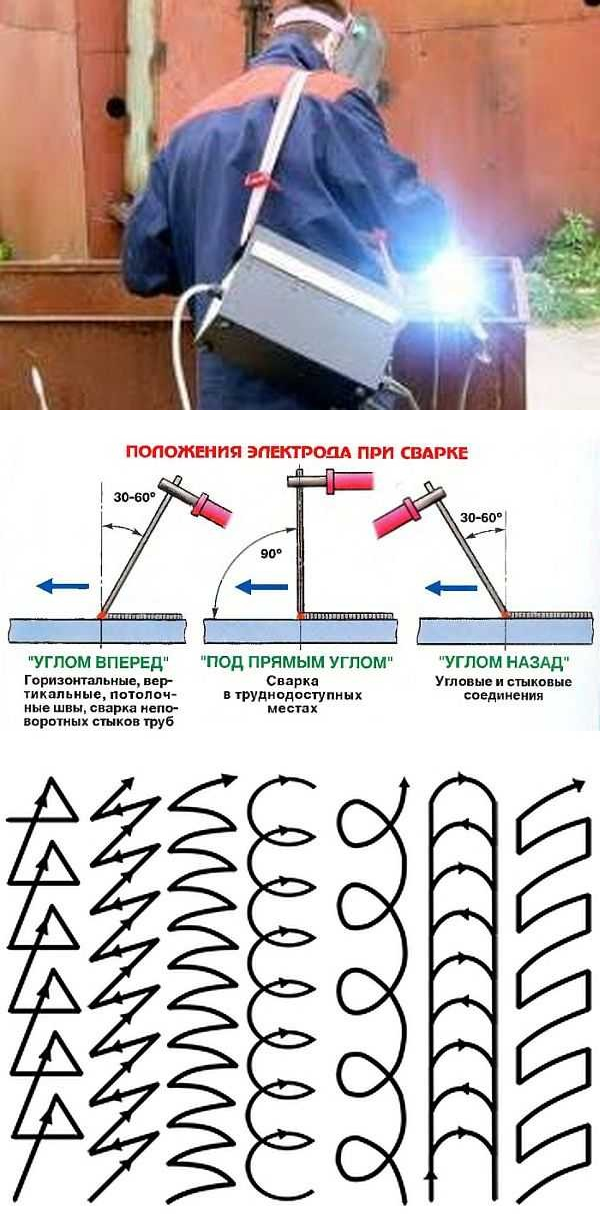
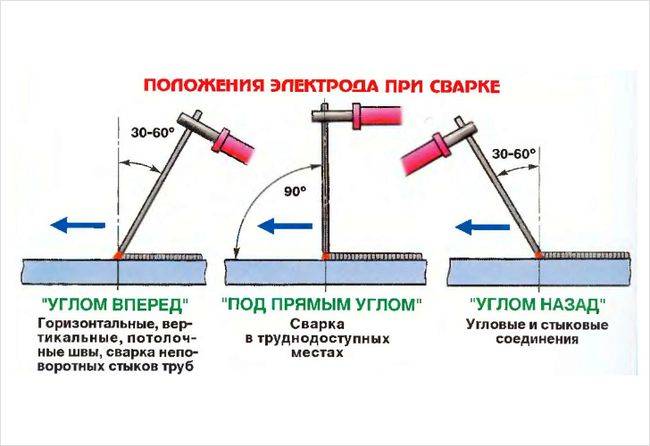
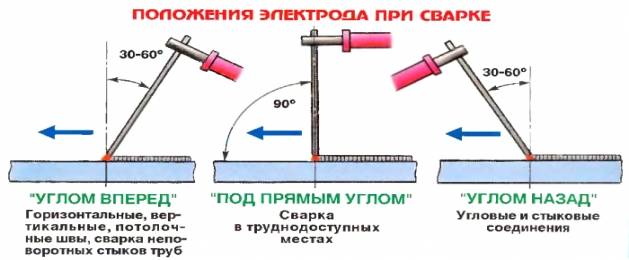
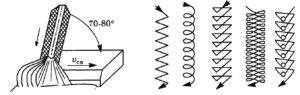
Наклон электрода
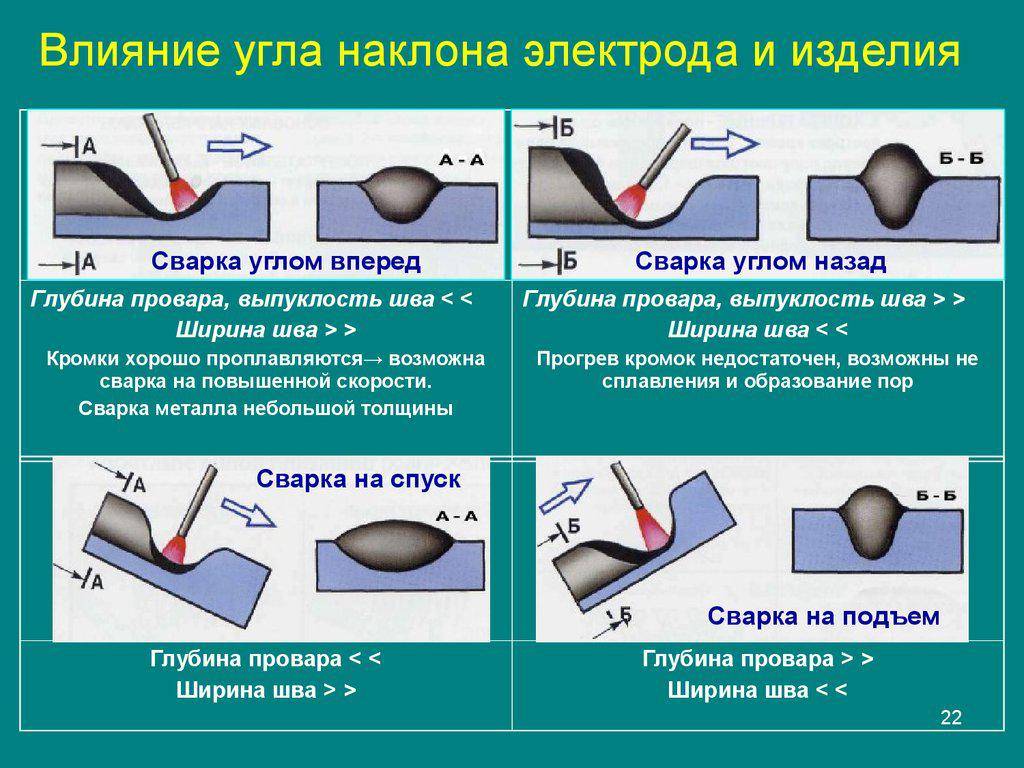
Угол наклона стержня к вертикали зависит от вида шва
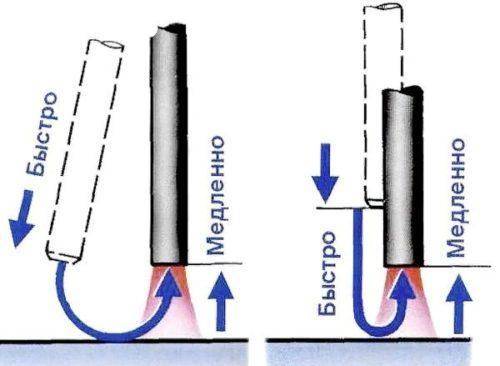
Чаще применяется положение «углом назад». Рабочая зона следует за кончиком стержня, в этом случае получается наибольший прогрев металла. Если наклонить стержень в противоположную сторону, прогрев уменьшается. Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
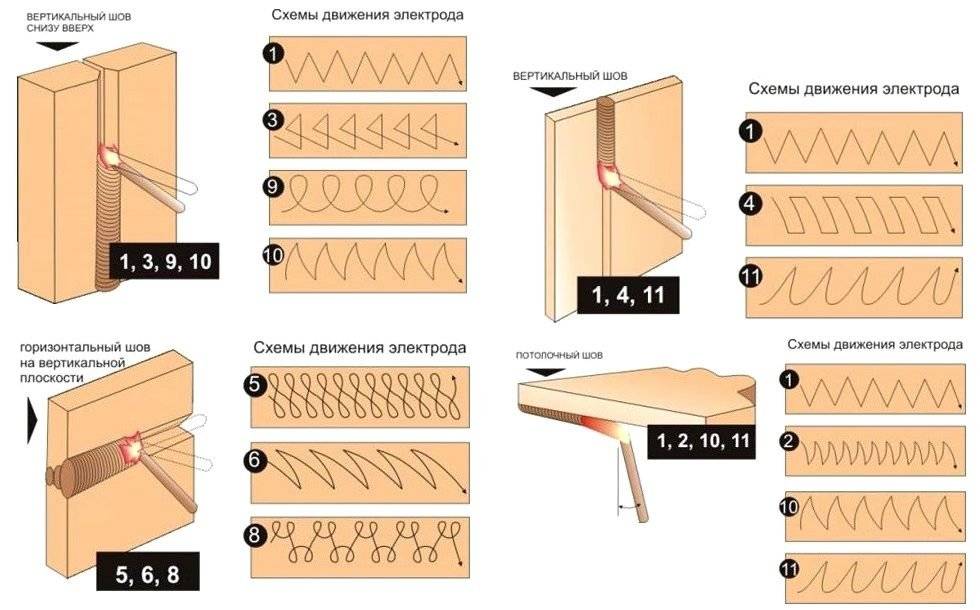
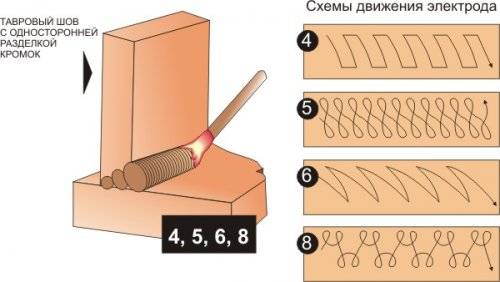
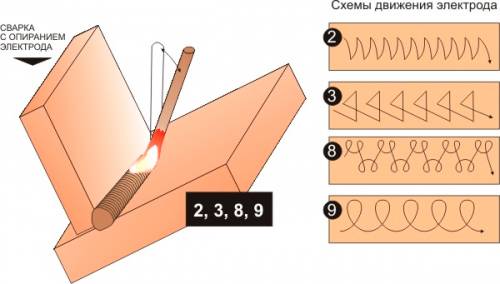
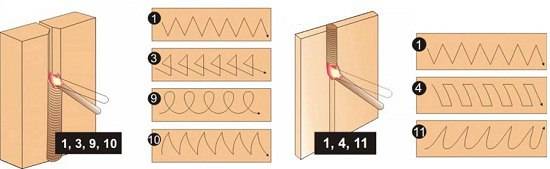
Движения
Сварщик должен поддерживать зазор между кончиком электрода и заготовкой в пределах 2-3 мм. Если требуется обеспечить ширину шва, большую, чем толщина электрода, используют сложные траектории его ведения.
Начинающему мастеру нужно освоить мягкое и ровное прямолинейное ведение с постоянной скоростью. После того, как начнут получаться ровные валики, можно переходить к более сложным траекториям.
Основная задача на этапе обучения — научиться «чувствовать» и контролировать состояние сварочной ванны, не перегревая и не остужая ее чрезмерно.
Траектории ведения электрода.
Учиться лучше на заготовках толщиной 4-5 мм. После освоения наварки валиков на пластине можно приступать к сварке двух деталей.
Сварочный ток и полярность
Начинающие сварщики допускают ряд ошибок именно при настройке инверторов, они неправильно подбирают сварочный ток. Вследствие этого, электрод либо прилипает к металлу, либо он прожигает его, таким образом, не получается нормально варить.
Как было сказано выше, толщина металла определяет диаметр электрода, а тот, в свою очередь, параметры сварочного тока. Чтобы нормально варить электродами 2 мм, сила тока должна быть в районе 80 ампер. Если используется электрод 3 мм, то сила тока должна быть выставлена на инверторе больше, но не менее чем 100 ампер.
Особенность сварки инверторами постоянным током в том, что на них можно менять полярность. То есть, подключать электрододержатель к плюсу или минусу сварочного аппарата. Таким образом, можно лучше проварить металл или наоборот, не допустить его прожога при небольшой толщине.
Принцип полярности инверторной сварки в следующем:
- Если к электроду подведён плюс от инвертора, то это обратная полярность, а если минус, то прямая;
- Прямая полярность используется при традиционной сварке металлов;
- Обратная полярность при сварке листовых материалов, там, где нужна высокая скорость сварки, чтобы не допустить прожогов.
Ну и последнее что может пригодиться начинающим сварщикам, а именно, как нужно варить. Зажечь электрод проще всего легким ведением его кончика вдоль металла. Так электрод быстрее прогреется и начнёт лучше гореть.
После того, как сварочная дуга появилась, электрод нужно отклонить на 45 градусов вдоль линии стыка, и начать совершать им круговые движения вдоль кромок металла с небольшим сдвигом в стороны. Смещения должны быть небольшими, в районе двух диаметров электрода, которым осуществляется сварка.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
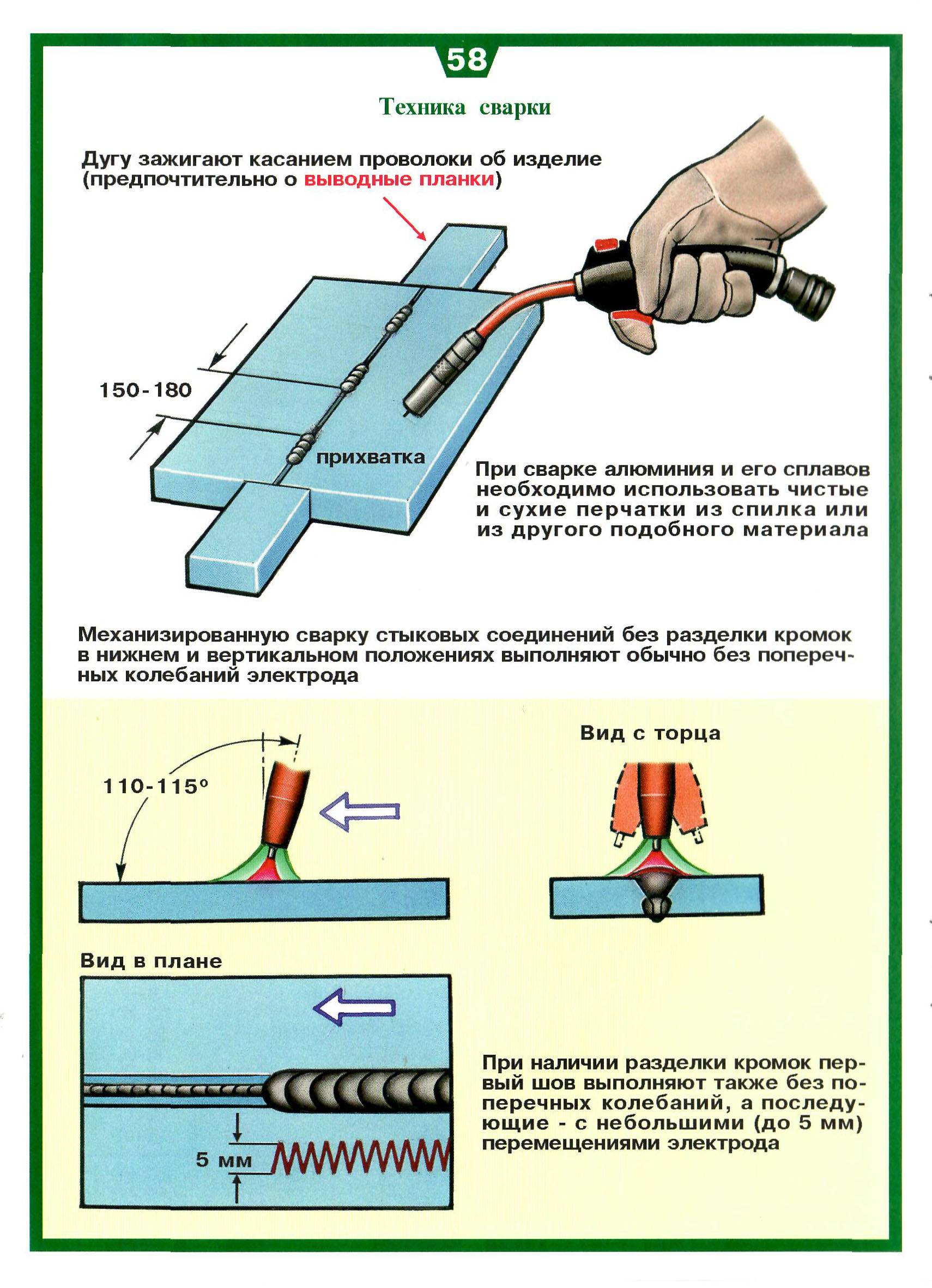
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.






Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
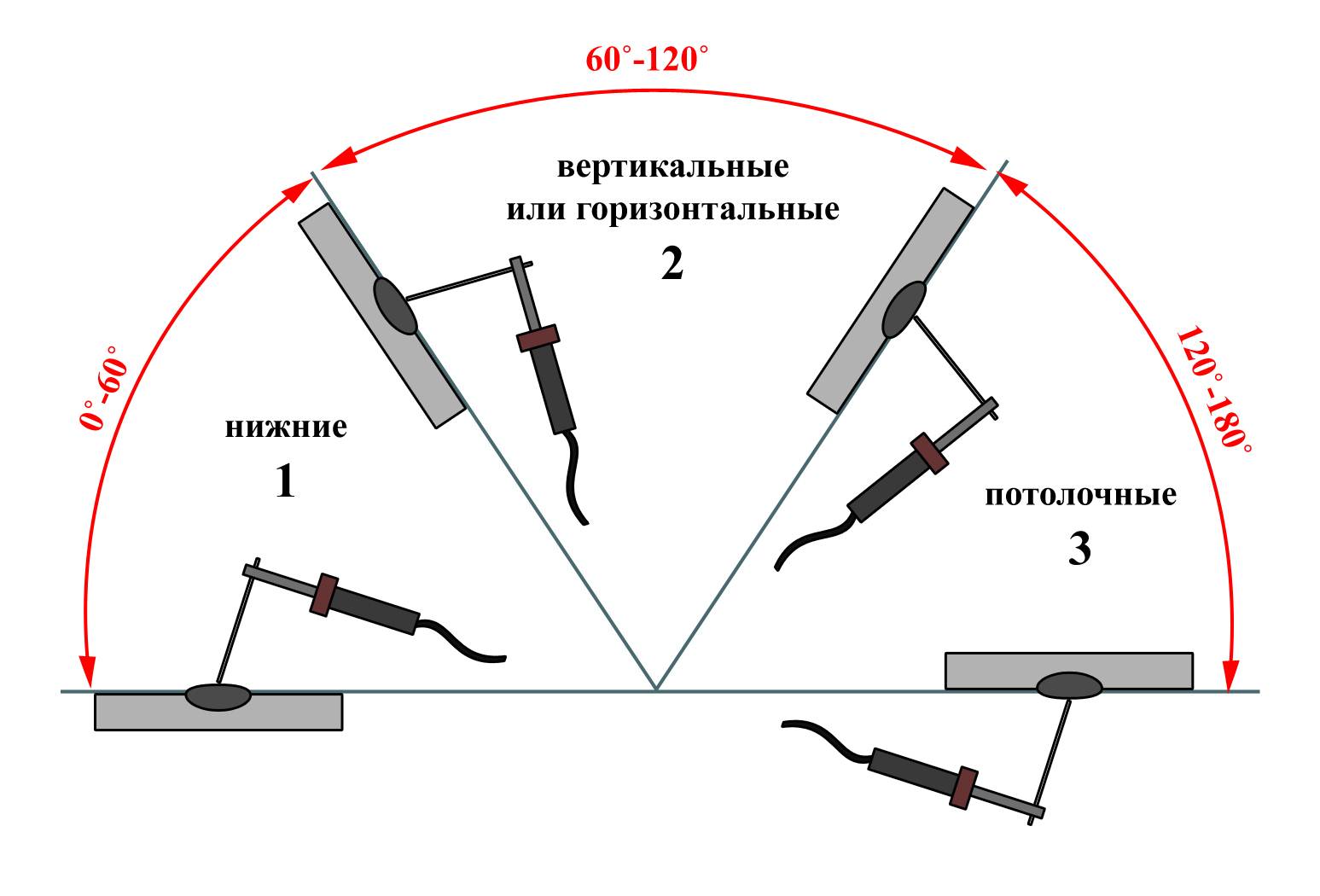
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
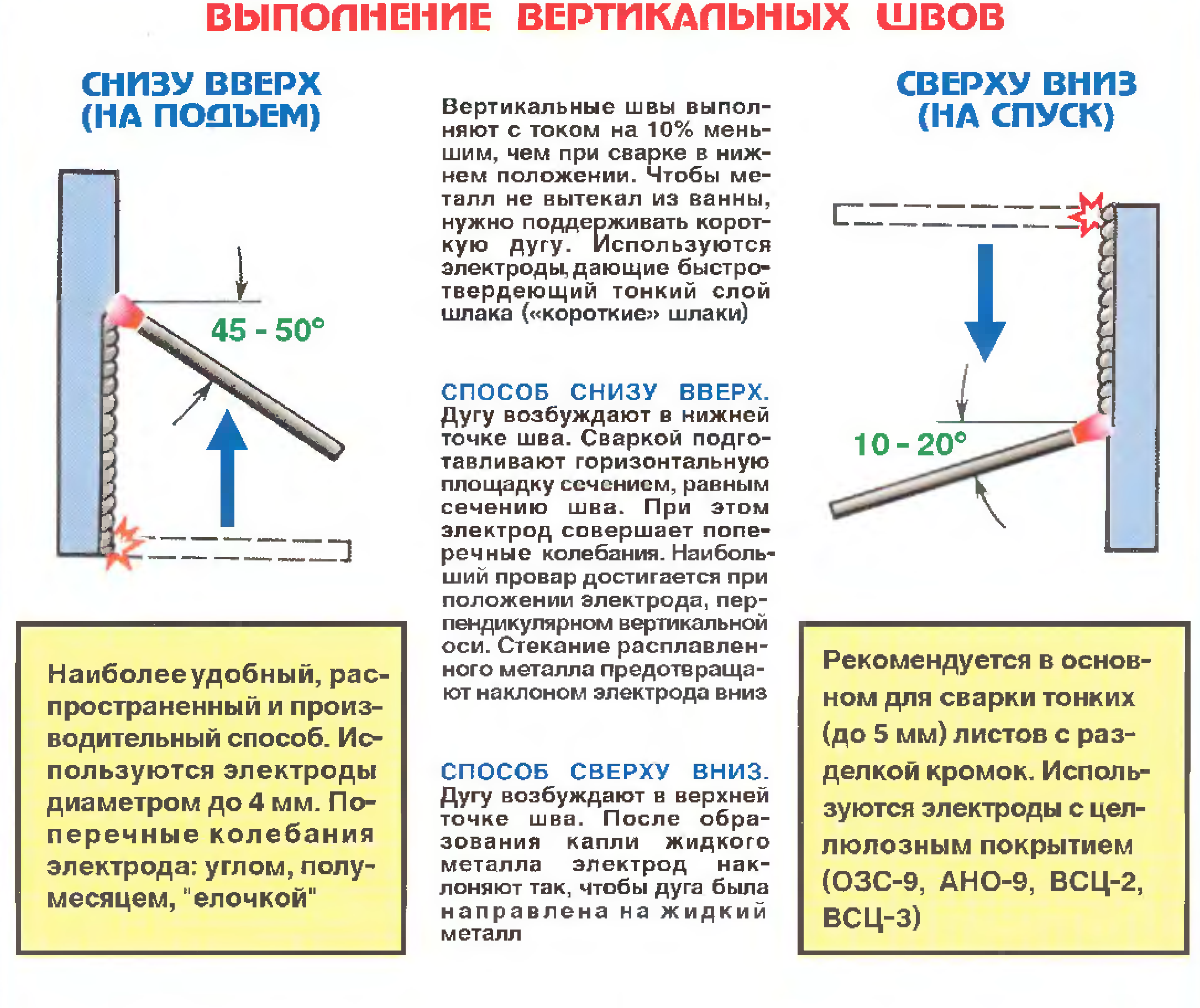
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
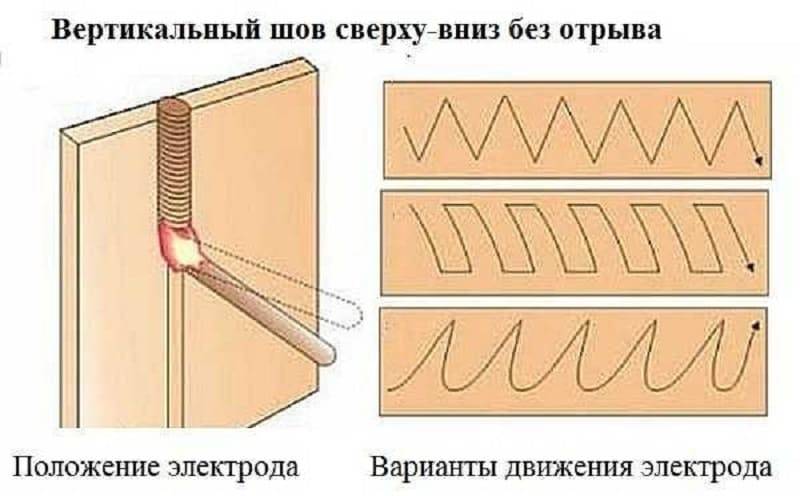
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
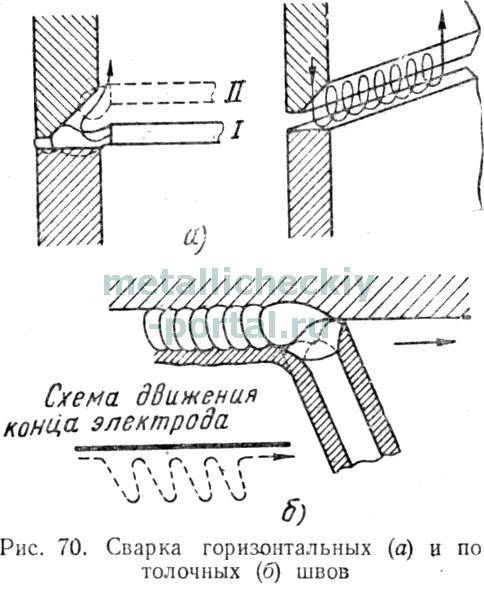
Как варить горизонтальный шов
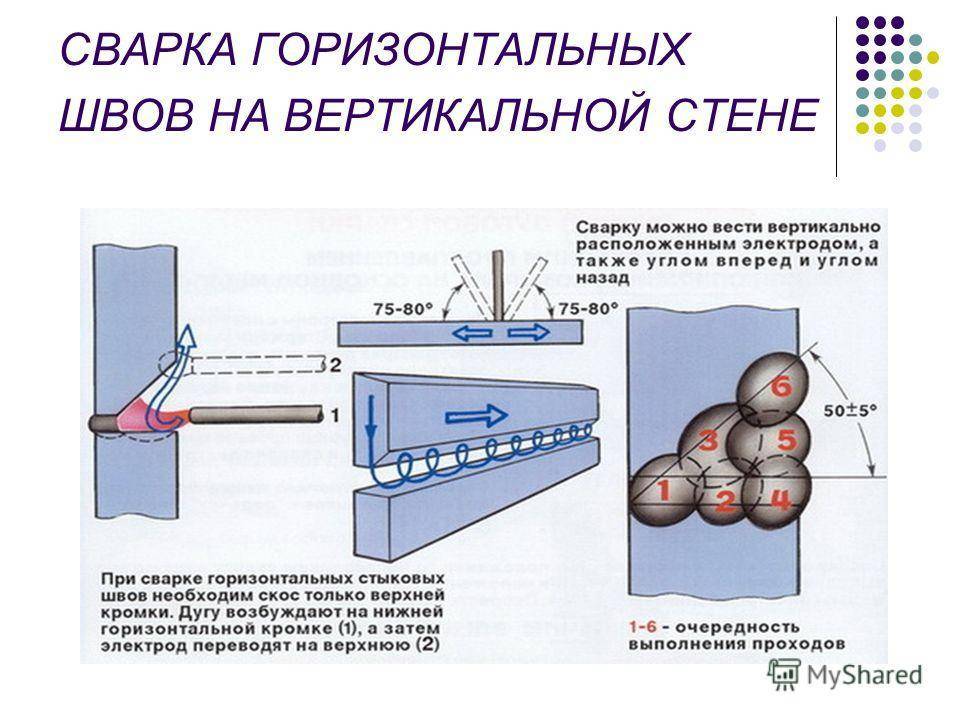
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.



Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
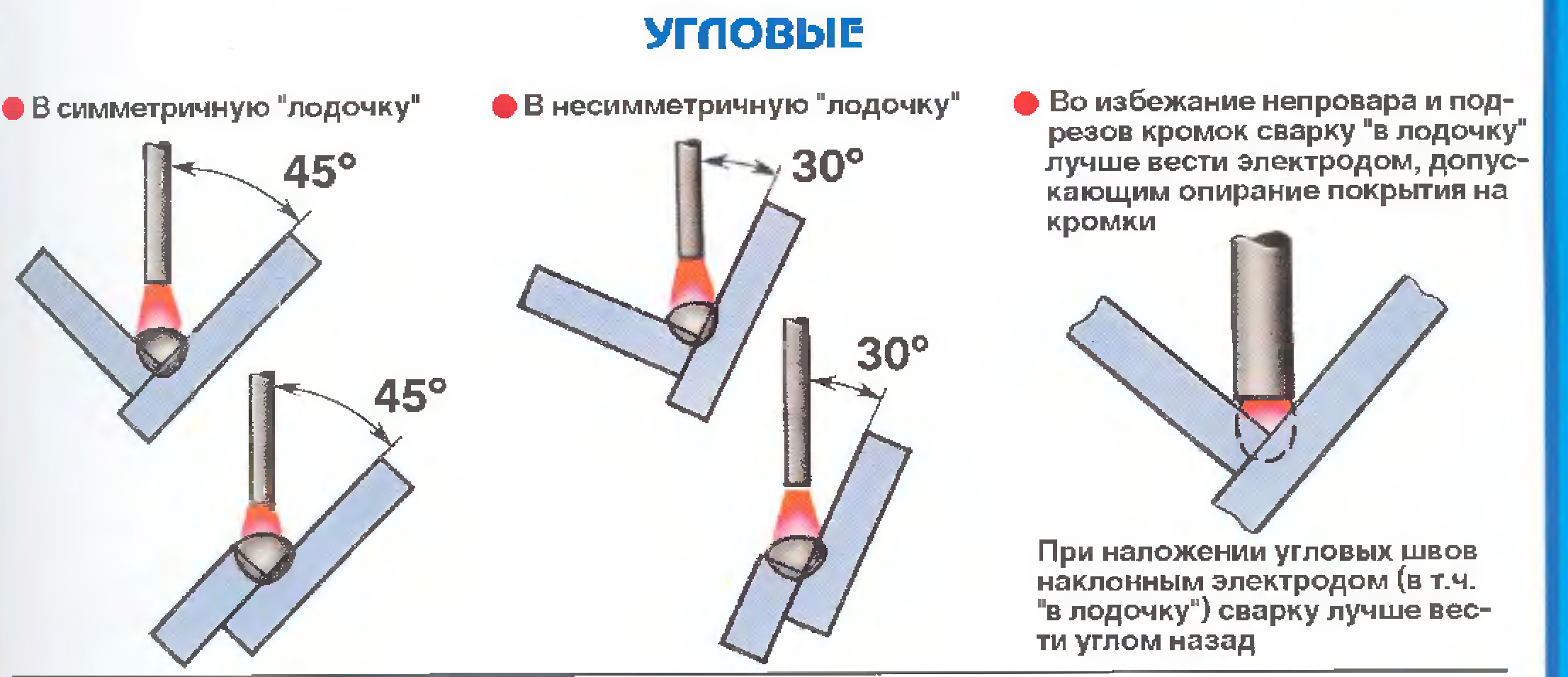
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
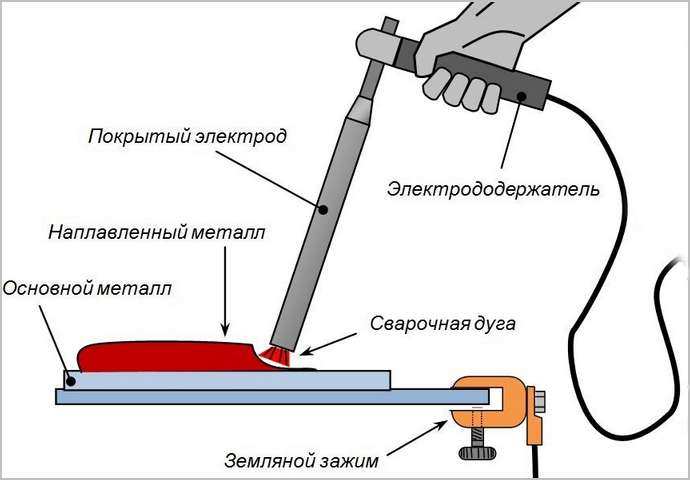
Физические принципы процесса
До того, как научиться сварке самостоятельно в домашних условиях, новичок-электросварщик обязан получить представление о базовых принципах электродуговой сварки (далее по тексту – ЭС) и усвоить теоретические азы сварки инвертором или сварочным трансформатором, чтобы не варить «в слепую», не понимая сути выполняемой работы. Электросварка — это одна из наиболее распространенных технологий создания неразъемного монолитного соединения металлических деталей способом сплавления.
Аналогичный способ сплавления в настоящее время широко применяется при соединении полипропиленовых труб. Разница только в температурах плавления свариваемых металлов и полипропилена и типе соответствующего оборудования, из-за чего сварку полипропиленовых элементов нередко называют пайкой, а используемые нагревающие устройства — паяльниками.
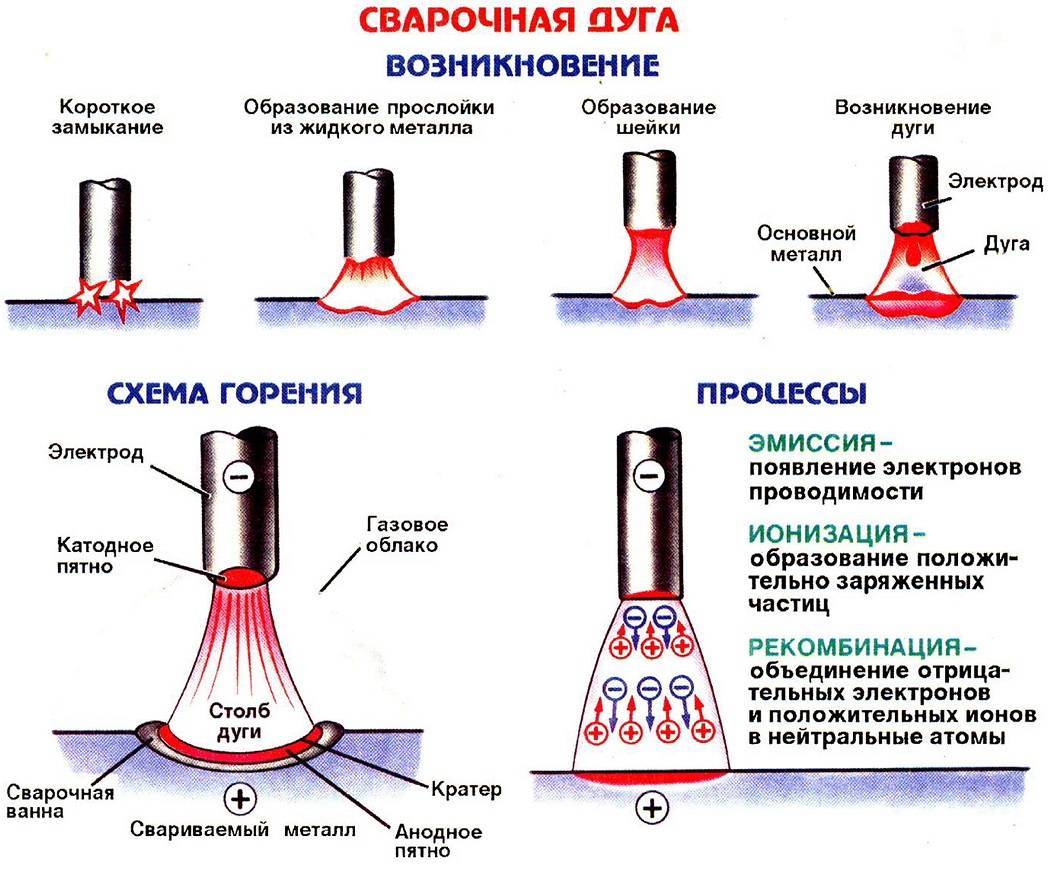
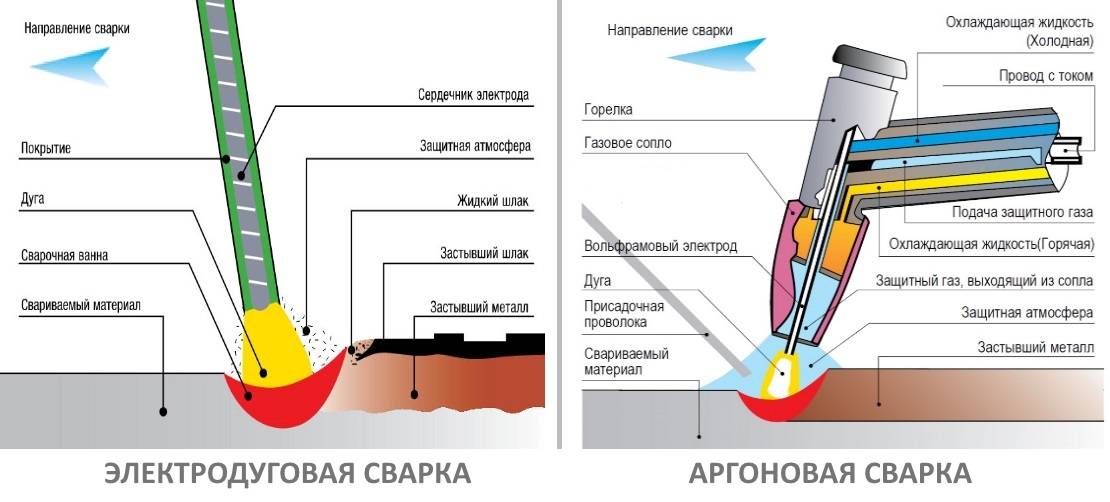
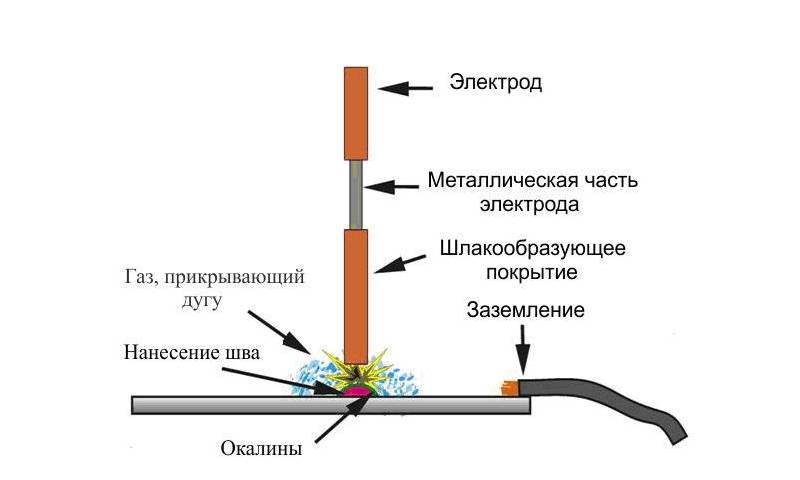
Данная методика основывается на расплавлении кромок соединяемых элементов за счет температуры электрической дуги (далее по тексту – ЭД), загорающейся в пространстве между электродом и основным металлом. ЭД представляет собой длительный разряд высокой мощности в газовой среде между электродом и основным металлом. Температура горения ЭД достигает 7000 град. Ц, что превосходит параметры плавления существующих конструкционных металлов и их сплавов.
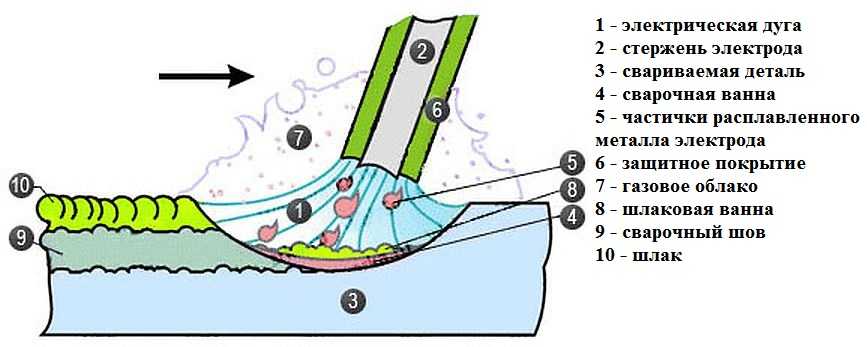
Инициирование и горение ЭД протекают в следующей последовательности:
- При соприкосновении стержня сварочного электрода с подготовленной кромкой изделия под воздействием электромагнитного поля создается режим короткого замыкания в сварочной электрической цепи.
- При отводе электрода от кромки изделия на 2-4 мм под воздействием электромагнитного поля зажигается ЭД. Горящая дуга обеспечивает преобразование электрической энергии в тепловую, мощности которой достаточно для расплавления конца электродного стержня и кромки свариваемого металла.
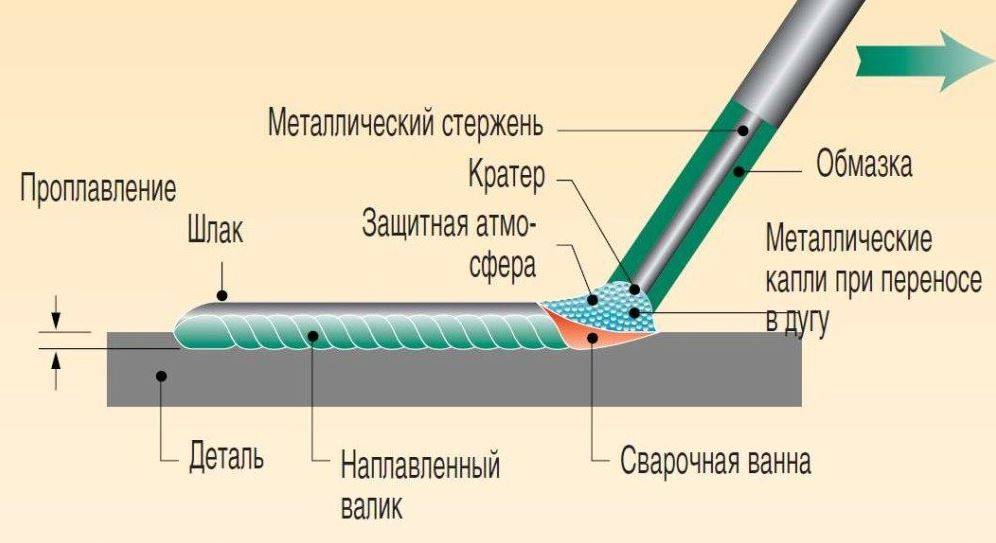
- При устойчивом режиме горения ЭД происходит стабильное плавление материала электродного стержня и металла детали/заготовки. Капли расплавленных металлов образуют в зоне плавления так называемую сварочную ванну, представляющую собой слой расплавленного металла на поверхности изделия.
- Вместе со стержнем электрода плавится покрытие электрода, создавая газовую либо газошлаковую защитную оболочку вокруг сварочной ванны и самой ЭД, изолирующую их от воздействия атмосферного азота и кислорода.
- После твердения и кристаллизации сварочной ванны образуется прочное неразъемное сварное соединение.
Важно! При сварке двух деталей в сварочной ванне перемешиваются материалы обеих деталей. Данная смесь наделена такими же показателями прочности, как и металлы соединяемых изделий, что создает определенное преимущество этого способа по сравнению с другими методами соединений изделий, исключающих расплавление материала.
- По мере продвижения ЭД и кристаллизации сварочной ванны образуется сварной шов, непосредственно связывающий обе детали.
- поз. 1 – покрытие электрода, обеспечивающее газовую защиту сварочной ванны;
- поз. 2 – сварочный электрод;
- поз. 3 – газозащитная оболочка, образованная при испарении покрытия электрода;
- поз. 4 – локальная зона расплава стержня электрода и металла заготовки;
- поз. 5 – заготовка;
- поз. 6 и 7 – поверхности сварного шва. Темным оттенком поз. 7 выделена застывающая, более холодная, часть сварного шва
На практике электросварка для начинающих реализуется следующим образом:
- зажигается ЭД с последующим поддержанием ее определенной длины;
- выполняются манипулирования электродом, чтобы придать шву нужную форму;
- электрод перемещается по направляющей линии наложения сварного шва;
- прекращение сварочного процесса.
Некоторые моменты сварочной работы
Конечно, сварка не заключается в выписывании на куске металла замысловатых узоров. Все вышеописанное – это только подготовка и обучение этому довольно непростому ремеслу. Основное назначение сварки заключается в надежном скреплении металлических элементов и к нему необходимо стремиться в своем обучении.
Сварка металлических элементов имеет множество нюансов, знакомство и понимание которых придет с опытом. Но есть некоторые теоретические моменты, знать которые необходимо до практики:
- Соединять две детали сразу сплошным и длинным швом неверно. В большинстве случаев это перекашивает металл, так как шов начинает стягивать элементы;
- Перед выполнением основного шва необходимо прихватить детали друг к другу. Для этого выполняются маленькие точечные швы на стыках двух деталей в шагом 8-25 см в зависимости от размеров скрепляемых элементов.
- Скрепляющие швы лучше исполнять с обеих сторон сварочной поверхности, так минимизируется возможное напряжение металла.
- После выполнения прихватов делается основной шов.
Подготовка рабочего места

Как научиться варить электросваркой в сжатые сроки? За один день этого сделать не получиться, но применяя советы из разнообразных видео и подготовив все необходимое на рабочем месте, можно быстро приступить к практике.
Чтобы научиться варить сварочным инвертором нужна пластина для розжига электрода. Не всегда можно присоединить массу на изделие, поэтому потребуется небольшой металлический столик или основание
Под рукой у сварщика должен быть молоток для корректировки правильности фиксации металлических частей, шлакоотделитель, и средство для тушения огня (песок или огнетушитель).
Сваривать металл инвертором важно, будучи хорошо защищенным от вредных воздействий. Независимо от места выполнения работ (домашние или производственные условия) у каждого сварщика должны быть:
- защитная маска со светофильтром, соответствующим освещению на рабочем месте (в фильтре №5 будет плохо видно в помещении, в №3 будет очень слепить глаза на улице);
- рукавицы из брезентовой ткани для защиты от температуры и брызг;
- толстая, не воспламеняющаяся одежда, не заправленная за пояс;
- ботинки;
- головной убор для защиты от летящих капель шлака.
Техническое оснащение домашнего сварщика
Для формирования дуги ручной ЭС необходим источник электротока, обеспечивающий стабильную подачу электрической энергии для питания ЭД. Для ручной ЭС одинаково применимы как источники переменного тока, так и устройства, работающие на постоянном электротоке. В условиях домашнего применения сварочной аппаратуры важную роль играет состояние электропроводки, к которой будет подключен приобретенный сварочный агрегат. От этого будет зависеть тип оборудования, которым сможет пользоваться начинающий «сварной».
Важно! Сварочный аппарат способен работать от бытовой электросети в пределах параметров ее защитно-регулирующих устройств – пробок и плавких предохранителей, автоматов и т.п. При несоответствии рабочих характеристик «сварочника» требованиям защитной системы электросети возможны мигания света, отключения автоматов, выходы из строя бытовой техники по всему дому из-за резких колебаний напряжения.. Домашний сварщик должен быть оснащен в следующей комплектации:
Домашний сварщик должен быть оснащен в следующей комплектации:
- Источник тока.

В настоящее время сварочную аппаратуру для применения в бытовых условиях нередко обозначают как оборудование для ММА (от англ. «Metal Manual Arc» – ручная ЭС штучными покрытыми электродами). Рынок электрооборудования предлагает для домашнего пользования три вида источников тока:
- сварочные трансформаторы, работающие на переменном токе;
- сварочные выпрямители, преобразующие переменное напряжение сети в постоянный ток;
- инверторы, способные работать от домашней розетки.
- Комплект силовых кабелей и подводящих проводов с переносками.
- Держатели электродов (пружинные или рычажные), в обиходе называемые «держаками».
- Средства индивидуальной защиты сварщика:
- термоустойчивая одежда, обувь, перчатки либо рукавицы;
- защитная маска.