Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять
Способы
Согнуть профиль 40×20 или 20×20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Болгаркой
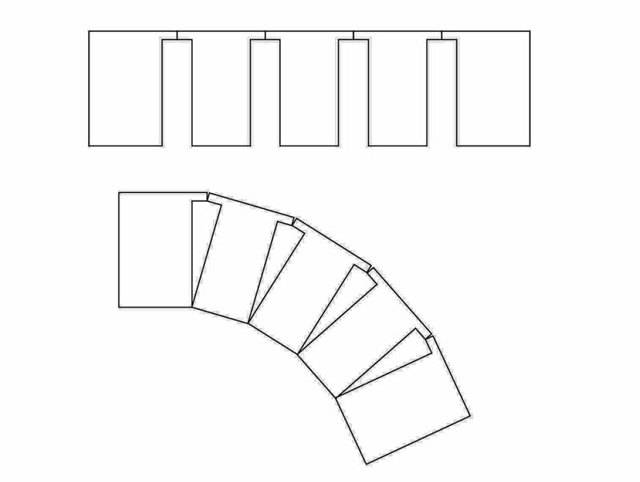
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.
Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.
Заполняем песком
Перед тем как прогреть трубу, её заполняют песком. Сила упругости, которой обладает песок, позволит профилю не смяться. Внутренняя сторона сгиба останется гладкой. Чтобы согнуть трубу таким образом, сделайте следующее.
- Закройте концы трубы деревянными заглушками, в которых прорезаны продольные отверстия. Последние нужны, чтобы нагреваемый воздух выходил из трубы, заглушки не выбило. Длина заглушек в 10 раз больше ширины профиля.
- Прокалите участок трубы, на котором она согнётся.
- Насыпьте в трубу песок со средней зернистостью. Предпочтительно использовать просеянный и хорошо вымытый песок, предварительно прокалённый до 150 градусов.
- Проверьте, что труба хорошо закрыта, и отметьте участок трубы, подвергаемый сгибанию.
- Зафиксируйте трубу в тисках на верстаке.
- Нагрейте трубу до вишнёво-красного цвета и согните её в отмеченном месте.
- После остывания трубы удалите заглушки и высыпьте песок.
Согнутая дугой труба готова к дальнейшей работе.
С помощью пружины
Если под рукой песка не оказалось, доступа к нему нет – воспользуйтесь квадратной пружиной, витки которой расположены плотно. Пружина предотвратит деформацию и неравномерное изменение толщины стенок трубы, поможет сохранить ей форму.
Посредством воды
Сгибание с помощью воды впору назвать «ледяным гибом». Закройте один конец плотной заглушкой, налейте воду, закройте второй конец и дождитесь морозного дня. Когда вода замёрзнет и расширится, согнуть её будет намного легче, чем в обычных домашних условиях. Изгиб при этом выйдет ровным, без сморщивания и разрывов. Недостаток такого способа – слишком короткую трубу согнуть не удастся, а стальная труба (если она не из нержавейки) может покрыться ржавчиной изнутри, потеряв при этом значительную часть прочности.










Установка раковины «тюльпан» своими руками — видео
https://youtube.com/watch?v=BNYtcXLCwXE
https://youtube.com/watch?v=BNYtcXLCwXE
Пошаговая инструкция по установке
Начинается установка с определения места для раковины. При этом имеет смысл саму чашу взять в руки и физически приложить к стене в планируемом месте. Необходимо учитывать не только эргономичность, но и доступность подключения к водопроводу и канализации. Также стоит учесть, что высота умывальника-тюльпана может быть увеличена путём установки его на дополнительный пьедестал, а вот опустить чашу ниже длины ножки не получится.
Порядок действий по установке раковины следующий:
- C помощью построителя или строительного уровня на стене отчерчивается горизонтальная линия, соответствующая требуемой высоте раковины.
- Чаша прикладывается по месту монтажа, после через крепёжные проушины маркером размечаются точки установки кронштейнов в стене. Если конструкция умывальника не позволяет это проделать, то месторасположение кронштейнов вычисляется с учётом отступов от краёв чаши. В таких случаях схема крепления дополнительно приводится в документации.
- В стене высверливаются отверстия, в них забиваются пластиковые пробки.
- Вворачиваются кронштейны. При этом следует учитывать толщину стенок раковины.
- На кронштейны навешивается умывальник.
- Ориентируюсь на центр чаши, устанавливается пьедестал (нога).
- На раковину ставится сифон и подключается к канализации. В некоторых моделях тюльпанов этот шаг должен предшествовать установке пьедестала.
- Монтируется смеситель и подключается к линии водопровода. Резьбовые соединения желательно уплотнять фумлентой или льном со специальной пастой.
Завершив установку, имеет смысл пройти силиконовым герметиком линии стыка раковины со стеной. Это предотвратит отсыревание стены под умывальником из-за стекающих брызг воды.
Самый дешёвый и простой вариант установки раковины-тюльпана — это выполнение всех работ собственными руками. Процесс займёт минимум времени и не потребует особых навыков.
Гибка без трубогиба – резка болгаркой и сваривание
Чтобы своими руками загнуть изделие без трубогиба, в месте предполагаемого загиба выполняют поперечные распилы. Распиливают только три стороны трубы, а четвертую оставляют нетронутой.
Для определения количества вырезов и размеров следует произвести несложный расчет. Как это сделать, рассмотрим на примере. Итак, нужно выполнить загиб на трубе 30 х 50 мм под углом 180 градусов (полный разворот) радиусом 100 мм по стенке 30 мм.
Расчет:
- Длина полуокружности наружного радиуса определяется из соотношения:
L = 2 : 2, где – число Пи = 3,14; r – наружный радиус скругления, равный 150 мм; L – длина полуокружности.
- Таким же образом определяется длина полуокружности внутреннего радиуса сгиба Lвн.
- Разность величин наружного и внутреннего радиусов составит искомую величину суммарной длины прорезей на внутреннем радиусе.
Lвыр = L – Lвн.
- Проведя необходимые вычисления получаем результат 157 мм.
- Исходя из ширины реза болгаркой 5 мм, получаем, что на 315 миллиметрах по плоскости сгиба нужно выполнить 157 : 5 = 31 прорезь.
После этого полученную деталь просто сгибают руками до соприкосновения концов вырезов. Прорези необходимо заварить и зачистить сварные швы болгаркой. Щели, которые остаются после таких манипуляций, заваривают, а места сварки зачищают.
Резка болгаркой и сваривание – это образование угла посредством разреза, при котором одна поверхность трубной заготовки остается нетронутой.
Так, как на металл в данном случае осуществляется тепловое влияние, нужно в конце гнутый профиль обработать антикоррозийной защитой.
Гибка с применением промежуточной рабочей среды
Данный метод является одним из наиболее качественных. К тому же, он не имеет ограничений, как по поперечной конфигурации, так и по длине детали. Последовательность реализации процесса следующая:







В подлежащую гибке заготовку засыпают доверху мелкий (это важно!) песок.
Нижнюю часть заглушают деревянным чопиком.
В противоположный торец вливают воду, чтобы увлажнить песок, и повысить его сплошность.
Заготовку периодически встряхивают, чтобы снизить до минимума пустоты.
Когда труба полностью заполнена, её заглушают.
Опирают изделие на толстостенную трубу с подходящими размерами.
Выполняют изгиб своими руками до требуемой конфигурации, учитывая пружинение (медную или алюминиевую трубу гнут непосредственно «в размер», а стальную – до угла, превышающего необходимое значение на 5 — 7°).
Выжигают чопики, и тщательно очищают конструкцию.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.
Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно
Важно лишь обратить внимание на следующие аспекты
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.
Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.










Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Особенности процесса
На самом деле сгибать трубы достаточно легко. Это только кажется, что для подобных действий необходимо огромное количество сил и энергии. Конечно, при работе с металлическими трубами все же придется попотеть, но даже в этом случае процесс занимает всего несколько десятков минут, и это с учетом подготовительных работ.
Но просто согнуть трубу недостаточно. Надо сделать это правильно, чтобы в итоге получить рабочий, а не испорченный образец. Если мы загибаем трубы своими руками, то шанс их повреждения существенно возрастает, так как согнуть трубу в домашних условиях можно только с помощью подручных средств.
Все дело в том, что труба при изгибании меняет свою структуру, натурально деформируется. И процесс деформации проходит непредсказуемо.
Это только кажется, что модель из той же стали изгибается красиво и плавно, как будто бы по волшебству сохраняя свою форму.
Внутренняя стенка как бы накапливает в одной точке больше материала, становится толще, образуются даже микроскопические складки. Наружная же, наоборот, растягивается, что чревато появлением микротрещин. Согните ее слишком быстро или без предварительной подготовки – и ее повреждение будет практически неминуемым.
Как обезопасить себя?
Впрочем, себя можно легко обезопасить или хотя бы свести шанс повреждения трубы к минимуму. Для этого применяют несколько хитростей.
Во-первых, при изгибании своими руками трубу нагревают до определенной температуры. Это нормально, без прогрева согнуть отрезок, да еще и стальной, крайне сложно. Вы потратите уйму сил и энергии, а результат же вас вряд ли порадует.
Достигла ли поверхность трубы нужной температуры, проверяется с помощью обычной бумажки. Считается что труба прогрелась, если бумажка при контакте с ней начинает тлеть.
Процесс загибания стальной трубы
Способ, конечно, довольно топорный и дает только относительные результаты, но для домашней работы большего и не требуется.
Во-вторых, в полость трубы обязательно добавляют стабилизирующий материал. Это делается до момента ее прогрева.
В качестве стабилизирующего материала применяются разные варианты, от песка до пружин. Трубу с обеих сторон закупоривают, а затем уже принимаются за работу.
Внутри трубы песок играет роль пластификатора
Он не дает материалу деформироваться рывками, при этом сохраняет изначальную форму заготовки, что тоже крайне важно
Также перед началом работы необходимо создать деревянную или стальную заготовку, для упрощения процесса деформации. Необязательно сильно мучиться и что-то создавать, надо просто выбрать подходящий материал.






К примеру, если вам нужно загнуть трубу под прямым углом своими руками, то хватит и наличия профильной трубы или же стола.
Если же радиус загиба достаточно большой, то придется подобрать обратную трубу нужных размеров или же деревянное полено.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
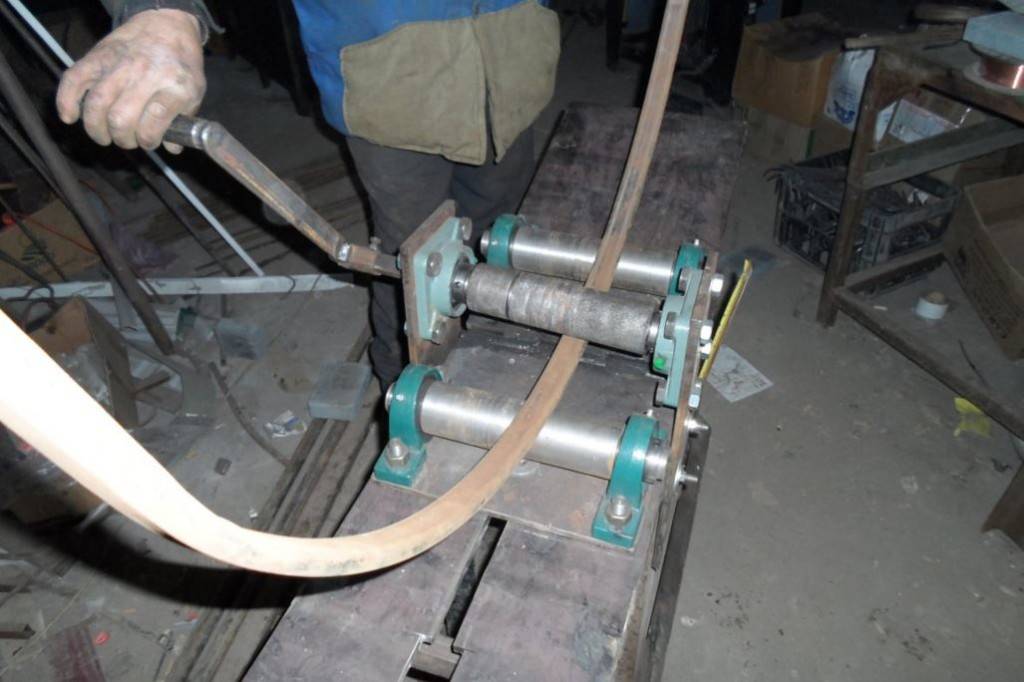
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
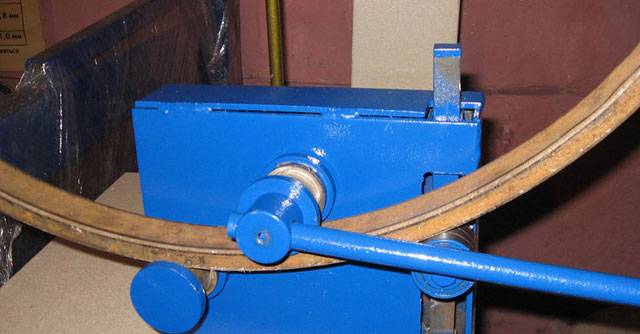
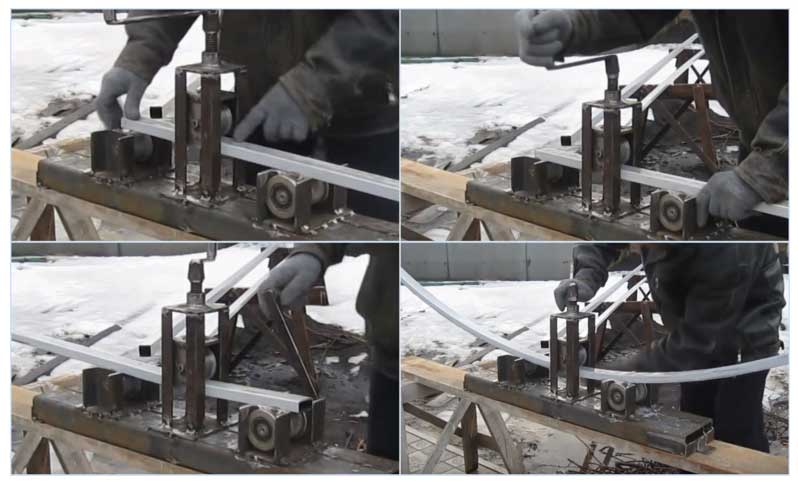
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Навигация по записям
Как загнуть по оправке
В домашних мастерских металлопрокат с толщиной стенки не больше 3 мм можно согнуть посредством оправки. Лучшим вариантом для решения задачи, если надо согнуть своими руками профтрубу на 20 является профилегибочный станок, на верхней части которого хватает пространства для отделочного оборудования. Такие приспособления превосходно справляются и с изделиями с диметром 40 мм.
При изменении формы сортамента на 20 и 40 мм, на верстаке выбирают оптимальное пространство для установки элемента для фиксации. Для облегчения выполнения работы на одной стороне станка существуют отверстия, которые располагают близко друг к другу.
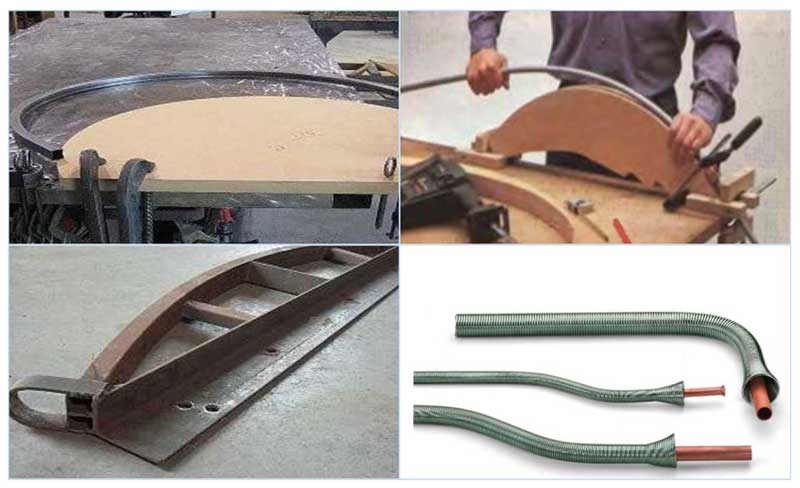
Проблему, как загнуть профильную трубу в домашних условиях без трубогиба по оправке, решать не сложно. Требуемый радиус при деформировании получают из-за установки специального шаблона. Для его изготовления применяют толстую фанеру. Но, если работы по загибу профильных труб требуется производить часто, то можно сделать шаблон из металлического уголка.
Рекомендации
В процессе выполнения сгибания трубы своими силами (без использования трубогиба) могут быть полезны определенные приспособления.
- Шаблон с необходимым радиусом загиба и присоединенный к нему рычаг для приложения сгибательного усилия.
- Основание, в котором проделаны отверстия и установлены упоры из металла нужного вам диаметра. Такое горизонтальное приспособление применяется для сгибания трубы из мягкого металла. Высокой точности изгиба в данном случае добиться нереально, кроме того, для изгибания понадобится приложить определенные усилия.
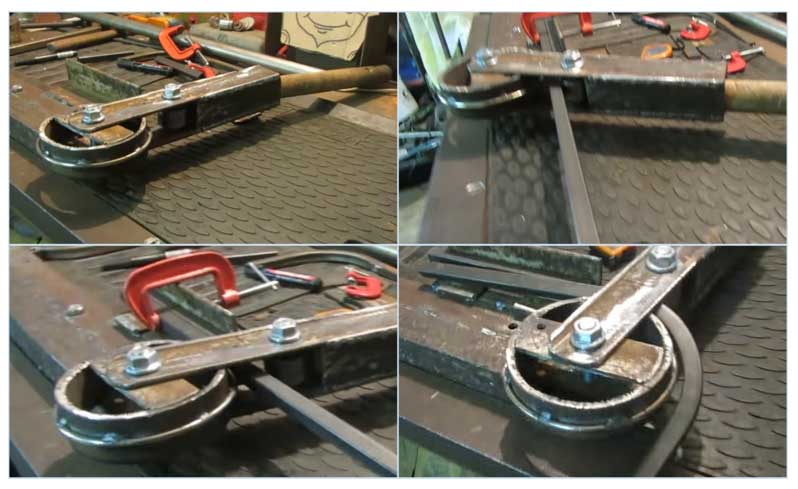
- Роликовый механизм. Если закрепить в тисках конец трубы, а в области предполагаемого сгиба разместить ролик, то при условии приложения физической силы можно выполнить изгиб материала радиусом, равным радиусу ролика.
Перед выполнением сгибания заготовки из трубы рекомендуется сделать пробные попытки на небольшом куске материала. Вручную можно работать с тонкостенными заготовками небольшого диаметра или сплавами мягкого цветного металла, а для сгибания заготовок с толстыми стенками или большими размерами диаметра используют трубогиб.
Как загнуть трубу без трубогиба, смотрите далее.
Делаем выводы
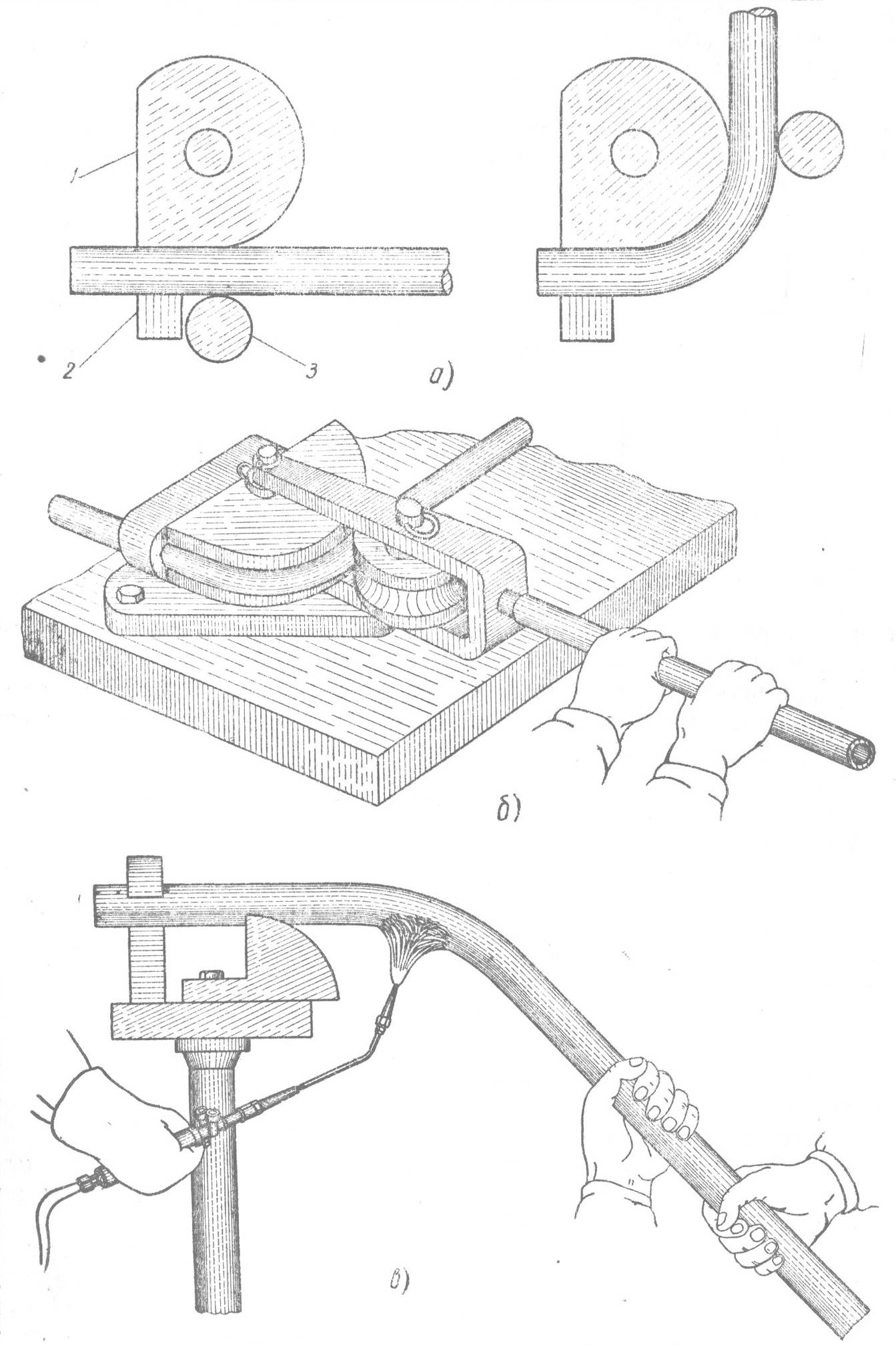
Основными помощниками при сгибании тонкостенных труб из любых материалов в домашнем хозяйстве является наружные и внутренние пружины, или наполнители из песка, позволяющие равномерно распределить прилагаемое усилие. Если мы гнем стальные трубы трубопроводов с толстыми стенками, при большом радиусе практично использовать трехвалковые самодельные конструкции, а при малом – нагревать профиль газовыми горелками.
Рис. 11 Как изгибают трубу в домашних условиях










В быту при желании каждый домовладелец может гнуть трубы из различных материалов без применения заводских трубогибов – для этого используются простые пружинные детали или несложные самодельные устройства. Чтобы сделать ручной трубогиб, понадобится сварочный аппарат и некоторые навыки сварщика, во многих случаях незаменимым помощником в проведении работ является паяльная лампа.
Это интересно: Шлакоблоки своими руками в домашних условиях — разбираем вместе
Делаем выводы
Основными помощниками при сгибании тонкостенных труб из любых материалов в домашнем хозяйстве является наружные и внутренние пружины, или наполнители из песка, позволяющие равномерно распределить прилагаемое усилие. Если мы гнем стальные трубы трубопроводов с толстыми стенками, при большом радиусе практично использовать трехвалковые самодельные конструкции, а при малом – нагревать профиль газовыми горелками.
Рис. 11 Как изгибают трубу в домашних условиях
В быту при желании каждый домовладелец может гнуть трубы из различных материалов без применения заводских трубогибов – для этого используются простые пружинные детали или несложные самодельные устройства. Чтобы сделать ручной трубогиб, понадобится сварочный аппарат и некоторые навыки сварщика, во многих случаях незаменимым помощником в проведении работ является паяльная лампа.
Задача, как согнуть профильную трубу, очень часто встает перед домашними мастерами. Сооружения из профильных труб многофункциональны и удобны. Они используются при создании теплиц и навесов, ограждений и опор под растения, стеллажей и прочего. В результате получается очень долговечная, устойчивая и относительно недорогая конструкция. На первый взгляд, задача согнуть профильную трубу без трубогиба кажется не решаемой. Однако если знать некоторые тонкости предстоящего дела, придать профильной трубе арочную форму самостоятельно, в домашних условиях не так уж и сложно.