Способы
Методов сварки есть немало, но перед тем как приступить к практике, желательно ознакомиться с наиболее часто используемыми.


Электрошлаковый
Электрошлаковый способ позволяет соединить детали почти с любой толщиной. При этом их можно сварить всего за один проход. Стоит отметить, что данная особенность есть только у этого способа сварки. Лучше всего он подходит для швов в вертикальной плоскости. Один проход позволяет сэкономить не только на энергии, но еще и на расходниках. Одновременно с этим происходит увеличение производительности. В итоге получаются высококачественные швы. При данном способе между кромками на стыках и пластинами из меди присутствует ванна с жидким шлаком.

После того как электрод погружается в нее, проходит ток и происходит нагревание до температуры плавления кромки рабочей области и стержня электрода. В ходе расплава образуется сварочная ванна. Именно после ее остывания металл начинает кристаллизоваться, и получается качественный шов. По мере того как соединение остывает, стержень и пластины постепенно поднимаются. Таким образом, достаточно одного прохода, чтобы добротно соединить детали любой толщины. Причем жидкий шлак является легким компонентом, который постоянно находится сверху. В итоге он защищает шов от взаимодействия с кислородом. По окончании процесса сварки шлак после остывания удаляют, легонько ударяя молотком.


Электродуговой
Электродуговой способ требует тщательной предварительной подготовки соединяемых деталей. Причем она может отличаться в зависимости от толщины обрабатываемых областей и типа шва
Соединяемые детали важно закрепить с использованием специальных крепежей или подручных средств. Чтобы избежать температурных искажений, детали желательно приваривать через определенные промежутки при помощи поперечных швов или прихваток
Такая техника позволяет добиться надежного соединения.
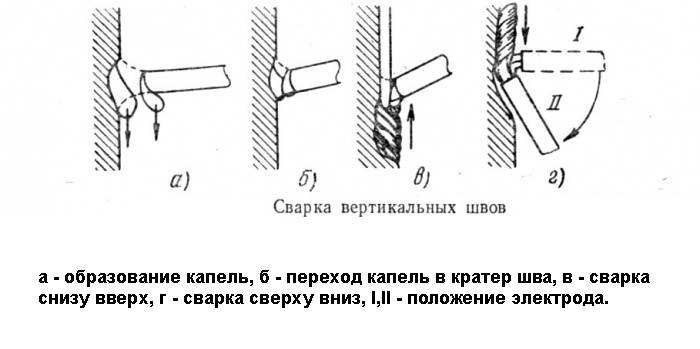
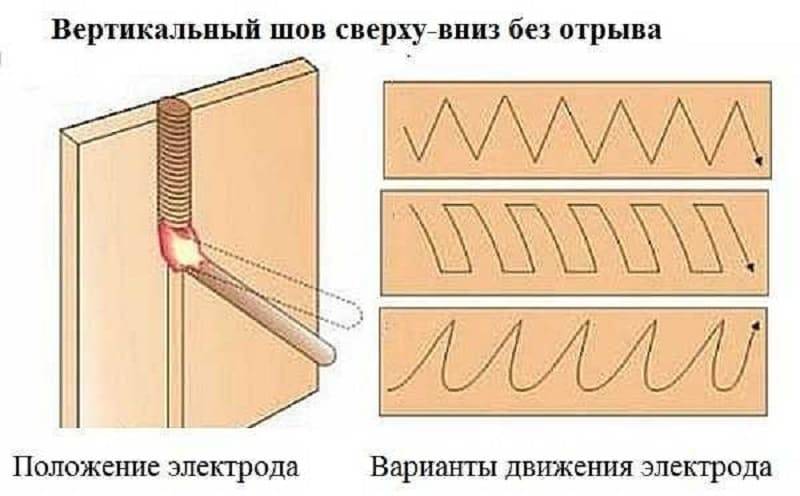
Сваривание вертикальных швов с использованием дуговой электросварки происходит с перемещением расплавленных металлических капель по направлению вниз. Сплав электрода переходит в сварочную канавку посредством капельного пути. Для плавного перетекания лучше всего применять укороченную дугу.

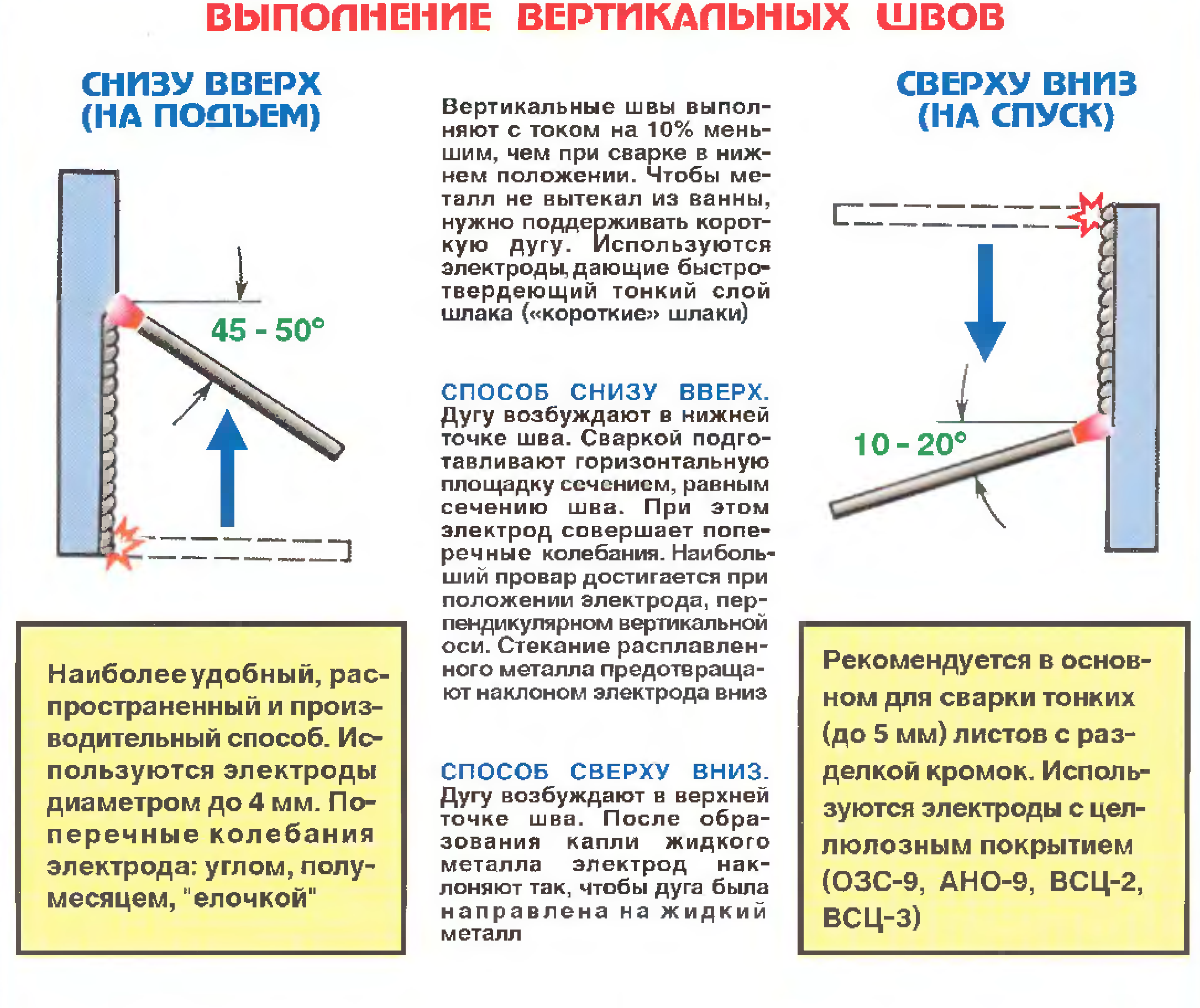
Для получения вертикального соединения хорошего качества применяют следующие способы.
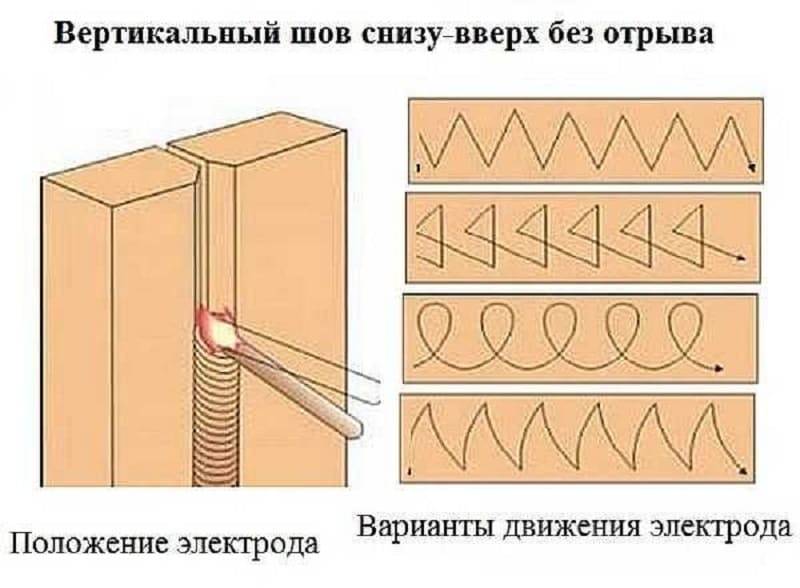
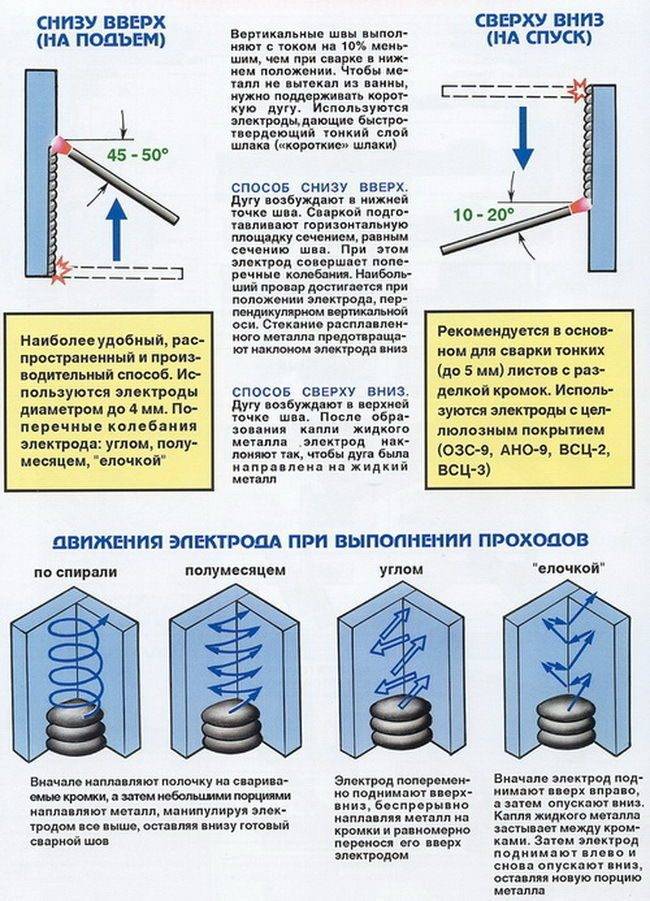
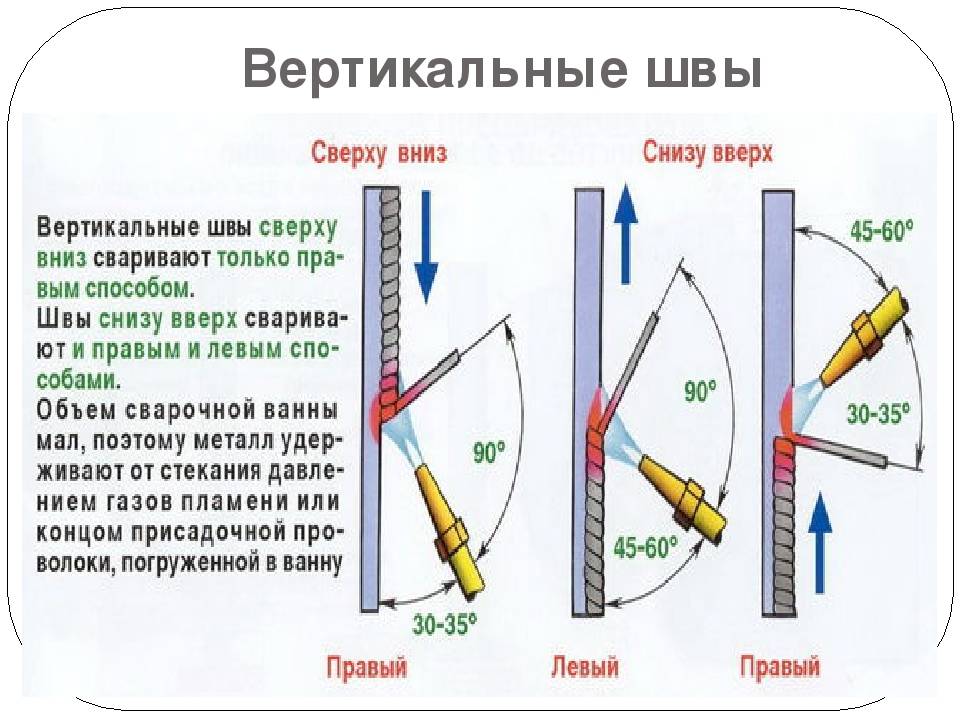
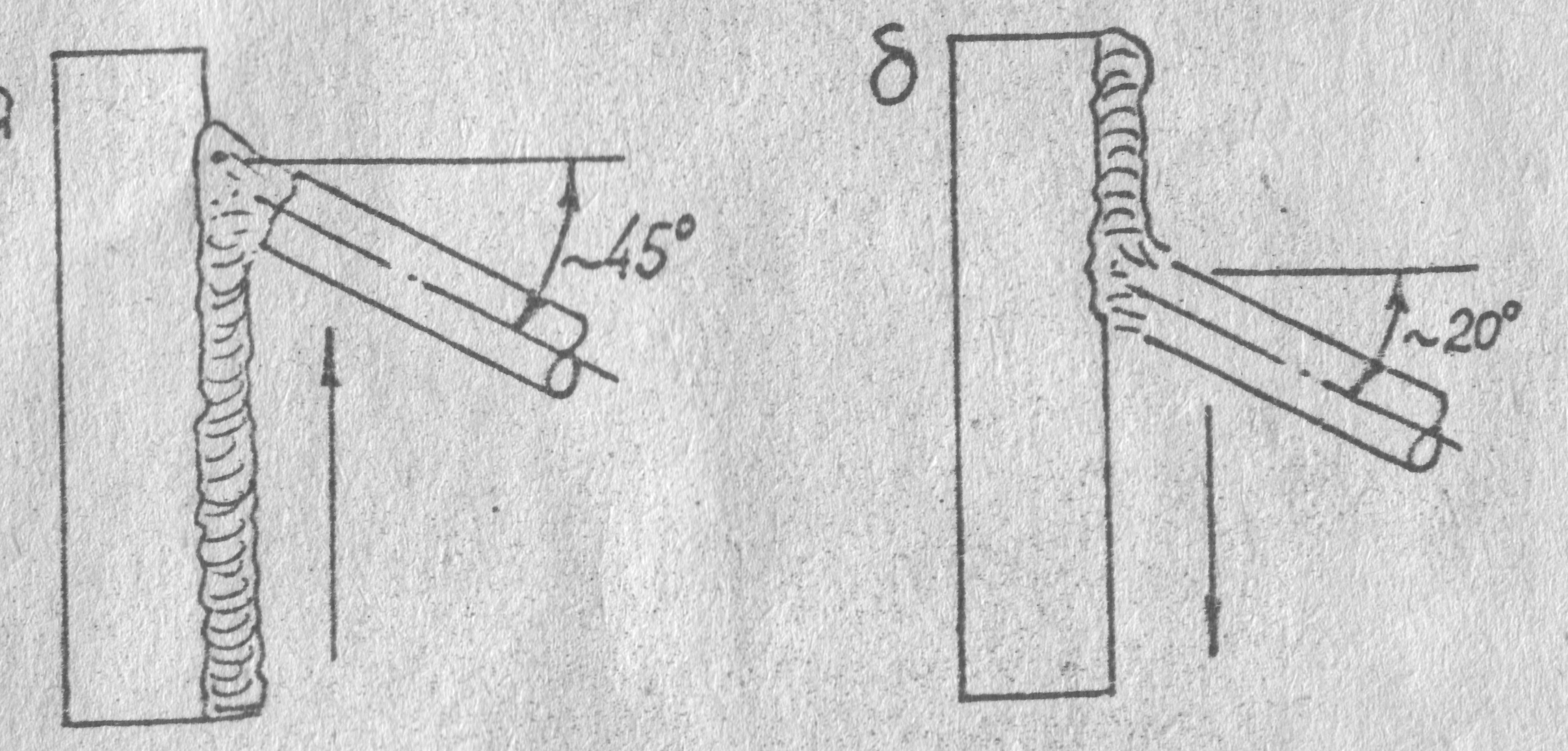
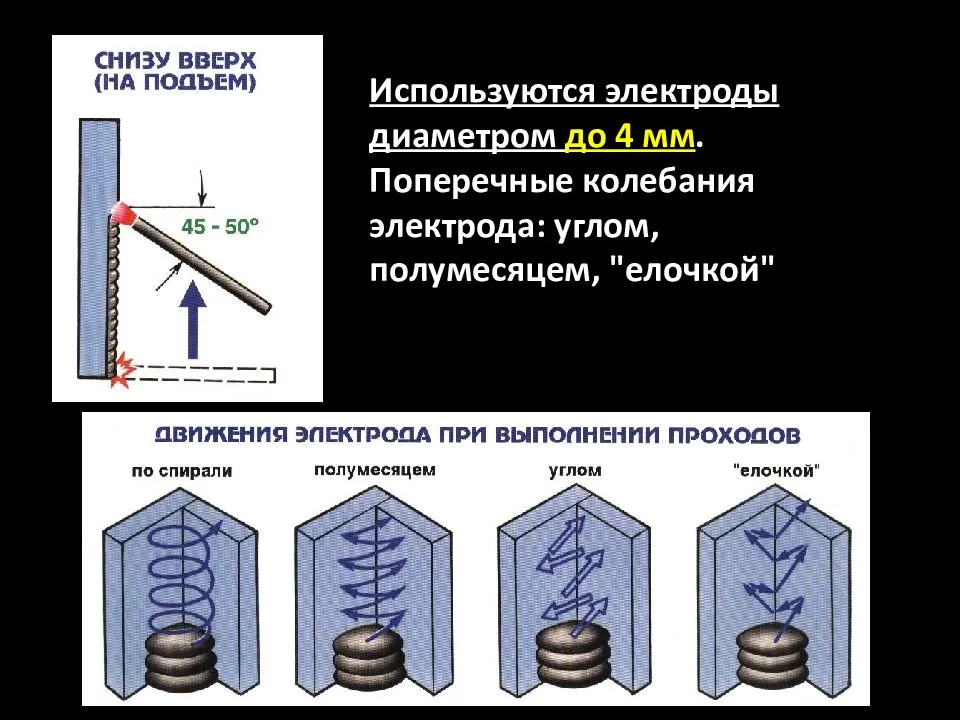
«Снизу вверх» подразумевает, что сварочная канавка располагается снизу, а расплавленные капли попадают в нее сверху. Для предотвращения утечки жидкого металла электрод желательно располагать не прямо, а под углом к области, где будет соединение. При этом плавящийся конец электрода должен быть выше, чем часть в держателе. Это позволяет поддерживать канавку и предотвращает выплескивание металла. Таким образом, происходит кристаллизация нижних слоев, которые как бы выполняют функцию подставки для сварочной канавки. Эта техника создания шва в вертикальной области называется «ручной дуговой». Следует учесть, что при сварке ток надо устанавливать на значении, при котором кристаллизация будет проходить быстрее, чем электрод и поверхность кромок будут плавиться. Для этого нужна недлинная дуга, чтобы образовывались маленькие металлические капли.



Полуавтомат
Полуавтомат (инверторный аппарат) позволяет сделать шов в вертикальной плоскости более качественным, чем обычный сварочный. Это обусловлено тем, что сварочная дуга получается более стабильной. Существует несколько проверенных технологий сварки. Их выбирают в зависимости от толщины соединяемых металлов, зазора между деталями, формами кромок.
Треугольная сварка необходима для работы с изделиями толщиной менее 2 миллиметров. При этом следует немного притуплять кромки. Чаще всего данная техника используется для углового сваривания. При движении электрода вверх жидкий сплав будет стекать поверх уже застывшего. Кромки проплавляются отлично, так как шлак движется уже по кристаллам металла. Формирование начинается с полок в самом низу стыка. Далее электрод следует переместить на край, расплавить грани и наполнить сварочную канавку. После этого электрод передвигают на другой край и снова повторяют весь процесс. При этом канавка будет иметь форму треугольника, откуда и получила свое название технология сварки. Желательно выбирать электрод толщиной 3 миллиметра, а сварочный ток устанавливать на значении от 80 до 100 ампер.

Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.





2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Различные технологии
Техника сварки вертикальных швов имеет три варианта. Их выбор зависит от величины зазора, толщины свариваемых металлов, размера притупления кромок.
Треугольник
Технология основана на наиболее популярном способе ведения процесса снизу наверх. Расплавленный металл находится поверх слоя, который еще только начал застывать. Стекая вниз, он закрывает валик шва. Это не позволяет новым каплям стекать по дорожке.
Способ применяется, когда предстоит соединить детали, имеющие толщину не более 2 мм. Сварка этим методом может обеспечить хороший результат при маленьком зазоре. Также необходимо обеспечить максимальное притупление кромок. Оно должно находиться в диапазоне от 1-2 мм. При сварке расположение ванны должно быть под углом.
Это положение дало название способу — «треугольник». Угол обеспечивается следующим образом:
- в начале процесса сварки создают полочку;
- при поднятии по стенке сварочной дуги по направлению к зазору происходит притупление кромок с помощью их плавления;
- спуск по правой стенке;
- переход на левую стенку;
- формирование там сварочного шва.
Необходимо выполнять рекомендации по выбору характеристик, как правильно сваривать вертикальный шов способом «треугольника». Диаметр электрода по этому методу должен быть равен 3 мм. Среднее значение электрического тока 90-100 А. До окончания заполнения стыка электрод следует перемещать по указанной траектории. Хорошо подходит для углового вертикального шва.
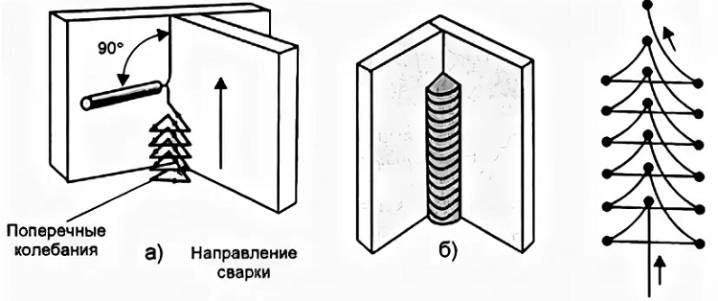
Елочка
Конец электрода совершает сложные движения. Суть метода состоит в том, что электрод двигается из глубины, по ходу проплавляя поверхность кромки. При возвращении внутрь он начинает проплавление второй кромки. Затем операции повторяют на небольшой высоте.
Такой вид сварочного шва подойдет, когда зазоры между свариваемыми изделиями составляют 2-3 мм. Необходимо притупление кромок. Сечение валика меньше, чем при предыдущем способе. Процесс начинают по выбранной кромке. Электрод подают из глубины зазора «на себя».
Технология проведения сварочного процесса состоит в следующем:
- от зазора по одной из кромок, прижимая к ней электрод, подавать его «на себя», пройдя всю толщину заготовки;
- совершив небольшой подъем, способом «от себя» вернуть электрод на место зазора;
- после поплавки перейти на другую кромку и совершить те же действия;
- указанные операции повторять до самого верха сварного шва.
Сварку ведут короткой дугой. Метод обеспечивает равномерность нанесения сварочного материала на всем пространстве зазора. Необходимо следить за тем, чтобы не было образования на кромке шва подрезов, а также подтеков металла. Желательна непрерывность процесса, исключая моменты, когда необходимо заменить электрод. Не должно быть чрезмерного наплавления кромок. Полученный шов по форме напоминает конфигурацию елки.
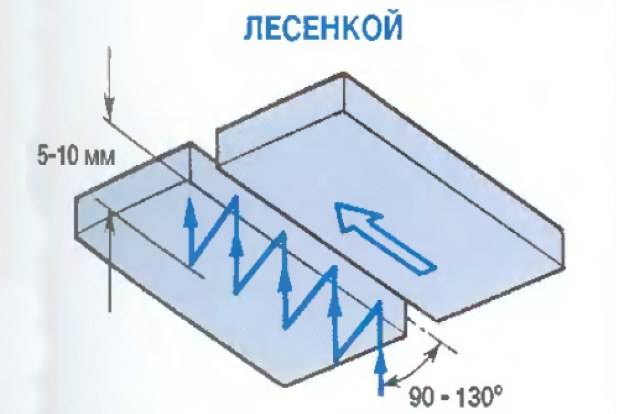
Лестница
Находит применение, когда между свариваемыми деталями существует большой зазор. Его значение может превышать 2 мм. Также метод возможен при отсутствии или небольшом притуплении кромок.
Методика получения в этом случае неплохого вертикального сварочного шва и как его варить является несложной. Движения электрода имеют зигзагообразный характер. Перемещение электрода осуществляются от одной кромки к другой. Величина подъема должна быть небольшой и постоянной. Дугу при сварке следует сохранять короткой. Диаметр электрода — 3 мм. Ток имеет небольшое значение — 80-100 А. Процесс следует вести не прерываясь.
Особенность метода в том, что на кромках электрод останавливается на продолжительное время, а переход с одной кромки на другую происходит быстро. Сечение валика при способе «лесенкой» является небольшим — получается так называемый «легкий» валик. Этот способ особого труда не представляет и подходит начинающим сварщикам.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах
Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.

Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Виды угловых швов (положения сварки)
Соединения классифицируют по множеству признаков. В первую очередь, это способ установки заготовок. В зависимости от требований к прочности готовой конструкции шов делают одно- или двухсторонним.




Во втором случае шов получается надежным, дольше держит форму. При односторонней сварке конструкция может деформироваться.
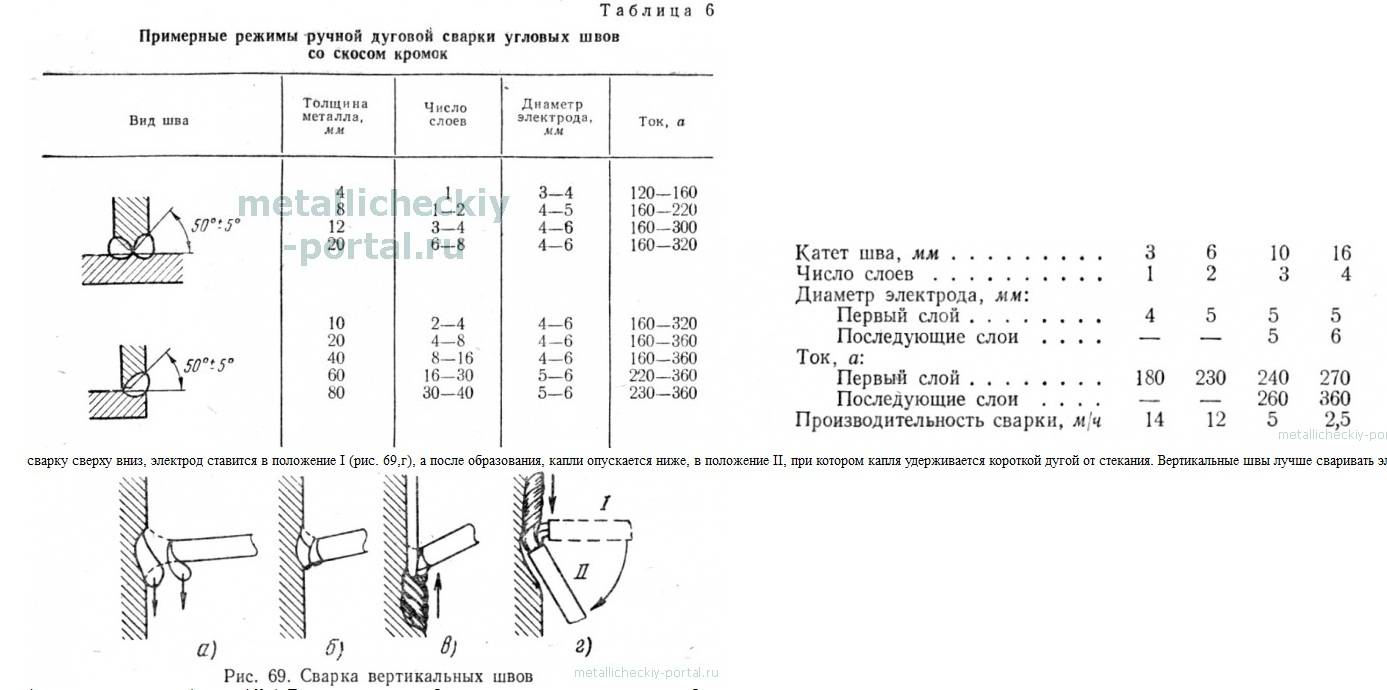
Нижние
При работе таким способом одна деталь находится в горизонтальном положении, другая — в вертикальном. Шов формируется в прямом углу между поверхностями.
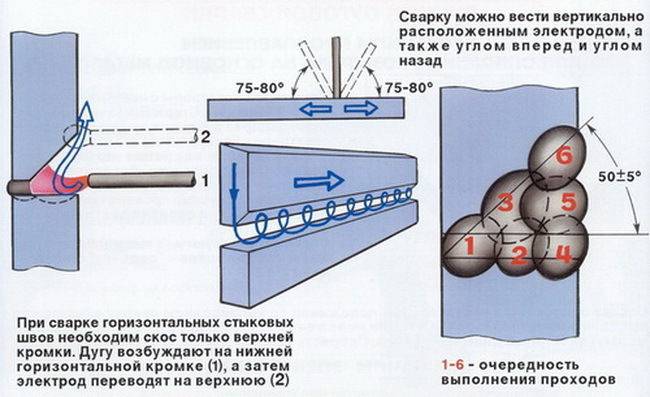
Если толщина заготовки не превышает 12 мм, разделка кромки не требуется, однако нижнюю часть установленного перпендикулярно листа срезают так, чтобы расстояние между краями было менее 2 мм. При работе с толстыми деталями делается V-образная разделка.
Пример углового шва.
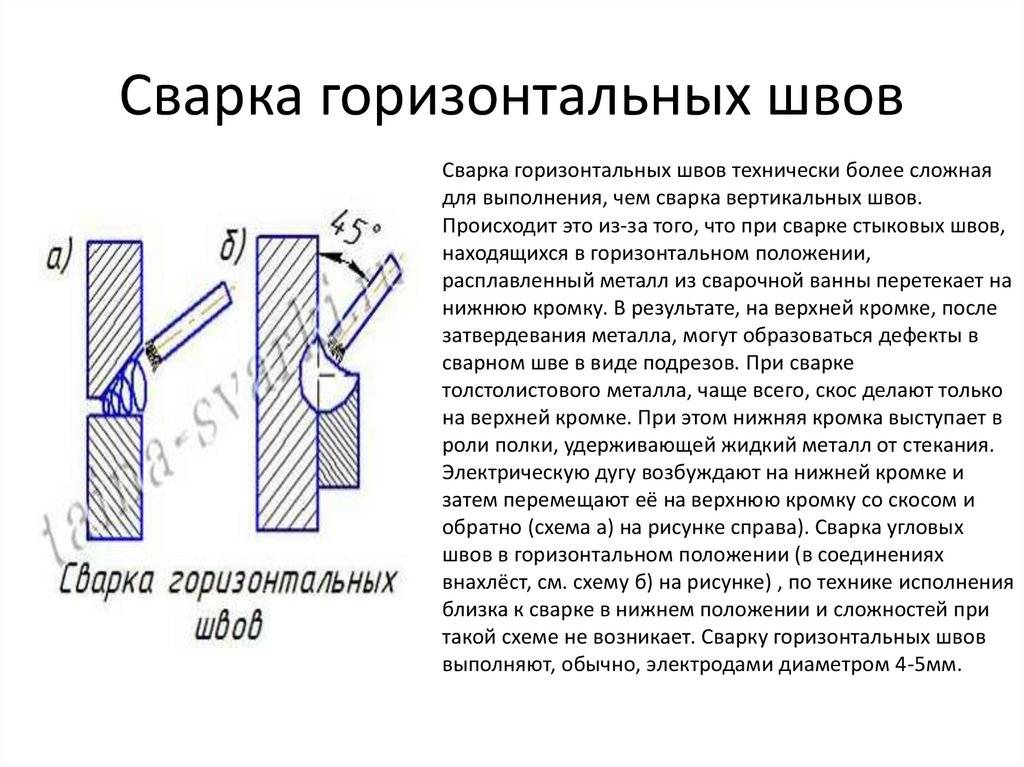
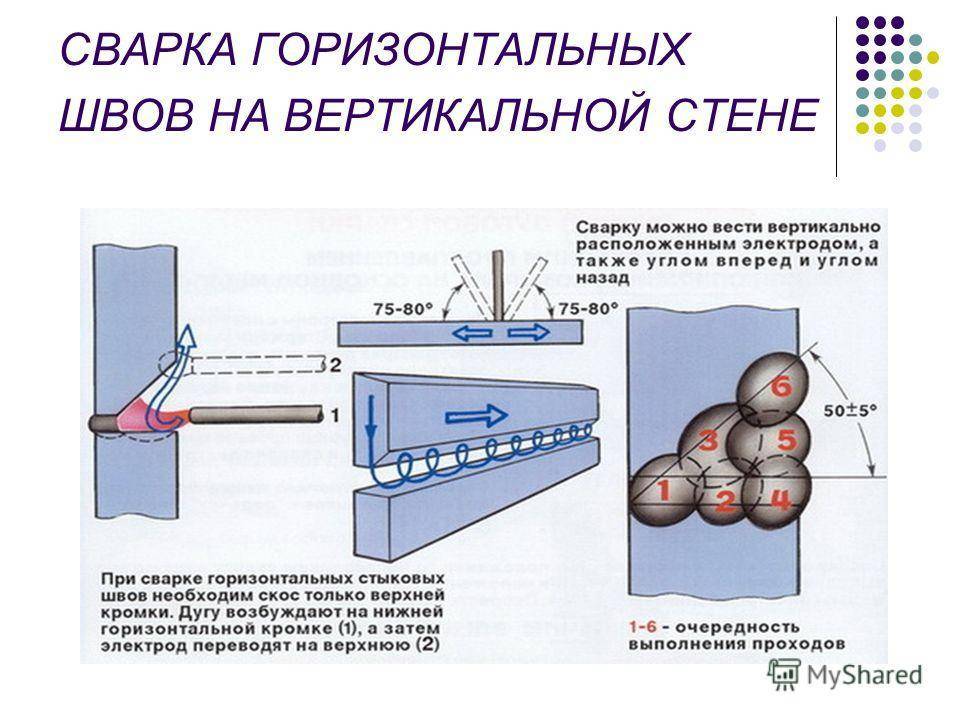
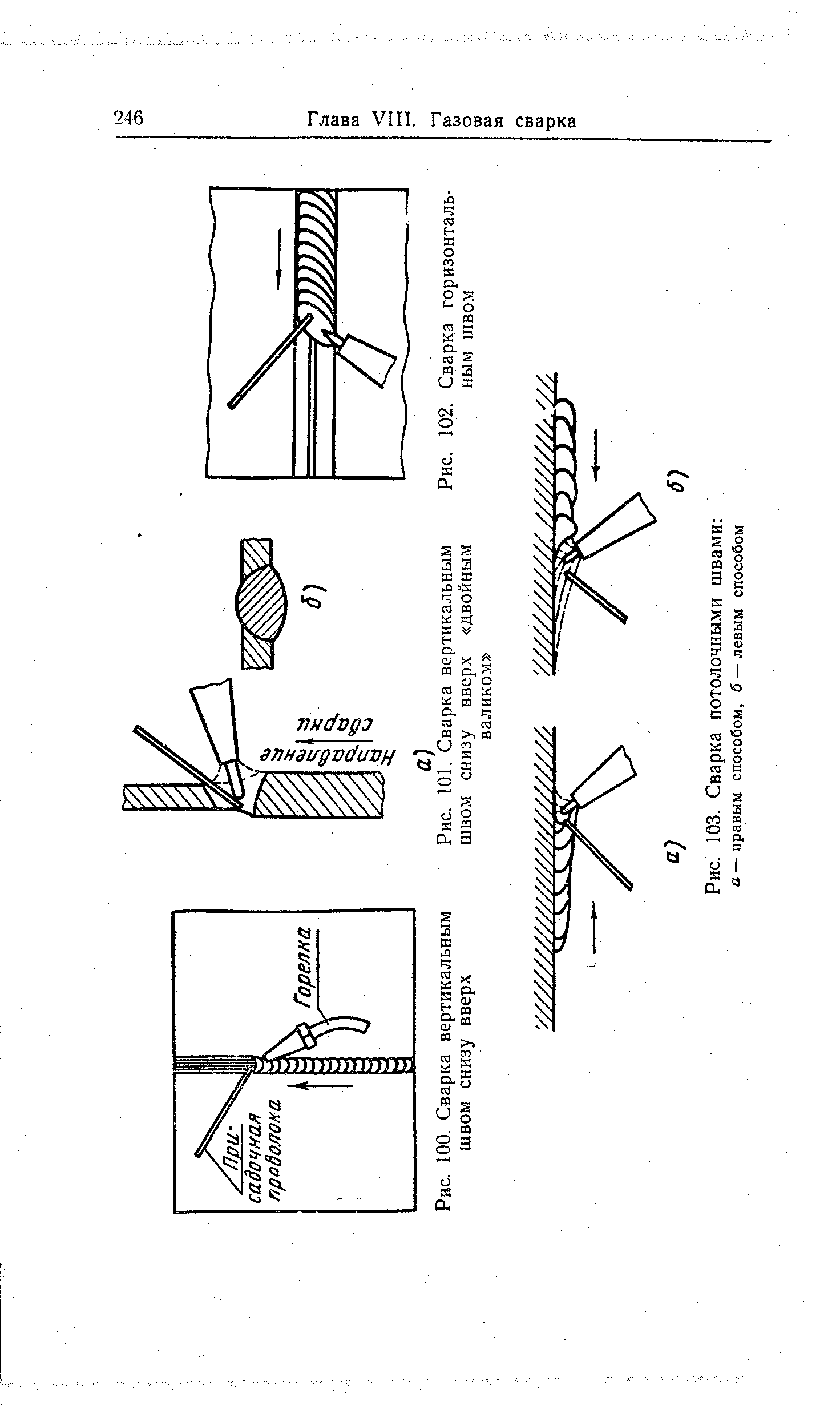
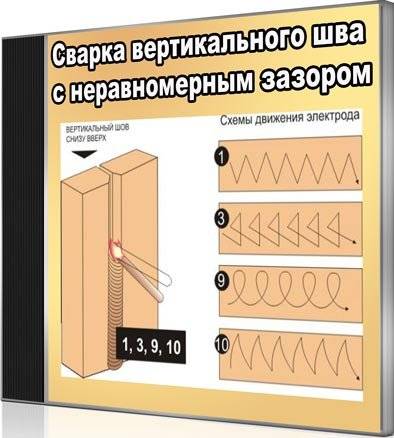
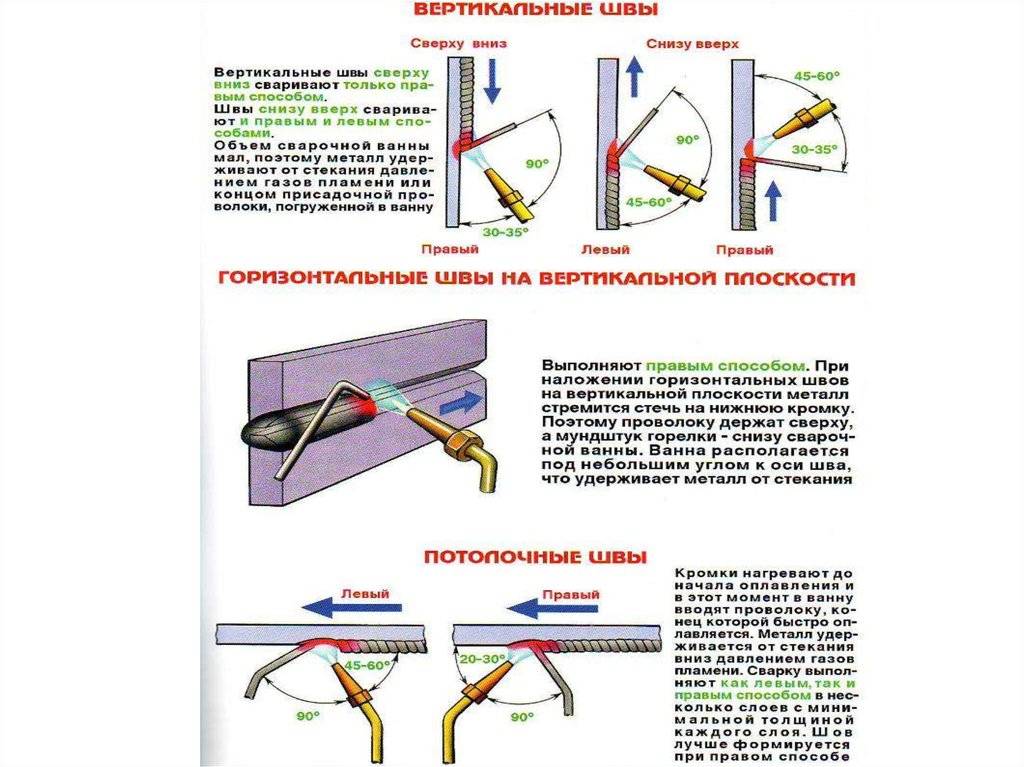
Вертикальные и горизонтальные
При сваривании деталей, расположенных вертикально, расплав стекает вниз. Исключить образование капель помогает уменьшение длины дуги, для этого наконечник электрода приближают к обрабатываемой области.
Сварка шва имеет такие особенности:
Вертикальный сварочный шов и схема движения электрода.
- Металл подготавливают с учетом типа соединения и толщины заготовок. Детали закрепляют в нужном положении, накладывают короткие прихватки. Это препятствует смещению конструкции во время работы.
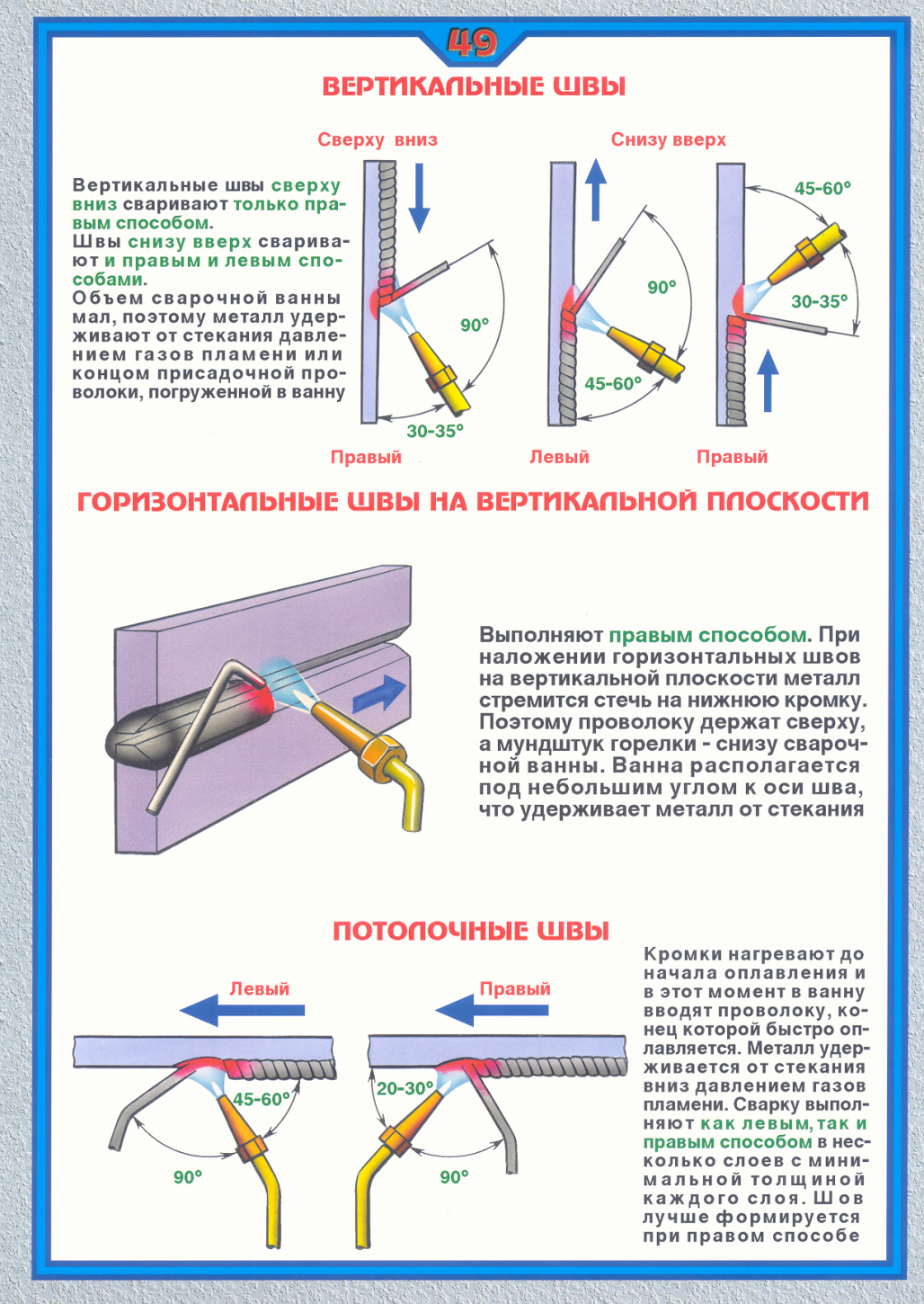
- Шов формируют как снизу-вверх, так и в обратном направлении. Первый способ считается более удобным. Под воздействием дуги сварочная ванна смещается вверх. Шов получается более качественным.
- Вести угловую сварку в вертикальной позиции можно с отрывом дуги. Во время перерыва расплав успевает остывать. При этом используют те же движения электрода, что при сварке без отрыва: в разные стороны, вкруговую или петлей.
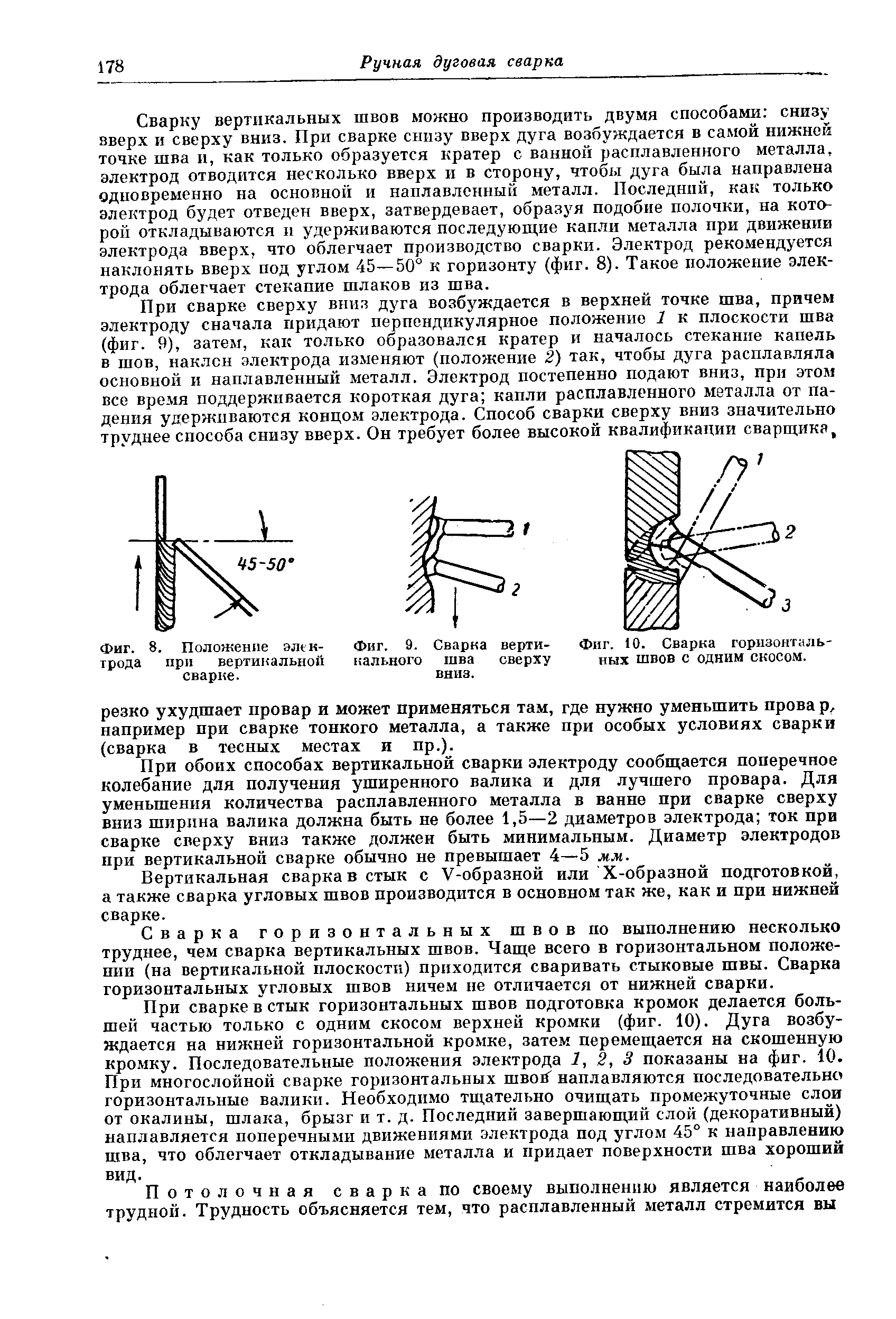
- При сварке сверху вниз стержень устанавливают под прямым углом по отношению к поверхности заготовки. После возбуждения дуги прогревают деталь, отпускают наконечник и ведут сварку в этом положении. Способ не совсем удобен, поскольку требует постоянного контроля. Однако шов приобретает требуемые характеристики.
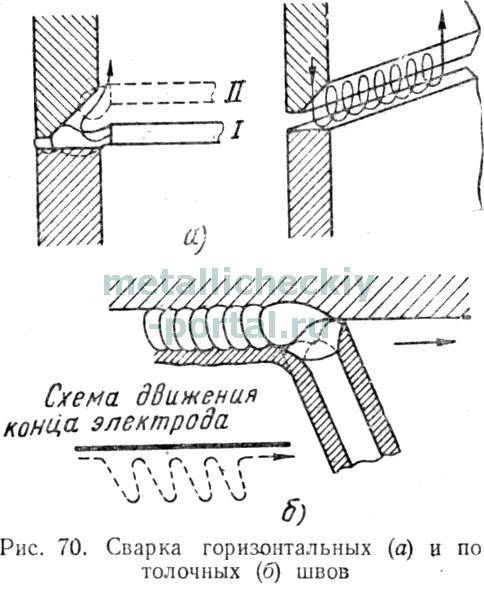
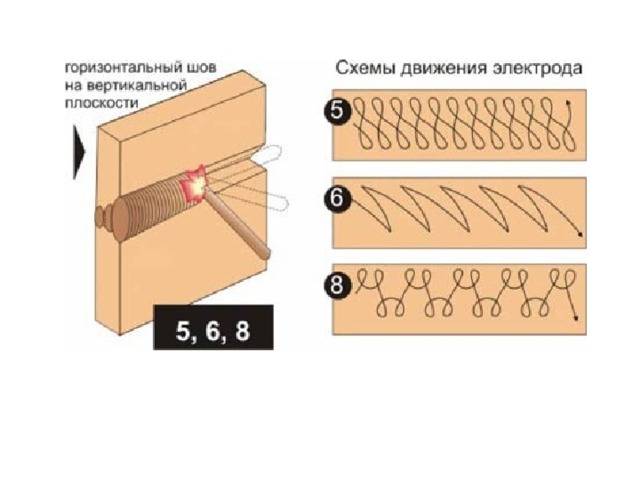
Горизонтальные соединения также можно формировать в разных направлениях. Метод выбирают с учетом предпочтений сварщика
Ванна также смещается вниз, поэтому угол наклона электрода увеличивают, принимая во внимание скорость сварки и силу тока.
При стекании расплава делают более быстрые движения, периодически отрывают дугу. За эти перерывы металл остывает, капли не образуются. Можно попробовать изменить напряжение. Эти методы используют поэтапно.
Горизонтальный сварочный шов.
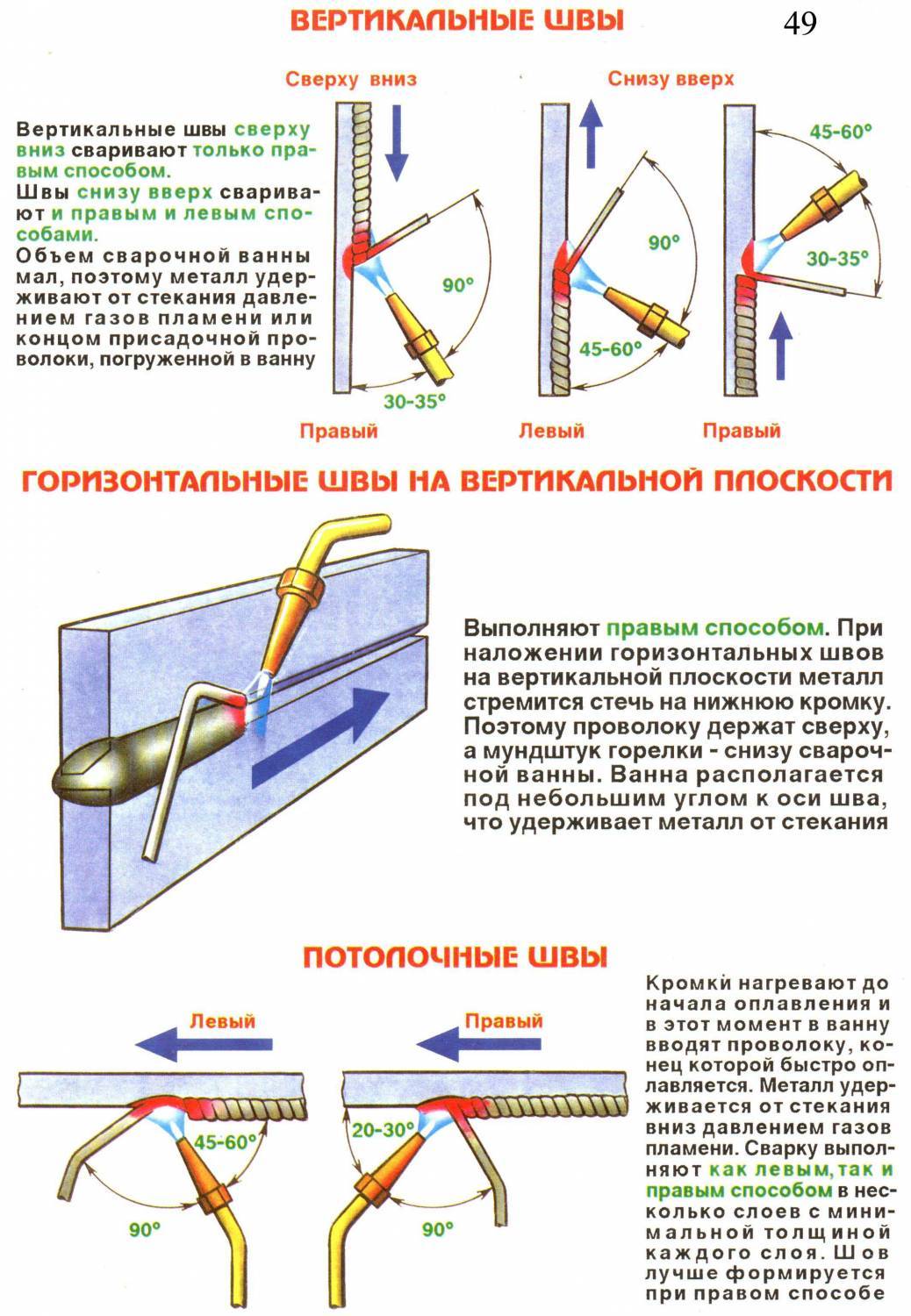
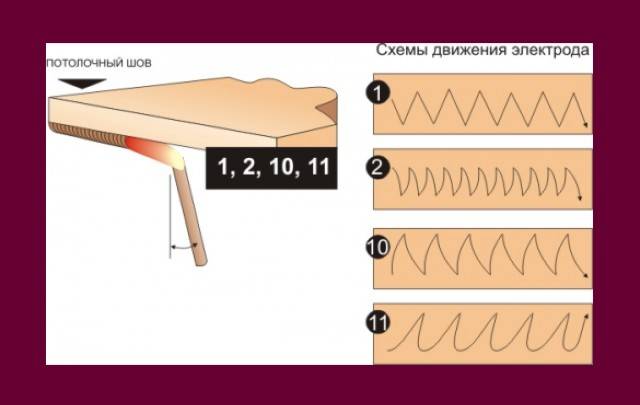
Потолочные швы
Это самый сложный способ формирования соединений. Он требует наличия опыта, постоянного контроля обрабатываемой области. В процессе сварки электрод удерживают перпендикулярно потолку.
Длина дуги минимальная, скорость движения неизменная. Стержень ведут круговыми движениями, расширяющими область расплавления.
Сварка потолочных швов.
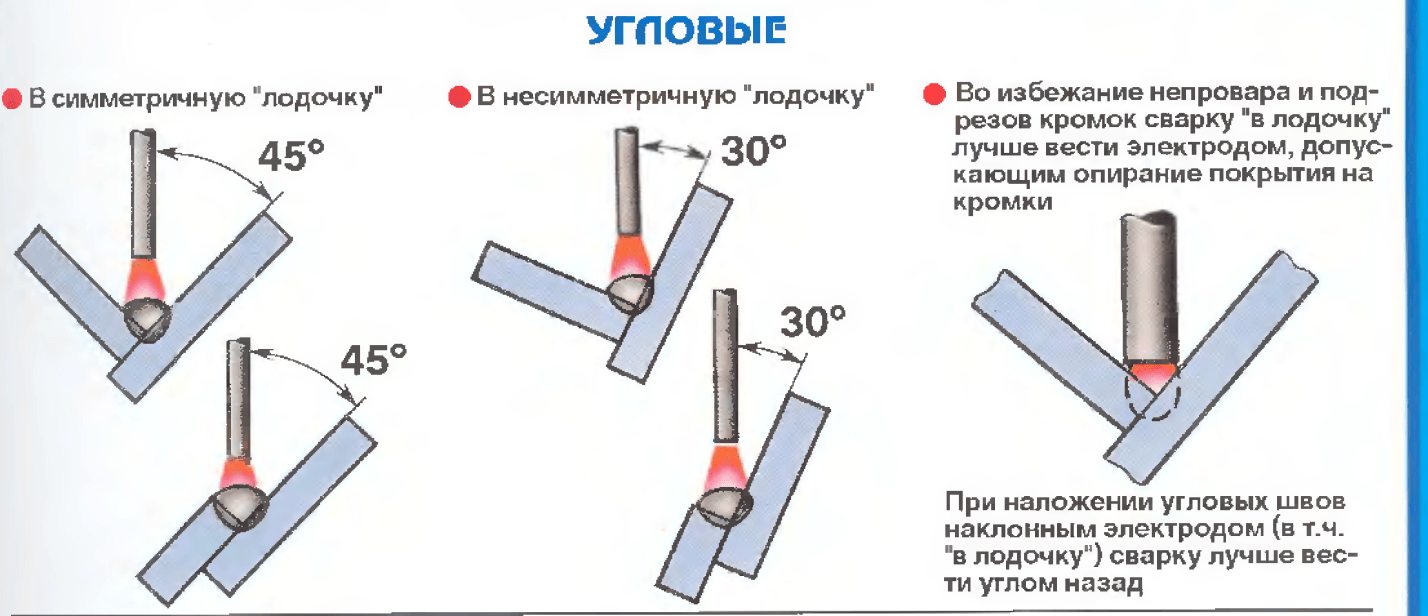
В лодочку
Угловые стыки нередко приходится проваривать с обеих сторон. Для правильного ведения процесса заготовки устанавливают так, чтобы их плоскости находились под одинаковым наклоном. Такой способ называется сваркой «в лодочку». Это упрощает выбор движений электрода, улучшает качество шва.
Сварка в лодочку.
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
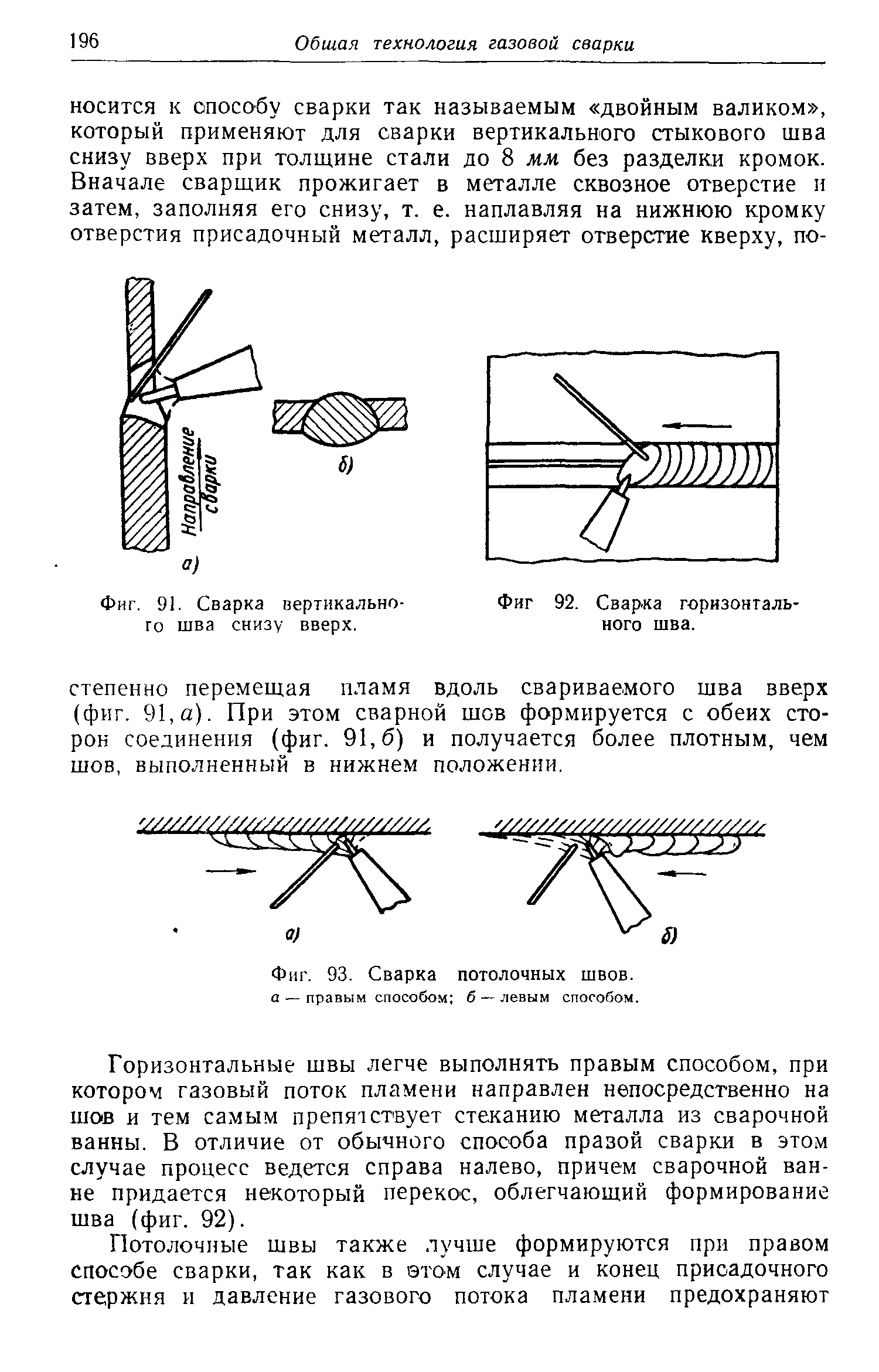
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.




В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
- Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
- Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V-образный скос.
- Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
- Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
- Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку. Но на трубах лучше сразу варить широким швом.
- Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
- Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
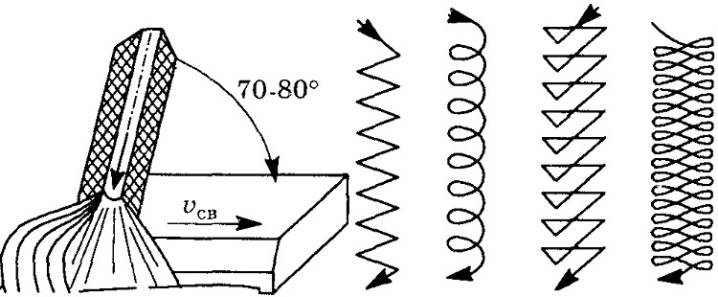
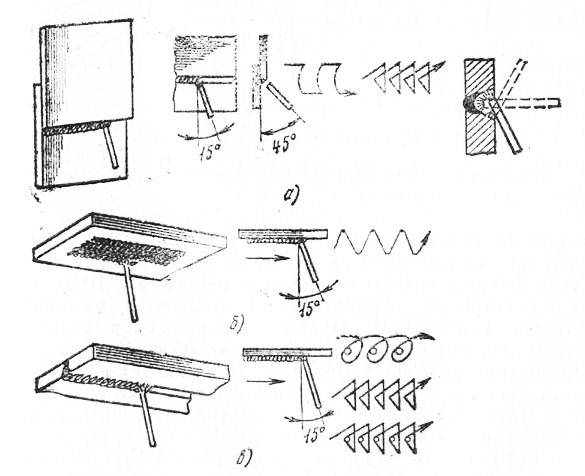
Управление положением электрода
Сварочный процесс может выполняться при положении электрода углом вперёд, углом назад, прямым углом. Применяя любой из этих трёх технологических приёмов, сварщик способен создавать швы в разных условиях производства работ.
Варианты угловых положений электрода для производства сварочных работ. Синие стрелки указывают направление перемещения электрода
Так, способ «углом вперёд» традиционно применяется для соединения элементов горизонтальным и вертикальным швами в условиях верхнего расположения деталей в пространстве (потолочная сварка). Эта же техника успешно используется для сварки неповоротных стыков труб или при сооружении самодельной печки из газового баллона.
Удерживая электрод строго под прямым углом (90º), сварщик обеспечивает исполнение работ в местах труднодоступных. Наконец, техника «угла назад» позволяет качественно выполнять сварочные работы на угловых стыках.
Устанавливая электрод «углом вперёд», обычно работают с тонкостенными металлами. В таком положении электрода получают широкий шов малой глубины. На толстостенных металлах, напротив, стараются применять технику «углом назад», обеспечивая прогрев металла на достаточную глубину.
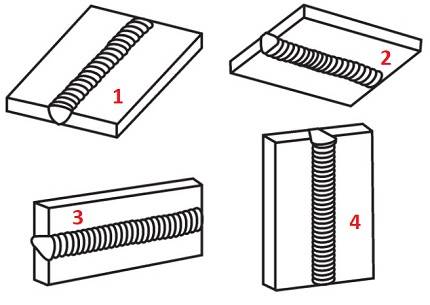
Виды швов и соединений
Все соединения в сварке по-своему интересны и оригинальны. Но главное, чтобы они были качественными и прочными. Существует несколько видов таких швов:
- Стыковое. Самое распространённое соединение для разных методов. Достоинства: высокая производительность сварки, маленький расход материала, высокая прочность, нет конструктивных напряжений. Но для этого шва необходимо тщательно подготавливать кромку, а также располагать детали так, чтобы не было погрешностей. Используется для сварки листов, труб и сортового металлопроката.
- Угловое. Бывают односторонними и двусторонними (таким образом увеличивая прочность). С помощью предварительной заготовки кромок можно делать любой угол наклона. Применяют для соединения листовых, трубных и фасонных заготовок.
- Тавровый. На элементе, который приваривается сверху, перпендикулярно нижнему, необходимо сделать обрезную кромку. Такое действие желательно делать с двух сторон, чтобы после сварки все детали держались крепче. Применяется для соединения листовых заготовок.

Тавровый шовИсточник mash-xxl.info
- Нахлёстанный. Для такого шва не нужно делать разделку кромок, но рекомендуется использовать их обрезными. Для того, чтобы в будущем между листами не было коррозии, необходимо проварить соединение с обоих сторон. Применяют для точечной и контактной сварки.
- Прорезной. Бывает в закрытом или открытом варианте. Применяется при необходимости усиления нахлёстанного соединения.
- С накладками. Также используется для усиления стыковых или нахлёсточных швов.
- Торцовый. Листы необходимо наложить друг на друга и сварить по общим торцам.
- С электрозаклепками. Верхний лист необходимо просверлить перед использованием, потом проварить с захватом нижней детали. Соединение считается прочным.
Также соединение может делать различными способами в зависимости от положения детали:
- горизонтальным;
- вертикальным;
- потолочным швом;
- нижним швом (самый удобный, так как он легко контролируется, в отличи от остальных).
Первые 3 варианта сложные и для их выполнения требуется иметь опыт в такой работе.

Нижнее соединениеИсточник svarkka.ru
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:





- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.

Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.

Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.
В процессе работы следует устраивать перерывы, снимая нагрузку с мышц шеи и рук.
Секреты работы
Сварка потолочного шва электродами ведется с применением некоторых “приемов”, упрощающих процесс, повышающих качество готового результата:
- работать лучше короткой дугой, это повышает точность;
- держать электроды лучше с небольшим отведением вбок, это снижает вероятность растекания наплавленного металла;
- ширина шва не должна быть больше диаметра используемого электрода;
- шов ведется “на себя”. Такой подход дает возможность контролировать его качество и состояние, а также подобрать наиболее комфортный рабочий темп.
Рабочие методики
Работа дуговой сваркой может выполняться в следующих техниках:
1. Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в пределах от 90 до 130 градусов. При движении мастер как бы описывает элементами полумесяцы.







Практика показывает, что такой метод оптимально подходит для начинающих сварщиков.
Да, временные затраты тут довольно высоки, что объясняется необходимостью формирования шва в несколько проходов, зато точность максимально высока и нет каких-либо сложностей. Специалисту достаточно следить за тем, чтобы:
- скорость сварки не была слишком высокой;
- не формировать валики большой толщины, провоцирующие растекание наплавляемого металла.
2. Обратно-поступательная техника. Здесь также предстоит приготовиться к тому, что работа окажется монотонной и не быстрой, придется пройтись по шву несколько раз.

Сначала формируется основной, корневой шов, для которого используется электрод толщиной 3 миллиметра. Сила тока при формировании корневого шва ставится на среднее значение.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в пределах от 90 до 130 градусов.
В процессе работы элемент отводится в сторону, что позволяет исключить вероятность растекания наплава. Сварщик ждет, пока металл остынет, после чего продолжает процесс. Если нужно получить длинный сварной шов, то такой способ – лучший вариант.
Правила и требования
Понять, как правильно варить потолочный шов электросваркой, помогут и следующие правила, рекомендации и нормы:
- Перед началом работы нужно как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить качественный и прочный шов. Практика показывает, что новичку справиться с большим зазором почти нереально, тут нужен опыт.
- Кромки нужно разделать. В том случае, если толщина свариваемой металлической детали больше 5 миллиметров, нужно сформировать V-образный скос.
- При подносе электрода к рабочей плоскости нужно выдерживать угол в 45 градусов. Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
- Если плоскости изначально плотно подогнаны друг к другу, зазор минимален, то первый шов формируется почти без колебательных движений электродом. Такой подход позволяет полноценно заполнить зазор наплавом. Следующий шов делается с увеличенной шириной, что повышает общую конструктивную прочность.
- Лучше работать короткими прерывистыми дугами. Это позволяет каплям наплавленного металла быстро остывать и прочно сцепляться с основанием. Такой подход, во-первых, обеспечивает большую эстетичность и прочность шва, а, во-вторых, сводит к минимуму опасное разбрызгивание.