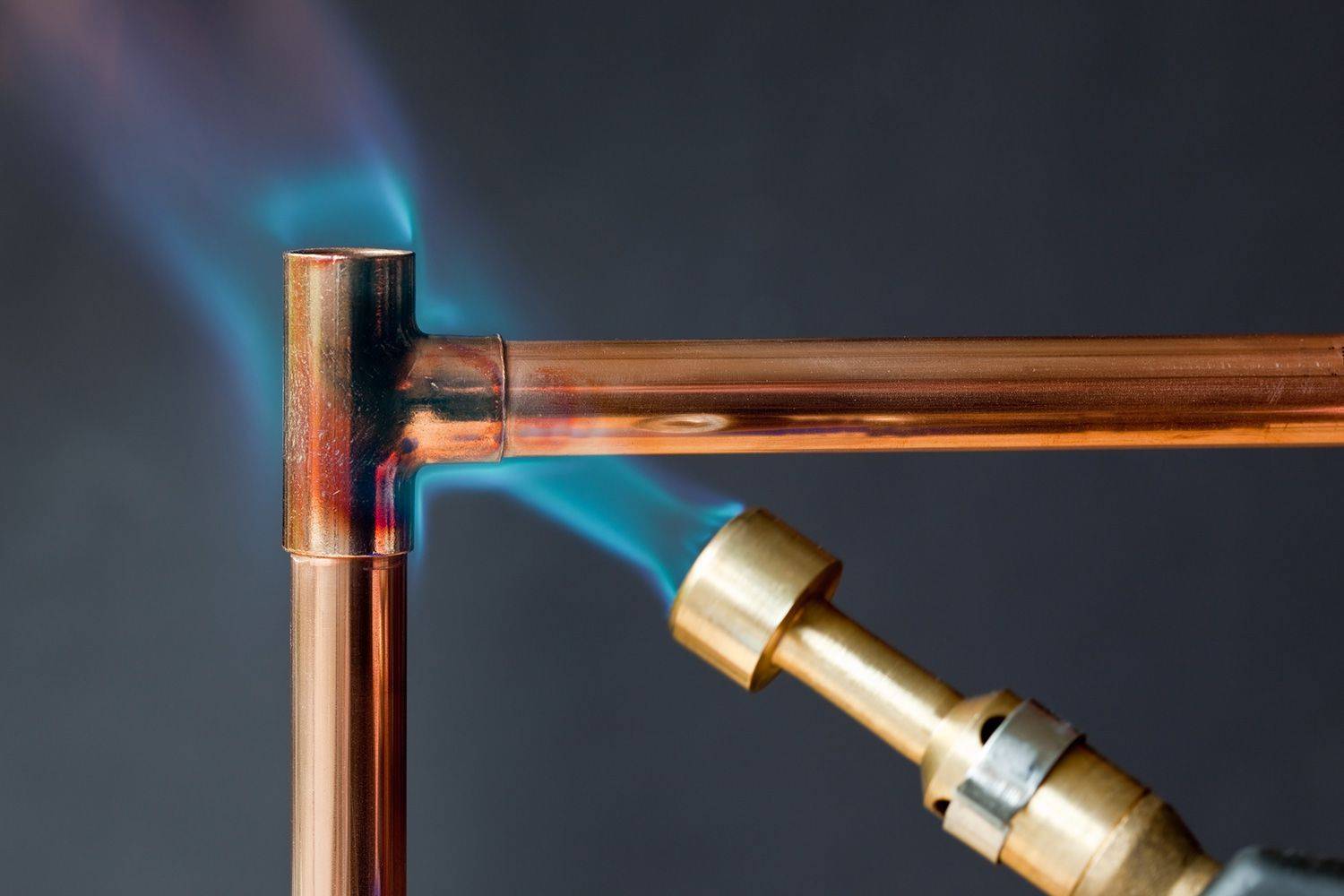
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
- муфты,
- прокладки,
- разнообразные фитинги.
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
 Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
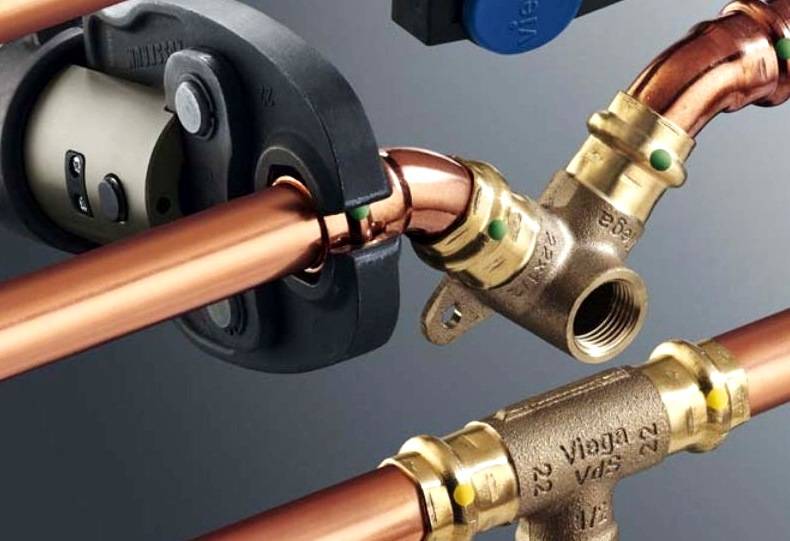
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
 Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K
минус 30 / плюс 80 для L |
| Накатная канавка, D = 50,8 – 101,2 мм, D = 50,8 – 203,2 мм тип M | 0 — 1725 | минус 35 / плюс 120 |
| 0 — 1375 | минус 30 / плюс 80 |
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.
 Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
Методы стыковки труб из полипропилена
Если стоит задача обустроить отопление пластиковыми трубами малого диаметра (до 63 мм), на практике способов соединения таких труб существует два:
- раструбная сварка – в данном случае один предварительно расширенный конец трубы помещают в другой;
- муфтовая сварка – здесь концы двух элементов соединяются между собой при помощи муфты.
В случае стыковки труб с большим диаметром (от 63 мм) прибегают к использованию стыковочной сварки. Этот метод монтажа не требует дополнительных соединяющих элементов, сохраняя отличную степень фиксации труб. Также можно применять и подходящие по размеру фитинги (муфтовая сварка). При наличии труб с диаметром 40 мм удобнее применять ручную сварку, а вот элементы большего размера принято состыковывать при помощи специального аппарата, который предварительно осуществляет центровку.
Непосредственно перед началом монтажа отопительной системы стоит еще раз тщательно продумать весь процесс сборки трубопровода. Это позволит избежать в момент работы нежелательных нюансов, которые влияют на итоговое качество сборки отопительной системы.

Схема процесса соединения полипропиленовых труб
Здесь мы обозначим основные нюансы того, как следует производить соединение пластиковых труб отопления:
- Оптимальное время нагрева паяльного аппарата 5 секунд.
- Рекомендуемая температура плавления полипропилена 270°С. Данного параметра можно добиться при помощи специального тумблера, установленного на сварочном аппарате.
- Следует отметить, что технология стыковки труб системы отопления будет изменяться в зависимости от места и времени года. Так, в период минусовых температур либо при монтаже отопительной конструкции вне помещения время нагревания трубы паяльника следует немного увеличить или поднять температуру для плавки полипропиленовых изделий.
- В случае стыковки труб большего диаметра время расплавления материала также несколько увеличится.
- Рекомендуемое время фиксации элементов большого диаметра между собой после их нагрева составляет от 30 секунд и более.
Далее необходимо подробно рассмотреть, собственно, технологию пайки труб из полипропилена:
- После достижения необходимой температуры, на насадки паяльника для полипропиленовых труб – для наружного и внутреннего размера поперечного сечения труб – одновременно надевают и разогревают стыковочные детали (муфта, труба).
- В момент нагревательного процесса на отопительных элементах формируются «отбортовки».
- По итогу нагревательного процесса с насадок снимаются обе части и состыковываются между собой путем равномерного несильного надавливания на них с обеих сторон в сторону друг друга и фиксации в таком положении. Какие-либо вращения и лишние движения во время соединения элементов недопустимы, так как это может нарушить получившийся шов.
- Соединенные элементы следует удерживать на протяжении 30 секунд для более надежного сцепления частей отопительной системы. Необходимо добавить, что бортик должен быть ровным по всей длине соединения.
После полного остывания соединенные детали готовы к использованию.
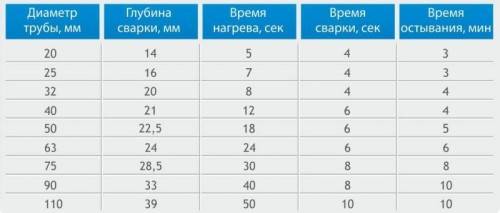
Параметры сварочного процесса
Как выбрать газовый обогреватель для дома и дачи
Чтобы решить какой газовый обогреватель выбрать для дома и дачи нужно для начала определиться как часто будет посещаться дом. К примеру, конвекторные обогреватели, которые работают от газа, поставляемого центральным газопроводом не рекомендуется надолго оставлять без присмотра из-за взрывоопасного риска. Лучше приобрести переносные модели, которые работают от газа в баллоне, в этом случае есть возможность убрать газ в безопасное место, когда дом надолго покидается.







Если цель обогрева не дом, а беседка во дворе или огород часто страдает от преждевременных заморозков, то стоит присмотреться к уличным моделям инфракрасных обогревателей. Они могут прогреть зону отдыха до 25 градусов, работают от газа в баллоне, а также оснащены функцией, которая автоматически отключит подачу газа если угол наклона обогревателя изменится на определённый показатель.
А если покупателю важно не загрязнять воздух не только в своём доме, но и на улице, то обратить внимание нужно на каталитические модели обогревателей — они не используют в работе огонь и, следовательно, не производят вредных веществ, образующихся в результате горения сжиженного или природного газа.
Душ летний для дачи простой конструкции
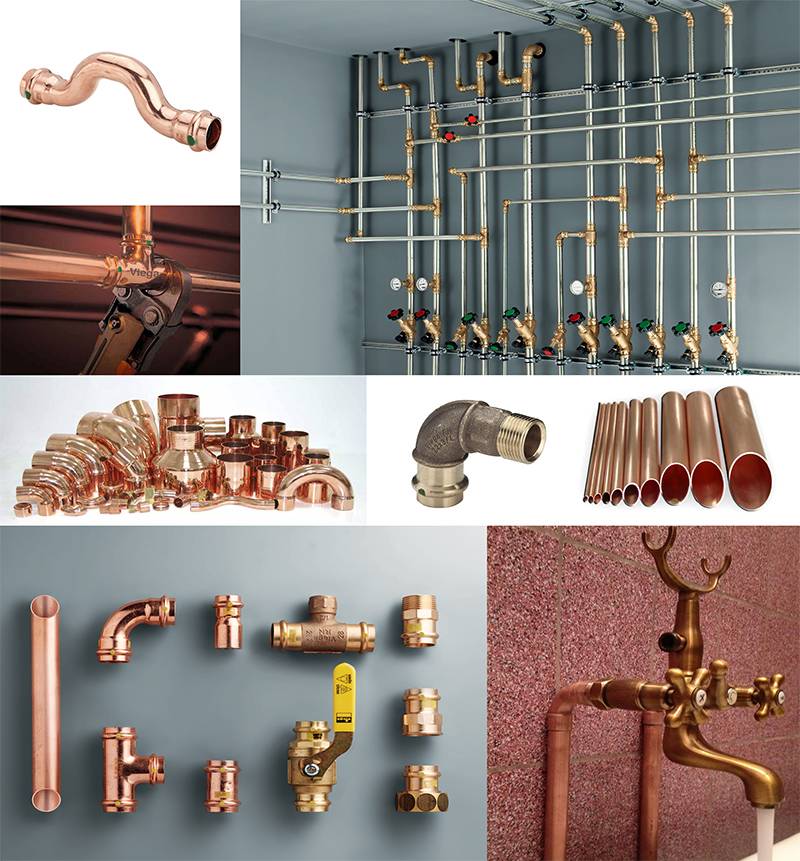
Медные фитинги: когда и для чего их использовать
Фитинги используют в системах отопления и водоснабжения, когда необходимо выполнить поворот или разветвление трубопровода. Фитинги из меди имеют невысокую цену и отличаются повышенной прочностью. Помимо этого, металлические фитинги имеют такие преимущества:
- Высокое значение рабочей температуры;
- Универсальность: возможность использования для отопления, водоснабжения, газоснабжения;
- Устойчивость к коррозии;
- Высокое качество;
- Инертность;
- Простота монтажа;
- Возможность подключить фитинги к кранам, смесителям и различным отопительным приборам;
- Износоустойчивость;
- Бактерицидные свойства материала;

Фитинги из меди
В зависимости от назначения металлические фитинги бывают следующих видов:
- Колено на 90°, колено на 45°, что выполняют поворот системы отопления или водоснабжения на необходимый градус.
- Тройники и коллекторы, что играют роль разветвления магистральных труб отопления и водоснабжения.
- Крестовины – создают отвод по двум направлениям.
- Муфты, что объединяют два элемента трубопровода.
- Переходники – соединяют элементы с различным размером и диаметром.
- Заглушки и колпаки, что закрывают торцы труб.
- Штуцеры для соединения труб и гибких шлангов.
- Маслоподъемные петли.

Медные фитинги
В зависимости от вида трубопровода, что используется в соединении, различают два типа фитингов. Эта такие типы как:
- Прямые, что соединяют элементы с одинаковым диаметром;
- Переходные, что используются для перехода с одного диаметра на другой.
Медные фитинги изготавливают специально для капиллярной пайки. Эта технология помогает равномерно спаивать элементы, независимо от положения трубы. Соединение будет длительное время оставаться качественным и надежным.
Поскольку при соединении с другими материалами может возникнуть электрохимическая коррозия, чтобы избежать ее, фитинги снабжаются изолирующими прокладками. Соблюдения всех правил монтажа поможет избежать проблем и выполнить монтаж системы тепло- или водоснабжения быстро и легко.
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.

Ершик для зачистки фитингов изнутри
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.

Флюс и припой — необходимые расходные материалы
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.









Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать
На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.

Ручная горелка для пайки медных труб
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.

Труборез
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Медные трубы для внутренней разводки
В отличие от металлопластиковых аналогов, медные трубопроводы имеют минимальное тепловое расширение, не деформируются в течение длительного периода и не реагируют на солнечные лучи. Их можно устанавливать зимой и летом – технические характеристики меди от воздействия низких температур не меняются.
Из медных труб сооружают все виды домашних коммуникаций:
Предлагаем информацию, которая может пригодиться при выборе или монтаже трубного материала из меди.
Разновидности: изолированные и неизолированные
Мы привыкли видеть неизолированные медные трубопроводы – металлические сети красноватого оттенка, собранные с помощью фитингов из меди, бронзы или латуни, иногда – паяные или соединенные сварным муфтовым методом.

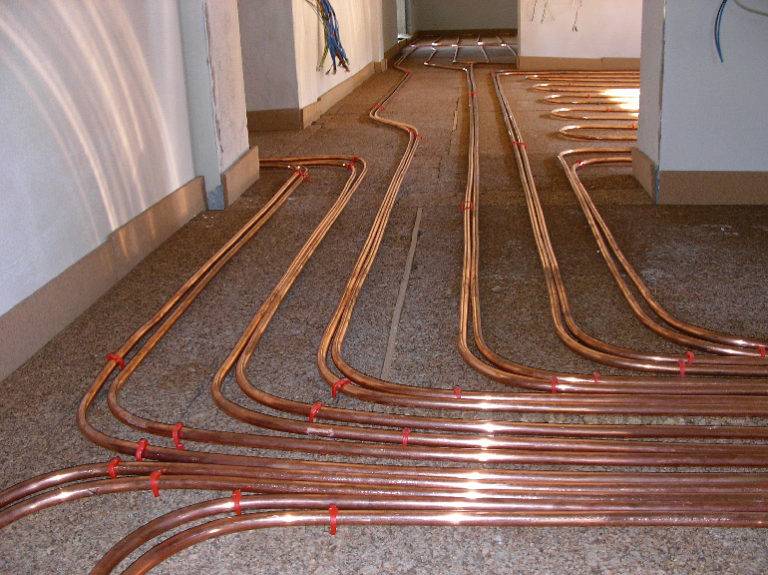
Разводка системы отопления, для сборки которой применены неизолированные медные трубы. Смена направления трубопровода выполнена с помощью угловых фитингов 90°, монтаж к стенам осуществлен стальными хомутами с уплотнителями
Отечественные и иностранные производители предлагают продукцию, отличающуюся не только размерами, формой сечения или способом изготовления, но и внешним оформлением.
Таким образом, среди медного трубопроката можно найти следующие разновидности труб:
- неизолированные для монтажа внутридомовых сетей и сборки газового и электрического оборудования;
- с ПВХ изоляцией для защиты от коррозии и механических повреждений;
- с эластичной полиэтиленовой изоляцией для систем водоснабжения;
- с изоляцией из вспененного полиуретана для сетей с максимальными теплосберегающими требованиями;
- с защитной изоляцией для теплых полов и комплексных систем.
Для соединения медных труб с изоляцией используют фитинги без изоляции, причем способы монтажа не отличаются от обычных.
Как разобраться в маркировке?
Чтобы не ошибиться при покупке труб для самостоятельного монтажа, необходимо научиться читать маркировку и цветовые пометки.
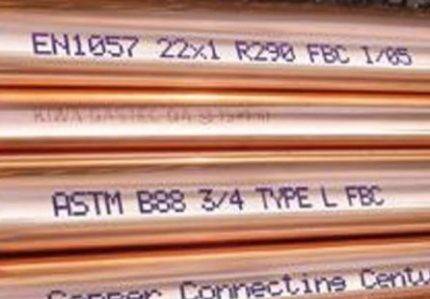
Ответственные производители наносят маркировку несмываемым составом прямо на поверхность изделия. Если обозначений нет на трубе, их можно отыскать в сопроводительной документации
Изготовление труб отечественных марок производится по ГОСТ 617-90, раздел которого так и называется – «Трубы медные».
Маркировка наносится по общей схеме, в ней указывается следующая информация:
- способ изготовления (тянутая, холоднокатаная – Д, прессованная – Г);
- сечение (круглое – КР);
- точность изготовления (нормальная – Н, повышенная – П);
- состояние (от мягкого – М до твердого промышленной прочности – Ч);
- длина (немерная – НД, кратная мерной – КД, в бухтах – БТ);
- особые условия.
К особым условиям относятся обозначения изделий увеличенной длины или высокой точности по кривизне и длине.
Образец маркировки ГКРПТ 32*3*5000 М3 расшифровывается следующим образом: прессованная твердая круглого сечения повышенной точности изготовления, с внешним сечением 32 мм, толщиной стенки 3 мм, мерной длиной 5 м, из меди марки МЗ.
Кроме маркировки ГОСТа используется система обозначений по международному стандарту NF: обязательно указывается страна, производитель, номер завода, типоразмер.
Сортамент и условия выбора
Мягкие медные трубы небольшого сечения реализуют бухтами по 25 м и 50 м, а изделия крупного диаметра – отрезками мерной длины, чаще всего по 3-5 м. В бухты сворачивают так называемые «мягкие» виды, широко применяемые для обогревания пола.









В монтаже трубопроводов из меди используются три разновидности, различающиеся по степени твердости:
Тонкий шнур легко перегибается и не требует установки фитингов или других элементов, обеспечивающих монтаж поворотов трубопровода жесткого типа.

Как и все виды труб, медные изделия отличаются толщиной стенки. Стандартные размеры ограничены рамками от 1 мм до 3 мм. Оптимальные стандарты для отопительных систем – от 1,5 мм до 2 мм
Для определения параметров или характеристик трубного материала различного сечения используют таблицы.
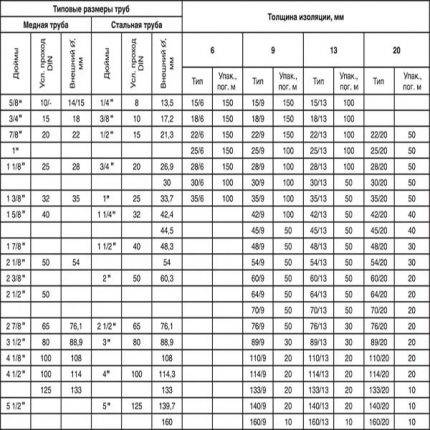 Таблица типоразмеров медных и стальных труб с указанием толщины изоляции по размеру. Для обозначения диаметра используются дюймы и миллиметры
Таблица типоразмеров медных и стальных труб с указанием толщины изоляции по размеру. Для обозначения диаметра используются дюймы и миллиметры
Некоторые виды труб пользуются повышенным спросом. Например, для водопровода применяют изделия от 12 мм до 22 мм в диаметре, а для сливных систем – от 32 мм и выше.
Кроме внешнего сечения принято указывать и толщину стенки или внутренний диаметр (предположим, 12/2 или 12/14 – это труба с внешним диаметром 14 мм, внутренним –12 мм и толщиной стенки 2 мм).
Пайка пластиковых труб для отопления

схема пайки
Самым ответственным этапом технологического процесса устройства системы обогрева считается сварка труб.
Пайка осуществляется в такой последовательности:
- Нарезка частей трубопровода необходимой длины.
- Подготовка поверхностей.
- Нагрев и стыкование труб.
- Соблюдение неподвижного состояния.
Прежде всего, следует сваривать крупные отрезки, которые позднее будут размещены в установленном месте.
Соединительные элементы помещают в насадку утюга. При этом, часть, которая будет помещаться в другую, прогревают с внешней стороны (на нее надевают насадку стороной, предназначенной для внешнего прогрева). В другой фрагмент, для нагрева с внутренней стороны, насадку помещают стороной – «колпачок».
Следует обратить внимание, что надевать детали на насадку и стыковать их между собой необходимо до упора.
На протяжении 7-10 минут, детали остывают в полной неподвижности, вследствие чего обеспечивается надежное соединение.
Глубина пайки определяется согласно диаметру труб:
- при 16-25 мм – глубина составляет 13-15 мм;
- 32-50 мм – 16-20 мм;
- 63-110 мм – 24-32 мм;
Продолжительность нагрева устанавливается также соответственно диаметру изделия:
- 16-20 мм – 5 секунд;
- 25 мм – 7 секунд;
- 32 мм – 8 секунд;
- 40 мм – 12 секунд;
- 50 мм – 18 секунд;
- 63 мм – 24 секунды;
Конструктивные особенности системы
При обустройстве греющей системы в многоквартирных домах в обязательном порядке должны быть соблюдены требования СНиП и ГОСТ, в которых указываются оптимальные технические характеристики и срок службы оборудования.
Для комфортного микроклимата очень важно правильно выбрать систему отопления. В зависимости от количества теплопроводов выделяют однотрубную, двухтрубную, трехтрубную и четырехтрубную систему
Однотрубная система позволяет значительно сэкономить материал и легко производить монтаж. При этом отопительные батареи присоединяются последовательно, в системе образуется избыточное давление и вертикальный розлив.








Двухтрубная система распространена довольно широко благодаря таким преимуществам, как простота работы. Она используется при организации и центрального, и автономного теплоснабжения.
Трехтрубная система считается наиболее оптимальной, включает в себя экран с источником тепла, насос циркуляционного типа, нагревательное устройство.
Четырехтрубную систему применяют только в многоэтажных отелях и жилых помещениях.
Теплопроводы при организации теплоснабжения располагают под ламинатом и в стене.
Соединение медных труб с помощью капиллярной пайки.
Одним из самых распространенных способов соединения медных труб является капиллярная пайка. Для ее проведения применяются особые фитинги, помогающие припою распределиться в месте получения шва предельно равномерно независимо от того, в каком положении находится сама труба. Большое значение при этом имеет правильный выбор диаметра фитинга – он должен быть больше диаметра трубы на 0,1-0,15 мм.
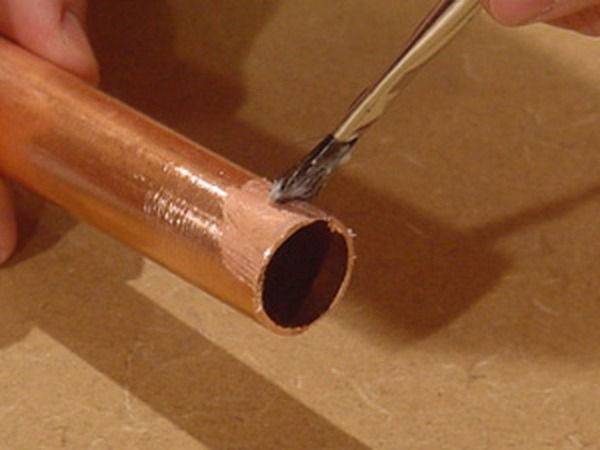
Для выполнения капиллярной пайки на конец трубы потребуется нанести флюс. Это специальный состав, который, расплавляясь, растворяет имеющуюся на трубе пленку оксида. Кроме того, он прекрасно защищает медь от окисления, которое неизбежно возникает при ее нагревании.
Обратите внимание! Флюс – это состав с высокой химической активностью, а это значит, что он может взаимодействовать с металлом, на который наносится. Поэтому при его применении следует быть внимательным и не использовать флюса больше, чем требуется. Лучше всего воспользоваться кисточкой, нанося флюс исключительно на ту часть трубы, которая будет помещаться внутрь фитинга
Причем делать это надо непосредственно перед началом пайки. После этого сразу же вставьте конец трубы в фитинг до упора, поворачивая его вокруг оси трубы – это требуется для того, чтобы флюс «лег» максимально равномерно. Если при этом какая-то часть флюса окажется на внешней поверхности трубы, его надо немедленно удалить
Лучше всего воспользоваться кисточкой, нанося флюс исключительно на ту часть трубы, которая будет помещаться внутрь фитинга. Причем делать это надо непосредственно перед началом пайки. После этого сразу же вставьте конец трубы в фитинг до упора, поворачивая его вокруг оси трубы – это требуется для того, чтобы флюс «лег» максимально равномерно. Если при этом какая-то часть флюса окажется на внешней поверхности трубы, его надо немедленно удалить.
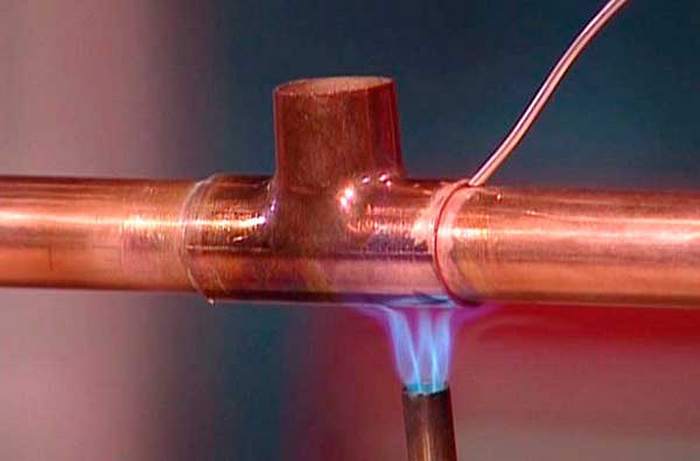
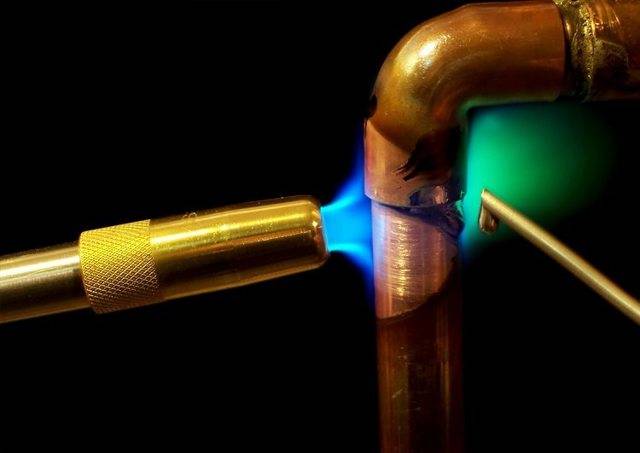
После того как труба будет вставлена в фитинг, место соединения необходимо нагреть. Нагрев должен быть равномерным по всей окружности соединения. Для этого можно применять открытое пламя – например, газовую горелку с двумя соплами. Нередко применяется и более безопасный способ – промышленный фен. Определить степень прогрева можно при помощи флюса или используемого припоя. В том случае, если применяется флюс, в состав которого входит олово, о достижении нужной для пайки температуры будут свидетельствовать появившиеся в месте соединения серебристые капли. Если же используется другой тип флюса, то понять, нагрелось ли соединение до необходимой температуры, можно, приложив к нему край припоя. Если припой сразу начинает плавиться, значит, его уже можно вводить в зазор между трубой и фитингом. При этом вести пруток припоя можно как справа налево, так и слева направо – он в любом случае заполнит зазор и надежно соединит детали между собой.
Количество необходимого припоя определяется очень просто – по диаметру трубы. Для этого еще перед началом пайки можно обернуть трубу проволокой, которая будет выполнять роль припоя, и отрезать от нее кусок требуемой длины.
Обратите внимание! В продаже имеются фитинги для капиллярной пайки, внутри которых уже имеется припой в нужном количестве. Работа с такими фитингами сводится к нагреву места соединения до температуры, когда припой станет плавиться. Добавлять дополнительный припой в этом случае не требуется
Добавлять дополнительный припой в этом случае не требуется.
После выполнения пайки соединение должно остыть в естественных условиях. Во это время оно не должно подвергаться никаким механическим воздействиям. Только после полного застывания припоя можно продолжать процесс монтажа трубопровода.









Подобным образом выполняются и другие соединения в процессе установки системы водоснабжения или теплоснабжения дома. После того как вся система будет смонтирована, ее обязательно необходимо промыть горячей водой – это поможет удалить изнутри труб остатки флюса. Если этого не сделать, то оставшийся на поверхности меди состав может привести к коррозии медных элементов. С наружной части трубопровода также следует осмотреть все места соединений и при наличии на них оставшегося флюса или припоя почистить их с помощью влажной тряпки.