Труборасширитель для монтажа медных труб
Труборасширитель используется для увеличения диаметра труб перед пайкой, в том случае, когда не применяются фитинги. Труборасширитель необходим для того, чтобы создать зазор между двумя соединяемыми элементами, который впоследствии будет заполнен припоем. Как правило, расширитель создает зазор, что равен 0,04 – 0,2 мм, именно столько необходимо для равномерного распределения припоя по всему диаметру трубопровода.
Труборасширетель выполняет такие важные функции:
- Ликвидирует затраты на фитинги;
- Уменьшает потребность в использовании припоя;
- Снижает количество соединений;
- Увеличивает надежность и герметичность системы.
Труборасширитель необходимо подбирать под диаметр трубы, однако чаще всего данный инструмент является универсальным и включает несколько сменных насадок.

Труборасширитель для медных труб
Иногда, чтобы заменить расширитель, может применяться вальцовка с комплектом труборасширительных насадок. Эффект расширения в данном случае обеспечивается движениями специального рычага.
В зависимости от способа выполнения расширения, труборасширитель бывает нескольких видов. Выделяют такие разновидности:
- Расширитель гидравлический;
- Расширитель ударный;
- Набор, в который входит труборасширитель и вальцовка.
Ударный расширитель является универсальным решением и подходит для труб различных диаметров. Такой инструмент имеет доступную цену и помогает успешно справиться с задачей даже там, где другой расширитель не эффективен. Однако есть и недостаток – насадку достаточно сложно снимать с трубы после расширения.
Устройство и принцип работы
Способы соединения медных труб
На практике применяют один из двух способов сборки медных трубопроводов – посредством пайки или механического обжима.
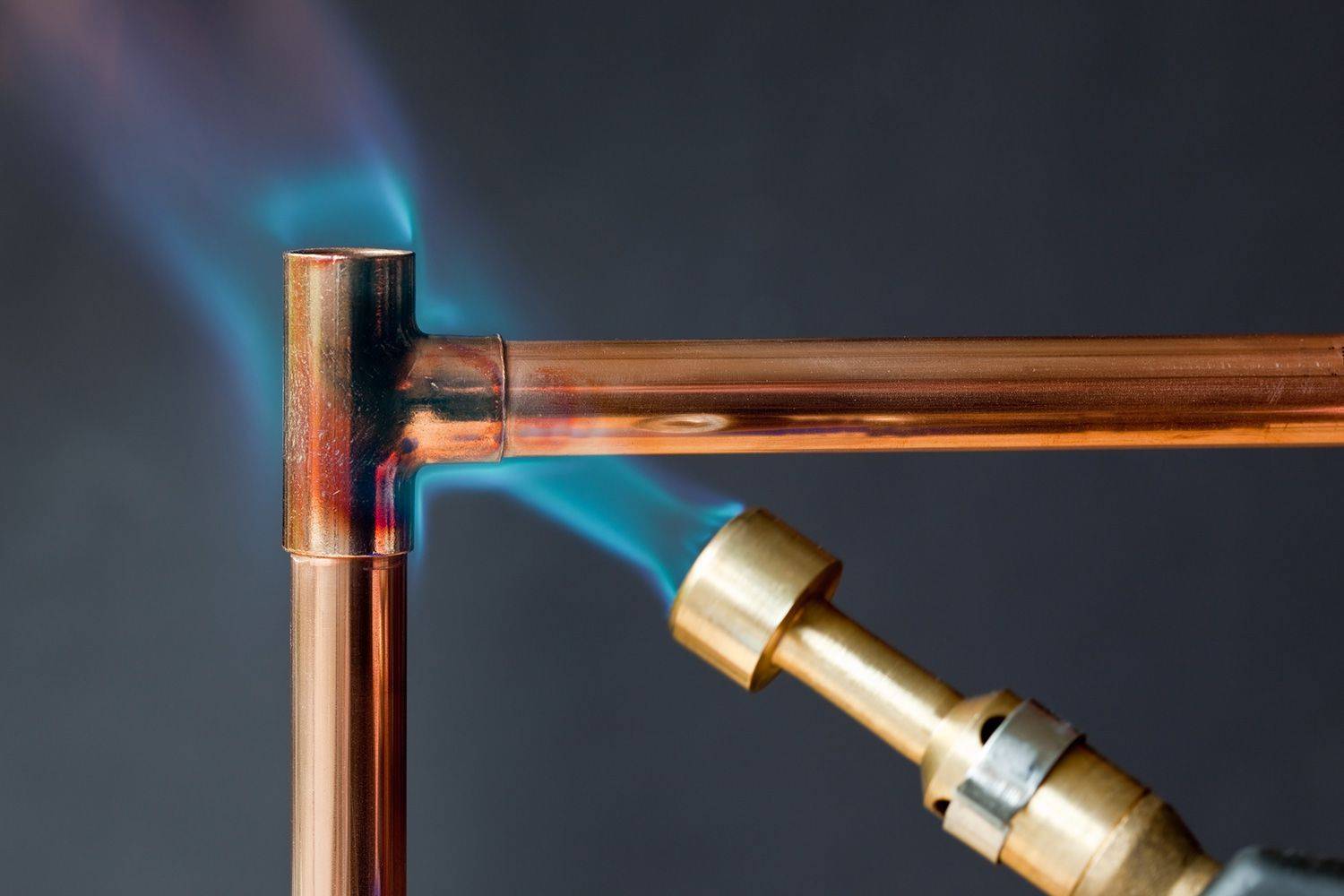
Секреты пайки газовой горелкой
Выбирая способ пайки для монтажа системы, необходимо учесть следующее: все соединения, выполненные таким образом, являются неразъёмными. Пайка обеспечивает высокий процент гарантии плотности, но накладывает некоторые ограничения на техническое обслуживание. Зачастую невозможно модернизировать систему без дополнительных сложностей.
Так, в случае необходимости изменения какой-то части водопровода (системы отопления), например, по причине внедрения нового оборудования, могут возникнуть сложности. Придётся вновь применять газовую горелку и технику пайки лишь для того, чтобы получить возможность внедрить в систему муфту, тройник или иную деталь.
Поэтому паяные соединения используются в проектах скрытого водопровода, замурованного в стенах или под полами.
Процесс пайки неразрывно связан с работой газовой горелки (открытый огонь и продукты горения). Поэтому не всегда такая методика подходит для монтажа, особенно в помещениях, где ранее была выполнена чистовая отделка.
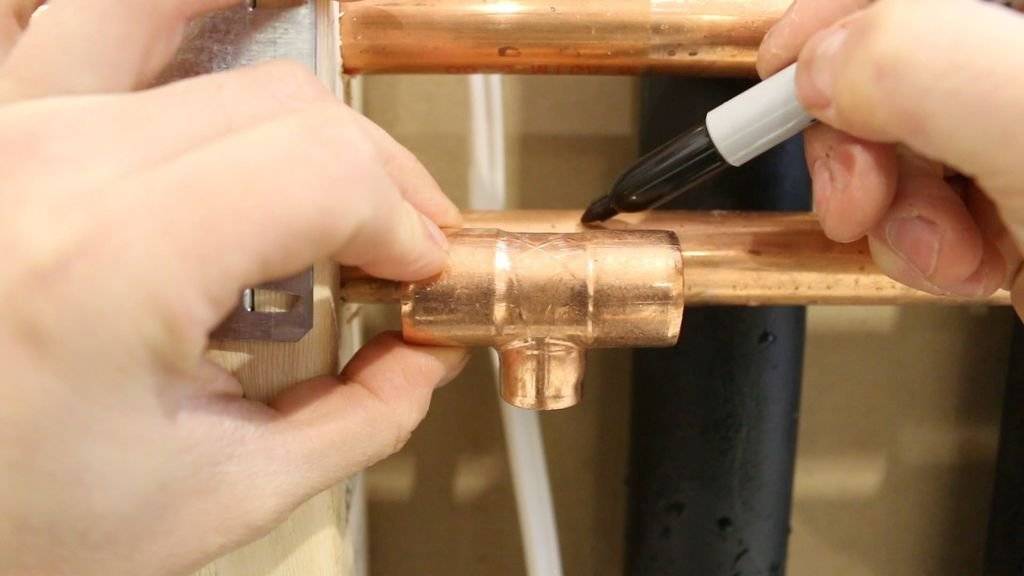
Пошаговый процесс монтажа пайкой:
- Две трубы отрезаются по размеру. Торцевая область зачищается от заусенцев.
- Концевая часть одной из труб расширяется калибратором – делается раструб.
- Металлической щеткой и наждачной бумагой зачищают места пайки до блеска.
- Зачищенные поверхности обрабатываются раствором флюса.
- Обработанные части вставляются одна в другую.
- Место соединения нагревают горелкой до температуры плавления припоя (350-500ºС).
- Концом прутка припоя касаются нижней кромки раструба.
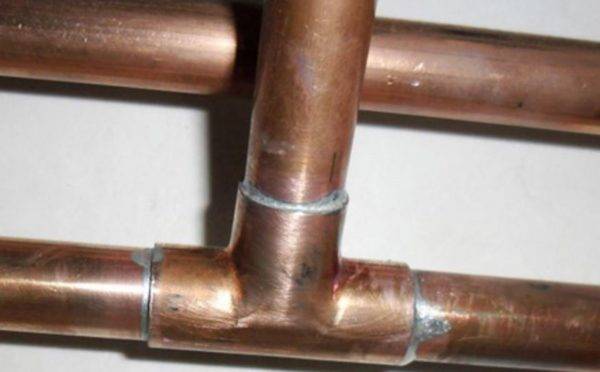
Под воздействием высокой температуры припой расплавляется и устремляется в область зазора между стенками патрубка и раструба за счёт капиллярного эффекта, создаваемого испарениями флюса. Так получается аккуратное и качественное паяное соединение. Это лишь один из примеров пайки соединения «труба-в-трубе».
Таким же образом осуществляется пайка с фитингами и прочими элементами.
Пошаговый инструктаж пайки медных труб, а также технические нюансы проведения работ приведены в этой статье.
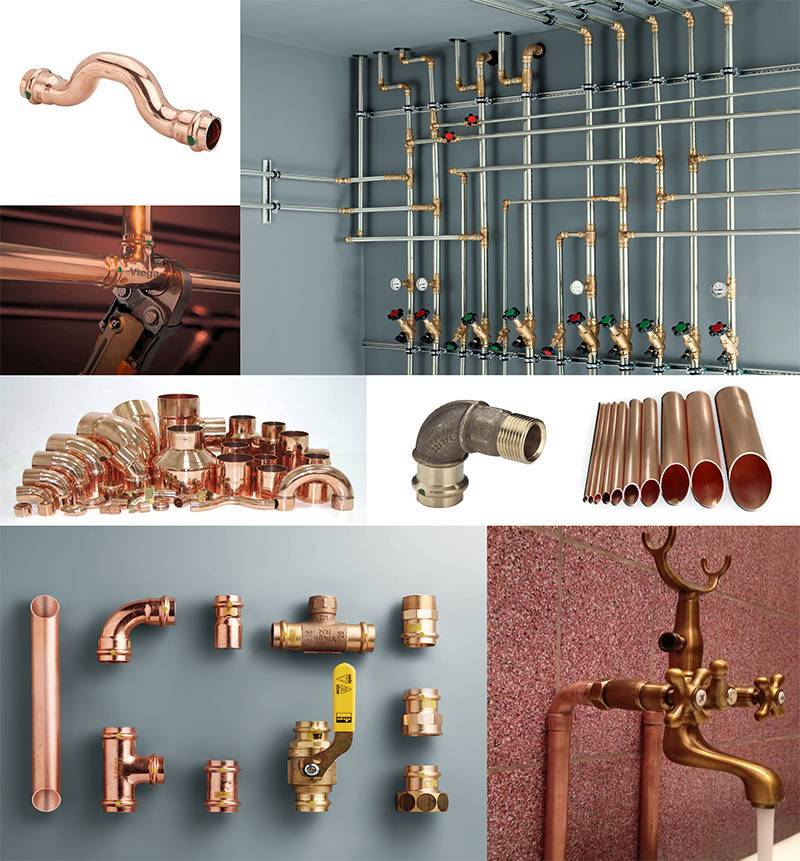
Соединение обжимными фитингами
Куда проще и легче заниматься монтажом медных труб своими руками, если при этом пользоваться другой широко распространенной технологией – механическим обжимом. Для создания соединения медных труб в этом случае используются специальные фитинги.
Примерно такие же элементы применяются в работе с полипропиленовыми трубами. Но для меди делают немного другую конструкцию обжимного кольца – цельную, без разреза.
Обжимные фитинги изготавливаются из латуни. Если судить по степени пластичности материалов, эти значения для меди и латуни практически одинаковы
Важной особенностью парной связки латунь-медь является почти полное отсутствие гальванической связи между материалами
Этим фактором гарантируется чистота соединения в процессе эксплуатации – отсутствие окислов, коррозии и т.п.









Совсем иначе обстоит дело с алюминием. Этот металл, в отличие от латуни, гальванически связывается с медью. При условиях, когда водопроводная вода насыщена солями, то есть является активным электролитом, образуется благоприятная среда возникновения электрохимической реакции.
Под воздействием такой реакции алюминий разрушается. Поэтому прямая связь медных труб и алюминиевых батарей отопления (или других приборов из алюминия) нежелательна. Следует использовать, например, стальные переходы.
Монтаж фитинга обжимом:
- Концевая область трубы зачищается от заусенцев.
- На конец трубы надевается гайка, обжимное кольцо, фитинг.
- Гаечным ключом под нужный размер фитинг удерживается в одном положении.
- Вторым гаечным ключом гайка наворачивается на резьбу фитинга.
Плотность соединения достигается за счёт равномерного прижима обжимного кольца по диаметру медной трубы. Не рекомендуется применять крайнюю силу в процессе затяжки гайки. От места начального упора достаточно протянуть гайку на 1-2 оборота.
Преимущества применения пресс-соединителей – их можно при необходимости разобрать и собрать вновь. Но вместе с тем, на качество уплотнения таких соединений оказывают влияние изменения температуры внешней и внутренней среды.
Нередко по причине температурных перепадов обжимные соединения дают течь. Устраняется такой дефект просто и быстро – подтяжкой накидной гайки.
Однако для скрытого монтажа водопровода методика обжимных цанговых соединений медных труб явно не подойдёт.
Канализационные пластиковые трубы диаметры, цены
Каждому хозяину хочется, чтобы в его хозяйстве все работало, ничего не ломалось, было легким в обслуживании и монтаже. И канализация — не исключение. Надо чтобы она как можно меньше требовала внимания — очень неудобно, если она забивается, но не менее неприятно ее чистить
Если вы хотите иметь безотказную систему отведения стоков, обратите внимание на пластиковые трубы для канализации. Они постепенно вытесняют чугунные, а все потому, что стоят меньше, монтируются проще, имеют большой ассортимент — разные диаметры и длины, на их гладких стенках почти не образуются отложения, да еще и срок эксплуатации — порядка 50 лет. Весь этот букет свойств и определяет их популярность
Весь этот букет свойств и определяет их популярность.
Пластиковые канализационные трубы делают из различных полимеров и их композиций
Виды пластиковых канализационных труб
Под общим названием «пластик» продаются изделия из разных видов полимеров:
- полиэтилен (ПЭ): высокого давления (ПВД) — для внутренней разводки канализации,
- низкого давления (ПНД) — возможна прокладка снаружи, в траншеи (имеют большую прочность),
поливинилхлорид (ПВХ),
полипропилен (ПП)
И еще целый ряд других термопластов и их комбинаций, но они встречаются редко — люди предпочитают использовать уже известные материалы.
Материал пластиковых канализационных труб подбирается в зависимости от области применения. Например, для разводки канализации внутри дома или в квартире больше подойдет полипропилен. Он имеет более высокий диапазон рабочих температур — нормально переносит среды до 70°C, кратковременно — до 95°C. При наличии различной бытовой техники, спускающей отработанную горячую воду в канализацию, это не будет лишним. Трубы ПВХ, имеющие более низкие цены, более уместны при прокладке наружной канализации — тут обычно стоки уже смешанные, так что температуры более низкие и ПВХ может их вынести без вреда (рабочая до +40°C, кратковременное повышение до 60°C).
Пример внутридомовой разводки канализации из пластиковых труб
Также канализационные трубы бывают гладкие и гофрированные. Причем, гофрированными могут быть не только отводы от сифонов. Есть профилированные трубы для канализации с внутренней гладкой стенкой и наружной ребристой. Они имеют большую прочность — лучше переносят нагрузки на сжатие (имеют повышенную кольцевую жесткость), могут закапываться на большую глубину. Выпускаются диаметрами от 110 мм до 1200 мм.
Размеры и диаметры
Канализационные пластиковые трубы, в отличие от водопроводных и газовых, выпускаются в виде отрезков, длиной 50 см, 100 см, 200 см и т.д. — до 600 см. Максимальная длина — 12 метров, но некоторые производители по заказу могут сделать и более длинные отрезки. При прокладке длинных трасс это удобно — меньше соединений, меньше возможных мест появления проблем (протечки или засора).
Еще важные характеристики пластиковых труб — диаметр и толщина стенки. В маркировке они идут обычно рядом: стоят цифры 160 * 4,2. Что расшифровывается: наружный диаметр трубы 160 мм, толщина стенки 4,2 мм. Тут стоит помнить, что производители указывают наружный диаметр пластиковых труб, а при многих расчетах и планировании требуется знать внутренний. Его несложно высчитать: от наружного отнимаем удвоенную толщину стенки: 160 мм — 4,2 мм * 2 = 151,6 мм. В расчетах и таблицах обычно фигурирует округленный результат — в данном случае — 150 мм.
Параметры канализационных пластиковых труб
Вообще, промышленность выпускает пластиковые трубы для канализации диаметром от 25 мм. Максимальное сечение зависит от типа трубы (гладкая или гофрированная) и материала, из которого она изготовлена. Например, гладкие канализационные ПВХ трубы могут быть диаметром до 630 мм, а профилированные двухслойные — до 1200 мм. Но эти размеры для домовладельцев или обитателей квартир ни к чему. В частном домостроении используются в основном диаметры до 100-110 мм, редко — до 160 мм. Иногда, для большого коттеджа с большим количеством сантехнических приборов, может понадобиться труба 200-250 мм в диаметре.
Организация канализации на даче описана тут.
Как выбирать диаметр для подключения сантехнических приборов
По правилам надо делать расчет, полностью он прописан в СНиПом 2.04.01085. Дело это сложное, требуется много данных, так что мало кто действительно считает так как надо. Годами наработанная практика позволила вывести усредненные диаметры полиэтиленовых канализационных труб для каждого из сантехнических приборов. Можно смело пользоваться этими наработками — все расчеты обычно сводятся именно к этим размерам.









Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.

Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках
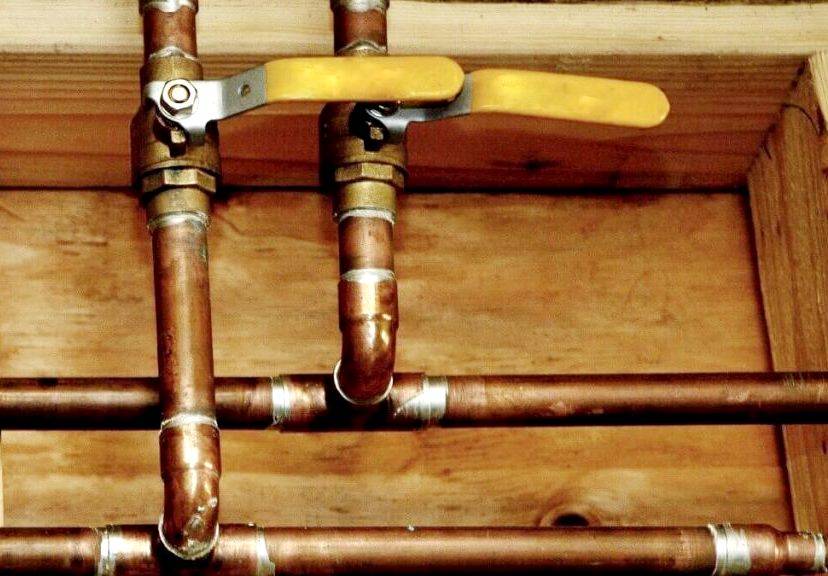
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
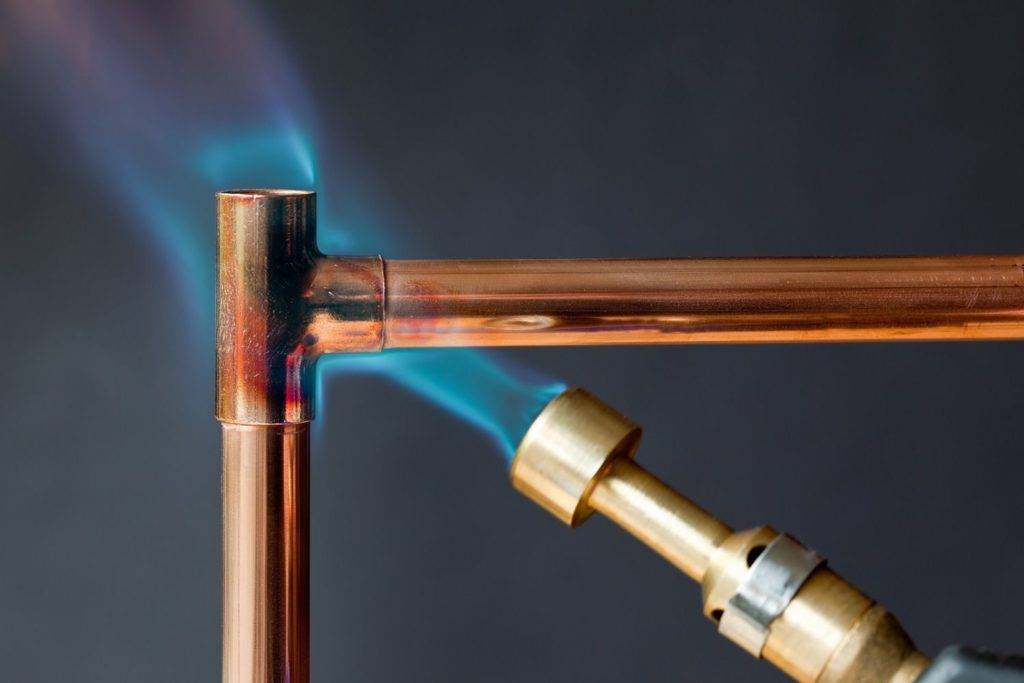
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.

Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
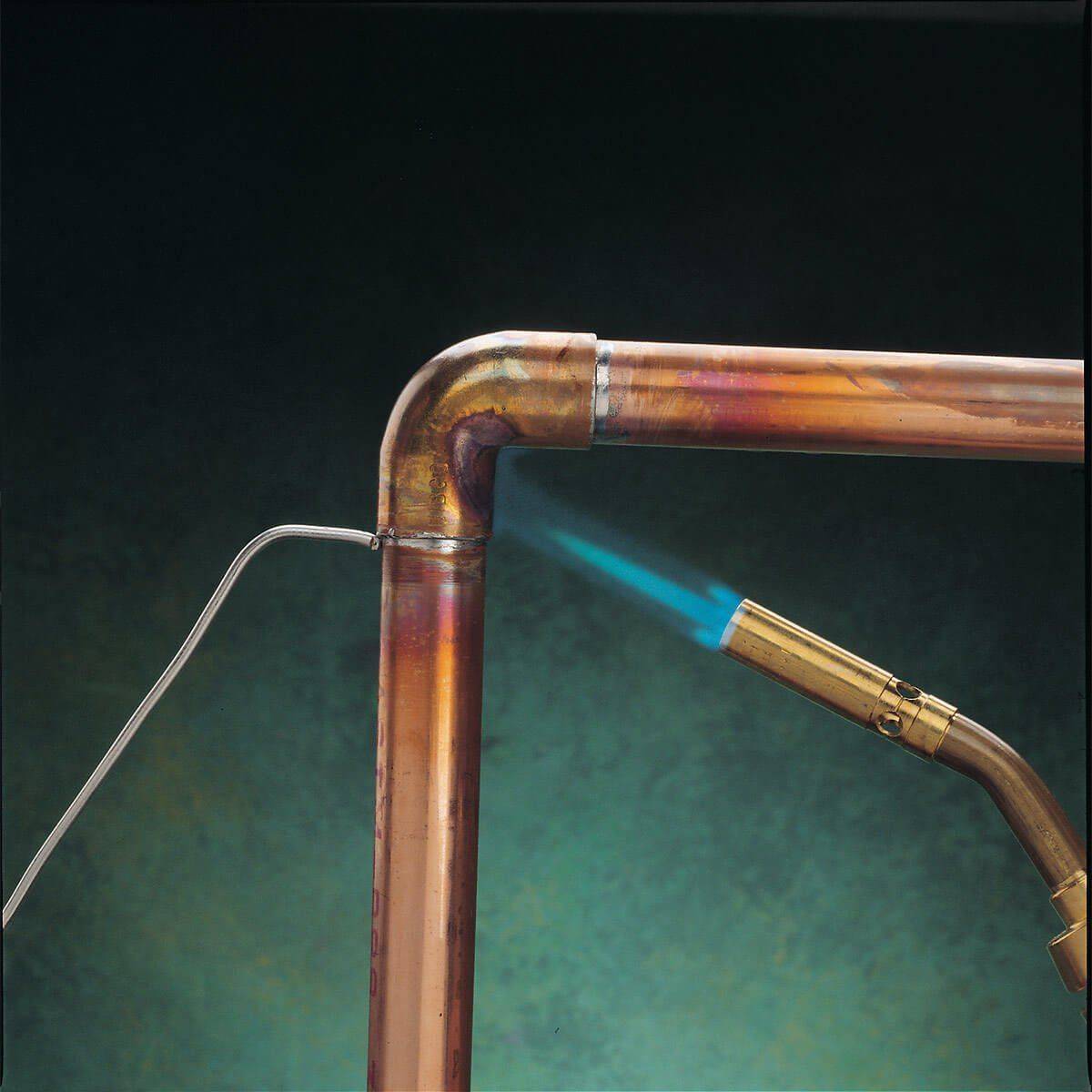
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.

Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.









Припои, флюсы, паста
Медь как материал, включая ее сплавы, доступна для пайки при низких и высоких температурах. В итоге получается качественное соединение вне зависимости от того, какого вида припой был использован: мягкий или твердый.
Низкотемпературные сплавы обеспечивают стыковку медных труб, когда не затрагивается структура металла. Однако образующееся соединение отличается швом, который обладает низкими механическими характеристиками. В то время как высокотемпературные припои – это безупречная прочность шва, что позволяет эксплуатировать соединенные с его помощью трубы при высоких температурах. Этот вид пайки приводит к отжигу меди, потому необходимо обладать соответствующим опытом, чтобы не допустить пережога металла.
Низкотемпературная пайка медных труб преимущественно находит свое применение при организации систем отопления и водоснабжения. Для этих целей используются низкотемпературные припои, не имеющие в своем составе свинца, которые гарантируют высокое качество работы. К таким металлам относятся сплавы олова с медью, сурьмой, селеном, серебром и висмутом. При этом их состав в основном формируется за счет олова, а содержание других элементов – это лишь около 5% от общей массы.
Лучшими технологическими характеристиками обладают припои, содержащие серебро, например, S-Sn97Ag3 (олово 97%, серебро 3%). Чуть хуже обстоят дела со сплавами, имеющими в своем составе медь, которые также обеспечивают высокое качество соединения. Например, таким припоем является S-Sn97Cu3 (олово 97%, медь 3%). В то же время существуют универсальные сплавы, характеризуемые как оловянно-медные, но они отличаются высокой стоимостью.
Припой S-Sn97Ag3 содержащий 97% олова и 3% серебра
Приведенные в качестве примера припои позволяют получить отличный шов, обеспечивающий возможность длительной эксплуатации того или иного трубопровода. На практике другие сплавы не находят своего применения, так как заявленные характеристики упомянутых выше составов высоки, что в сочетании с относительно невысокой стоимостью делает их недосягаемыми для ближайших конкурентов.
Припой S-Sn97Cu3 содержащий 97% олова и 3% меди
Процесс низкотемпературной пайки осуществляется с применением флюсов, в составе которых имеется хлорид цинка. Выбор того или иного химического вещества не актуален, так как практически все предлагаемые смеси этого вида полностью отвечают существующим требованиям. Например, можно выбрать канифольно-вазелиновую пасту, созданную на основе канифоли, вазелина технического назначения и хлористого цинка. Флюсы такой консистенции отличаются максимальным удобством применения.
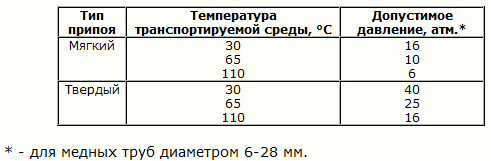
Низкотемпературные припои создают условия для образования довольно прочных соединений, поэтому их использование оправданно лишь в тех случаях, когда возникает необходимость сборки отопительных систем, температурный режим эксплуатации которых превышает 110 °C. В той же мере это относится и к организации газопроводов на основе труб из меди.
Нижеприведенная таблица содержит в себе информацию относительно допустимых значений давления в трубопроводах, создаваемых за счет использования медных цилиндрических изделий диаметром от 6 до 28 мм.
В основном высокотемпературная пайка меди производится с использованием припоя L-CuP6, содержащего в себе 94% упомянутого металла и 6% фосфора. Последнее вещество, добавленное в состав сплава, обеспечивает снижение температуры плавления меди, что, собственно, и позволяет применять данную смесь как припой. Но также немалой популярностью пользуется самофлюсующийся сплав L-Ag2P (медь 92%, фосфор 6%, серебро 2%). Специальные составы, содержащие в себе медь и фосфор, позволяют осуществлять пайку металла красно-желтого цвета без флюсов.
Медно-фосфорные припои образуют довольно хрупкие соединения, поэтому их нельзя применять в работе с чугуном, сталью, алюминиевой бронзой и цветными металлами, содержащими более 10% никеля. Если предполагается соединение посредством этих припоев изделий из меди и медных сплавов (бронзы, латуни), необходимо обязательно применять высокотемпературную смесь, обладающую химическим действием.
Вне зависимости от вида пайки желательно использовать согласованные припои и флюс, ориентированные на конкретный тип соединения и выпускаемые одним производителем.
Паста для пайки меди – это то же самое, что и флюс, только в виде загустевшей смеси, которую можно наносить на трубу как до стыковки, так и после нее. Свойства вещества аналогичны характеристикам флюсов. Паста улучшает адгезию припоя, а также препятствует проникновению воздуха в стыковочный шов.
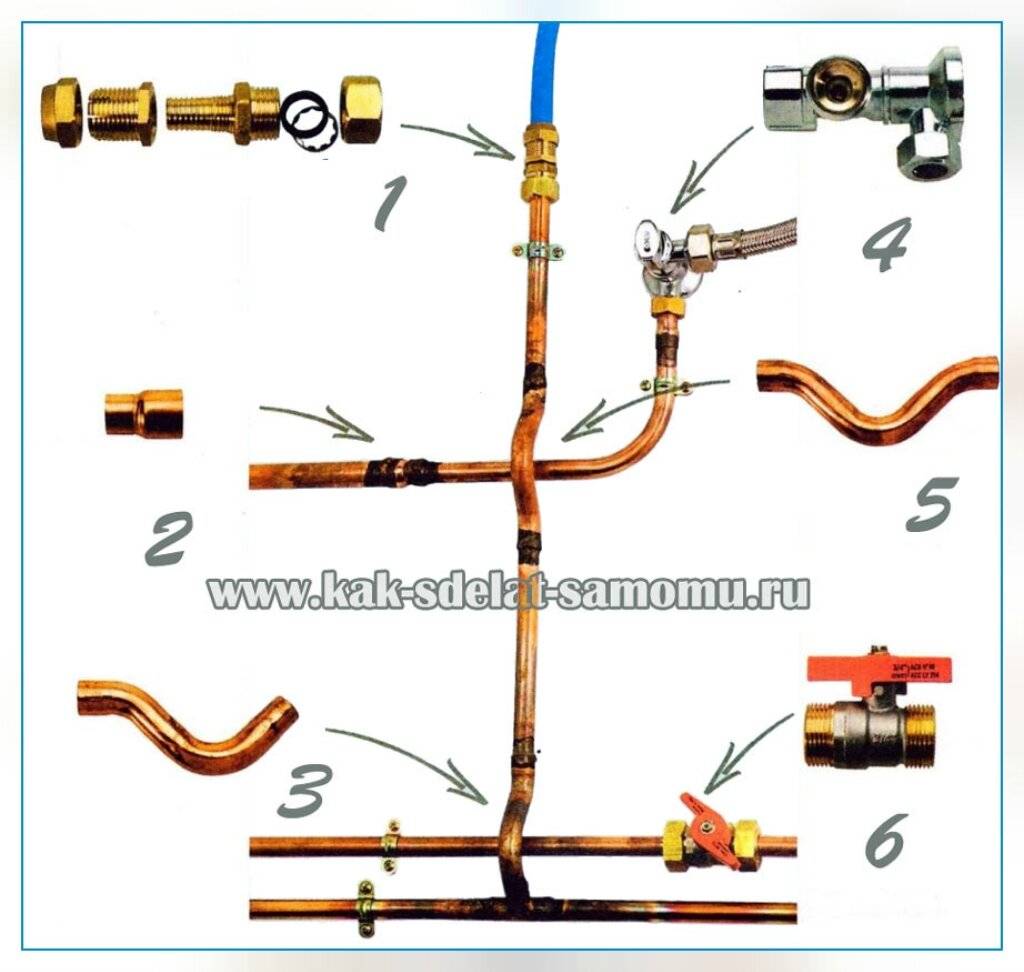
Процесс монтажа (пайки) медных труб и фитингов своими руками
Здесь как может все показаться не так все просто. Для пайки используется не паяльник, а горелка или мощный электрический фен. Также необходим будет припой в катушке, кисточка, ершик, паста для пайки, наждачная бумага, труборез и специальное приспособление, для снятия фасок на трубе.
Если это у вас все есть в наличии, а также есть время и возможность приняться за работу, то далее о том, как это делается.
Первым делом необходимо вымерить трубу, то есть отрезать ее, чтобы строительная длина и длина фитингов была в соответствии с вашей схемой монтажа. Если фитинги уже не отрежешь, то вот трубу можно. Резать ее надо с помощью трубореза, в этом случае края будут ровными и правильной формы. Можно конечно отпилить ее ножовкой по металлу, но это уже технологии прошлого. Итак, отрезаем трубу с помощью трубореза.
Далее необходимо снять фаску. Фаска обеспечит плавный заход трубы в трубу или фитинг. Фаска снимается, словно точится карандаш. Вначале наружным конусом для снятия внутренней фаски, затем внутренним конусом, для снятия наружной фаски на трубе.
Теперь очищаем поверхность трубы от окислов меди, от мелких неровностей, грязи. Берем обычную наждачную шкурку и чистим ту поверхность, которая будет заходить в трубу фитинг.
После очистки поверхности приступаем к нанесению пасты для пайки. Сразу скажем, что паста эта специальная, но обладающая заурядными свойствами. Так ее суть сводится к предотвращению окисления. К равномерному распределению температуры во время нагрева меди. К лучшему растеканию припоя, во время пайки. Пасту выдавливаем из тюбика или берем из баночки, у кого она в чем, и наносим на трубу кисточкой. Тонкий слой, не более того, вполне достаточен.
Теперь производим аналогичные действия с ответной частью, которую нам предстоит припаять, будь то фитинг или труба. Здесь зачищаем уже внутреннюю полость трубы (фитинга). Для этого хорошо подойдет жесткий ершик из металла.
Далее берем кисточку и наносим пасту, как и в первом случае. Равномерно распределяя ее внутри трубы.
Если сказать о пасте более подробно, то это не более чем обычный флюс, только не в жидком виде, а в идее пасты. Например, подойдет канифольно-жировая паста, вполне.
Теперь детали можно соединить между собой. Примечательно то, что где нанесена паста, там и будет растекаться припой. Именно по нанесенной пасте он течет лучше всего. Нагреваем трубу.








Здесь важно ее не перегреть, а то после труба станет слишком мягкой. Температура плавки припоя порядка 400 градусов, если это мягкие припои
При этом труба должна нагреться примерно до 425 градусов. Визуально это конечно трудно оценить, тем более если не иметь опыта, но труба не должна быть раскалено до красна, это факт.
Один два стыка и вы фактически уже овладели технологией. Вот в принципе и все, что надо для того чтобы паять медные трубы.
Можно применить тугоплавкие припои, с температурой плавления от 450 до 560 градусов. В этом случае место пайки должно быть горячее примерно на 30 градусов
Припой может быть как в стержнях, так и в катушке, это уже не важно
Инструменты для монтажа медных труб: трубогибы, фаскосниматели, резаки, труборезы
Для работы с медными трубами нужны специальные инструменты. Медь — металл мягкий, пластичный, изделия из него можно резать и гнуть своими руками.
Минимальный комплект инструментов и оборудования для работы с медью состоит из трубореза, трубогиба, гратоснимателя, фаскоснимателя, газовой горелки или паяльника.
Труборезы для медных труб
Первым этапом в подготовке труб к монтажу в систему кондиционирования или отопления будет резка медных труб по размерам. Причём стремиться к упрощению этой операции и резать медную трубу ручной ножовкой по металлу или болгаркой специалисты не рекомендуют.
Дело в том, что в трубу могут попасть металлические опилки, в процессе эксплуатации они будут повреждать внутренние стенки и срок службы трубопровода естественным образом уменьшится. Более того, резка трубы ножовкой неминуемо приведёт к образованию неровного шва среза. Поэтому, даже при скромном бюджете экономить на специальном инструменте не стоит, лучше арендовать труборез.
Тем более, что модельный ряд этих инструментов достаточно обширен, и ценовой диапазон позволяет выбрать именно тот, который подойдёт.

Сегодня строительный рынок предлагает несколько видов трубореза для меди:
- Ручной труборез, бюджетный и доступный. Устройство состоит из зажимного механизма с двумя роликами и рукоятки с винтом. Отрезок трубы вставляют между двумя роликами и плотно закручивают винт. Затем само устройство несколько раз проворачивают вокруг трубы для полного отрезания. Отрезной шов получается ровный и гладкий. Стружка при отрезе не образуется. Единственный недостаток этого инструмента: он требует применения физической силы.
- Более дорогой вариант – телескопический труборез. Он позволяет работать с трубами разных диаметров, потому что расстояние между роликами зажимного механизма можно регулировать.
- Электрический вариант трубореза хорош тем, что работает точно и быстро. Этот инструмент значительно дороже ручного.
- Существует ещё пневматический аналог трубореза, в основе которого крепкая пружина.

Для небольшого объёма работ достаточно ручного инструмента.
Трубогибы для медной трубы
Если нужно согнуть медную трубу, то, конечно, можно попытаться сделать это без специальных инструментов. Но когда впереди монтаж достаточно длинного трубопровода, оборудование приобретать или брать в аренду просто необходимо. Медь настолько податлива, что без навыка работы с таким металлом, его легко испортить, например, пережать.
Поэтому, всё же лучше иметь под рукой трубогиб для медных труб. Это довольно простое, не сложное в работе приспособление, которое позволяет быстро сгибать заготовки под нужным углом, качественно и без лишнего риска.

Сегодня без труда можно выбрать трубогибы из нескольких вариантов:
- Наиболее дешёвый – ручной трубогиб, состоит из гибочного шаблона и простейшего рычага. На шаблоне выставляют необходимый угол сгиба, укладывают на него медную трубу, закрепляют на ней рычаг и сгибают заготовку, надавливая на рычаг. Здесь требуется приложить некоторое физическое усилие. Максимальный радиус сгиба ручным трубогибом 180о.
- К ручным вариантам относится и пружинный механизм для сгиба медных труб. В нём находится пружина, которая не даёт деформировать трубу в процессе ручного сжатия.
- Ещё одна модель ручного трубогиба называется арбалетной, но она рассчитана на конкретный диаметр трубы. Как правило, арбалетным трубогибом пользуются специалисты.
- Пневматический трубогиб очень лёгок в использовании, но его применяют тогда, когда предстоит значительный объём работ.
Гратосниматели
После подготовки труб на срезе остаются внутренние шероховатости, а возможно даже заусеницы. Если их не убрать, качественную состыковку труб выполнить невозможно. Убрать неровности без специального инструмента не получится.
Вот здесь и нужен гратосниматель. Его стальное лезвие, вращаясь, удаляет все неровности (граты) внутри трубы. В комплекте с гратоснимателем для медных труб продаются дополнительные лезвия, поэтому прослужить такой инструмент может очень долго.
Фаскосниматель
Ещё одно необходимое приспособление для подготовки медных труб к состыковке и пайке называется «фаскосниматель». С его помощью снимают с трубы и внешние, и внутренние фаски. Фаскосниматель изготавливаются под определённый размер труб, поэтому приобретая его, нужно знать с трубой какого диаметра придётся работать.

Оба устройства просты в использовании. Для работы с ними не нужны никакие навыки, а работать с ними могут даже непрофессионалы.
Как изготовить инструмент
Проще всего изготовить своими руками инструмент со сменными коническими шаблонами, каждый из которых будет рассчитан на определённые параметры процесса. Чертежи всегда можно найти в интернете.







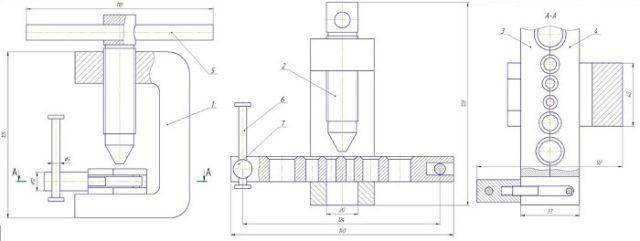 Пример чертежей самодельного инструмента
Пример чертежей самодельного инструмента
Самодельная оснастка будет состоять из:
- Винтового рычага с рукояткой;
- Стального корпуса с внутренней резьбой;
- Сменных пуансонов;
- Зажимных полуматриц с последовательно расположенными отверстиями разного диаметра.
- Стягивающего зажима.
Винтовой рычаг можно изготовить из приспособления, используемого при обжиме электрических кабелей большой мощности
Важно, чтобы ход приспособления соответствовал параметрам развальцовки
В качестве корпуса можно использовать станину лабораторного микроскопа или ручного твердомера типа ТШ. Диаметры резьбы в винте и гайке должны совпадать, а резьба – быть трапецеидальной или упорной.
В торце винтового зажима выполняют отверстие под коническую насадку, которую следует изготавливать из инструментальной стали, после чего закалить и прошлифовать. Для изготовления полуматриц используют два прямоугольных прутка, которые прочно скрепляют вместе, и по линии касания изготавливают несколько сменных отверстий под медные трубки разных диаметров. Готовое приспособление монтируют на верстаке
Внимание: зажим полуматриц может быть эксцентричным или рычажным.
Маркировка и стоимость
Медные изделия круглого сечения для отопления и водопровода со стенками толщиной от 0,8 до 10 мм изготавливаются в соответствии с ГОСТ 617-90. В последующие годы документ неоднократно дорабатывался, поэтому в маркировке может быть указано другое цифровое значение. В зависимости от чистоты меди ее марки по ГОСТ 859-2001 помечаются как М1, M1р, М2, M2р, М3, M3р. Состав материала незначительно влияет на основные характеристики труб, поэтому им разрешено пренебречь.
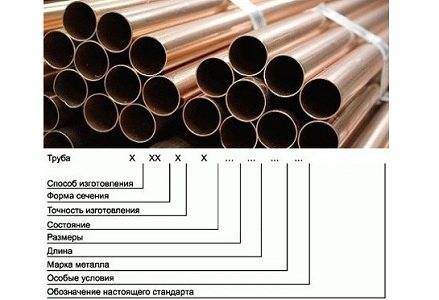
Из стандартной маркировки можно узнать:
- Способ изготовления. На тянутых указывается «Д», а сварные обозначаются «С».
- Форму поперечного среза. У рассматриваемых труб она круглая, поэтому ставится «КР».
- Точность изготовления. Нормальную по толщине стенок и размеру диаметра обозначают «Н», а повышенную – «П». При нормальной точности толщины стенок и повышенной диаметра указывается «И», а если наоборот, то «К».
- Длину. «НД» – немерная труба, «МД» – мерная, «КД» – индекс кратной мерности, «БТ» – бухты.
- Об особых условиях. Улучшенные характеристики обозначаются буквой П. Повышенная пластичность – это «ПП», прочность – «ПТ», точность – «ПС», точность среза – «ПУ».
Остальные особенности изготовления существенного значения не имеют
Например, на повышенную точность по кривизне «К» обращают внимание, если хотят смонтировать трубопровод с идеальным внешним видом и готовы переплатить. Стандартная маркировка выглядит так: ДКРНМ 30×2,0×2050 М1 ГОСТ 21646-2003
Это значит:
- труба изготовлена из меди марки М1;
- тянутая;
- круглой формы;
- точность изготовления – нормальная;
- мягкая;
- внешний диаметр 30 мм;
- толщина стенки 2 мм;
- длина 2050 мм;
- по ГОСТ 21646- 2003.
По европейским стандартам DIN 1412 на медные трубы для монтажа систем водоснабжения и отопления наносится маркировка EN-1057. Она означает, что в их состав добавлен фосфор, повышающий стойкость к окислению. EN-1057 – это номер стандарта, по которому изготовлена труба.
В среднем цены на медные изделия со стенками толщиной 1 мм для монтажа отопления в квартире или частном доме в зависимости от величины внутреннего сечения составляют:
| Диаметр, мм | 6 | 8 | 10 | 12 | 15 | 18 | 22 | 28 | 35 |
| Цена за 1 метр, руб. | 110 | 145 | 180 | 210 | 220 | 235 | 295 | 380 | 600 |
Трубы со стенками толщиной 1,5 мм стоят в полтора раза больше. Цены указаны на продукцию российских производителей. Зарубежные аналоги обойдутся дороже в связи с транспортными и таможенными расходами.