Выбор монтажа: разъемный vs неразъемный
Чтобы соединить медные трубы в единую трубопроводную систему, можно воспользоваться несколькими способами их сочленения. Разные сантехники применяют обжимные и пресс фитинги, сварку либо пайку. Но прежде чем самому начинать работы, нужно определиться – неразъемным быть трубопроводу или разъемным.
Существует три монтажных технологии соединения труб из меди:
- электрическая сварка;
- пайка с помощью горелки или электропаяльника;
- прессование.
Все эти технологии могут быть применены при формировании как разъемной, так и неразъемной системы. Здесь больше вопрос использования разнообразных фитингов и переходников либо отказ от них.

Если конструкцию нельзя разобрать без разрушения отдельных ее частей, то она считается неразъемной – выходит она дешевле, но ремонтировать ее сложнее
Если трубопроводная система нужна разъемная, а также более простая в плане ремонта и добавления новых элементов, то соединения необходимо делать разъемными.
Для этого используют фитинги:
- компрессионные;
- резьбовые;
- самофиксирующиеся.
Разъемные соединения проще выполнить самостоятельно, можно обойтись даже без пайки. Они не требуют от мастера излишне высокой квалификации.
Однако подобные узлы нуждаются в постоянном осмотре и подтягивании гаек, чтобы исключить протечки. Перепады давления и температуры в системе ведут к ослаблению креплений. И время от времени их рекомендуется подтягивать.
Если доступ к медным трубам планируется закрыть наглухо отделкой или бетонной стяжкой, то соединять их лучше всего в неразъемную конструкцию пайкой либо сваркой. Такая система более надежна, долговечна и устойчива к порывам.
На изделия из меди запрещается наносить резьбу. Этот металл слишком мягок по своей структуре. При устройстве разъемного трубопровода все резьбовые подсоединения должны делаться посредством фитингов. Последние соединять с медной трубой можно прессованием либо пайкой.
Перед выполнением соединений медные трубы подготавливают особым образом:
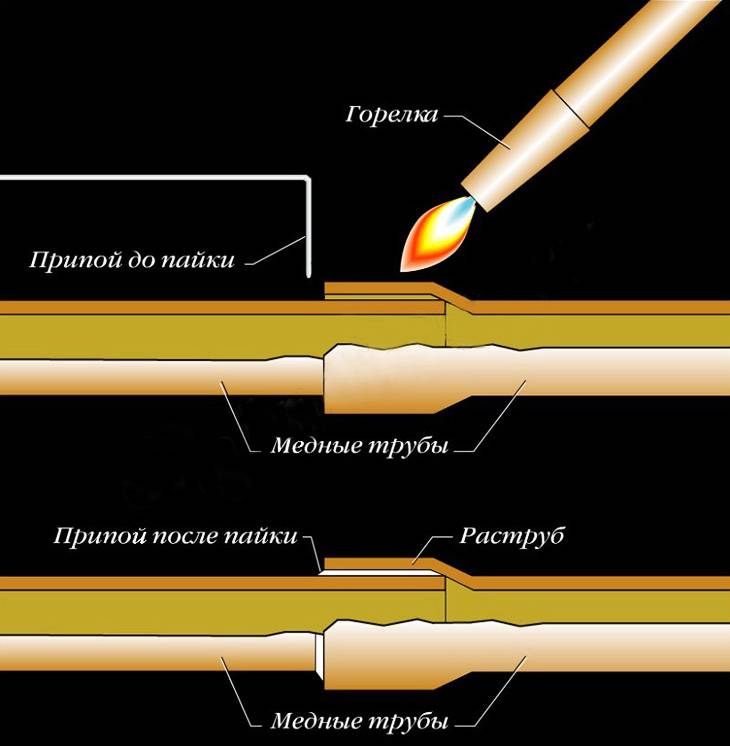
Технология пайки медных труб
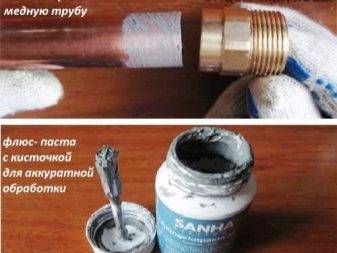
Для начала с помощью трубореза отрежьте трубы необходимой длины. После резки на краях трубы могут быть заусенцы, удалите их с помощью инструмента для снятия фасок с металла. Далее зачищает внутреннюю поверхность трубы с помощью специальной длинной щетки. Обезжириваем металл с помощью ацетона или любого другого растворителя. Затем расширите трубу с помощью специального инструмента. Так вы можете соединить две трубы вместе.
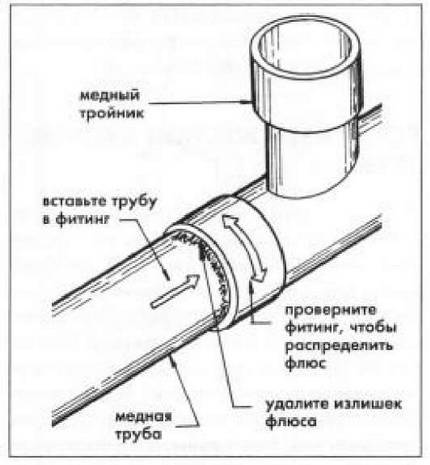
Заранее проверьте, чтобы трубы входили друг в друга, но не свободно, а с некоторым усилием. Обязательно оставьте небольшой зазор. Затем наносим флюс на поверхность металла (только в том месте, где труба входит в другую трубу. Чтобы нанести флюс возьмите кисть и равномерно распределите вещество по поверхности металла. Не используйте слишком много флюса, у вас не должно оставаться его излишков на детали.

Если вы используете фитинги для пайки медных труб, то уже можете просто соединить трубы между собой. Вращайте их до упора. Они должны крепко соединиться между собой, а флюс должен равномерно распределиться.
Если нам предстоит мягкая пайка, то включите горелку и подождите, пока она разгорится. Затем поднесите пламя к стыку труб. Двигайте горелку вправо-влево, равномерно разогревая деталь. Затем берем припой и по чуть-чуть прислоняем его к нашему зазору, чтобы припой расплавился.
Как только припой начнет плавиться отводите горелку от трубы, пусть расплавленный металл полностью заполнит зазор. Не нужно припой специально разогревать, он должен плавиться за счет температуры детали. После того, как зазор будет полностью заполнен припоем, полученной конструкции нужно дать остыть. Желательно просто оставить детали на некоторое время и не использовать дополнительных средств охлаждения.
Для соединения труб методом твердой пайки мы так же используем горелку. Нагревайте трубы быстро, но при этом равномерно. Самое главное — избежать перегрева. Так что учитесь работать быстро. Пламя горелки должно быть не слишком интенсивным, просто выше среднего.

Горелку так же плавно перемещаем вправо-влево, но с чуть большей скоростью. Желательно иметь при себе дистанционный термометр, чтобы отследить, что труба нагрелась до 700 градусов. Но если такого прибора нет, то ориентируйтесь на цвет детали, он должен измениться на бордовый. Как только заметите, сразу подавайте в зазор припой. Он мгновенно начнет плавиться из-за высокой температуры детали. Предварительно можете сам припой разогреть горелкой, чтобы потом ускорить процесс.
Идеальный вариант в обоих случаях — это быстрое и равномерное распределение припоя в зазоре. Конечно, с первого раза это вряд ли получится у новичка, но с опытом вы сможете выполнять работу быстро и качественно. После твердой пайки деталь так же нужно оставить остывать, и желательно не прикасаться к ней, чтобы не получить ожог. Затем очистите остатки флюса, если он есть на поверхности металла.
Как правильно выбрать припой?
Этапы процесса
Рассмотрим процесс поэтапно для разных вариантов соединений.
Соединение при низкотемпературной пайке
Специалисты утверждают, что для такой работы нужно приобретать легкоплавкий припой и низкотемпературный флюс. Газовую горелку можно заправить смесью, в состав которой входят пропан, воздух или бутан.
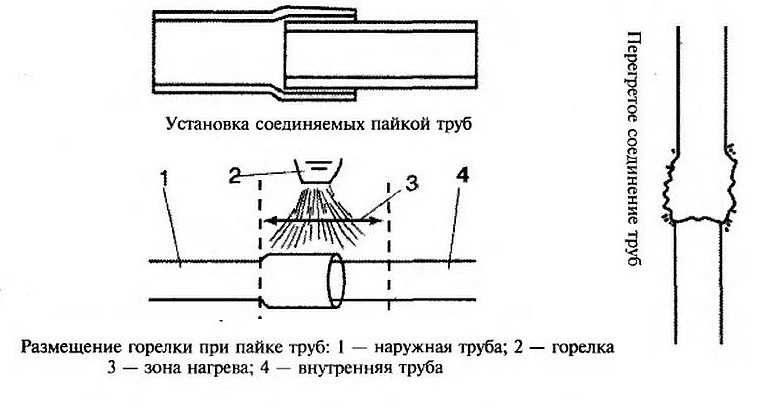
Пламя нужно направлять строго по шву труб, перемещая по всей площади стыка. Это делается для равномерного нагревания всех участков. Не забывайте периодически промазывайте зазор припоем, постепенно он начнет плавиться. Как только пошло плавление, нужно отвести горелку, и вещество заполнит капиллярный зазор. Когда зазор полностью заполнился, деталям необходимо остыть в нормальных условиях, без перепада температур. Неостывшее соединение запрещается трогать.











Иногда не рекомендуется паять какие-либо изделия, в таких случаях отдают предпочтения сварке. Процесс практически ничем не отличается от паяния. Но перед тем как перейти к процессу сварки, ознакомьтесь с правилами техники безопасности и ходом работы. Вам понадобятся защитные очки.


Пайка высокотемпературного типа
Состав наполнителя газовой горелки меняется, теперь ее заполняют пропаном с кислородом или ацетиленом с воздухом. Разогрев не должен занимать много времени, устройство должно подавать синее пламя.
Пламя, как в случае с низкотемпературной пайкой, нужно подавать по всему стыку, меняя положение горелки. Когда металл разогреется примерно до 750 градусов, он станет темно-красного цвета. В этот момент нужно воспользоваться припоем, можно подогреть его горелкой. Однако припой в идеале должен нагреться от детали.

Изделию нужно сообщить такую температуру, при которой припой быстро расплавится и заполнит пространство между деталями. После полного заполнения нужно оставить конструкцию остывать.


Ремонт
Своими руками можно устранить возникшие неполадки в водопроводе или бытовой технике, например, холодильнике или сплит-системе.
Расслоение металла – часто встречающаяся проблема. В этом случае применяется высокотемпературная пайка, это значительно продлит срок службы системы. Нередкое явление – появление трещин на сгибах труб. Мастера рекомендуют применять низкотемпературную сварку.
В ремонте также перед началом работ необходимо очистить поверхности, иначе конструкция быстро выйдет из строя. При протечке фитинга придется вырезать эту часть трубы и впаять новую с новой муфтой. Если случилась поломка гайки или прокладки, то достаточно заменить только эту деталь.


Техника безопасности
Медь отличается высокой теплопроводностью, поэтому на руках обязательно должны быть рукавицы или перчатки, иначе ожога не избежать. Элементы берут только щипцами или защитными рукавицами.









Осторожно нужно применять флюс, следить, чтоб он не попал на тело. Иначе будет химический ожог
Если все-таки вещество попало на руки, нужно оставить работу и промыть место большим количеством мыльной воды.

Обратите внимание на одежду, в которой собираетесь выполнять работы. Это не должна быть синтетика, потому что данный материал легко воспламеняемый
Лучше выбрать одежду из натурального хлопка.
Мастера советуют новичкам перед началом работы потренироваться на обрезках труб. Так, после пары тренировок результат будет намного лучше.


Как проверить герметичность

После этого к газовой колонке с паяным теплообменником нужно подключить воду и открыть кран.
Подачу воды проводят медленно и постепенно, чтобы она вытеснила воздух из колонки. После заполнения всей системы отопления кран можно открыть на полную мощность. Таким способом проверяют прочность мест пайки под максимальным давлением воды. Параллельно проводят повторный осмотр паяных мест на наличие утечек воды.
В самом конце котел с газовой колонкой включают, чтобы проверить ее работоспособность при контакте с горячей водой. При этом участки пайки можно протереть сухой салфеткой, чтобы обнаружить малейшие признаки влаги.
Когда требуется облицовка стен
Производить монтаж сантехнического изделия лучше до того, как осуществляется облицовка стен в случае проведения в помещении капитального ремонта. Если придерживаться данной последовательности выполнения работ, тогда можно будет получить хорошие практические и эстетические результаты.
Когда укладка кафеля производится после завершения установки изделия, это позволит с максимальным эффектом устранить все неровности, щели и промежутки и тогда в них не будет собираться влага, создающая благоприятную среду для распространения плесени и бактерий.
Если ремонт в санузле не запланирован, а предполагалось только заменить сам сантехнический прибор, следует знать, как правильно установить ванну к стене. Для этого нужно выбирать модель, высота которой превышает размеры предыдущего изделия минимум на 15 миллиметров.
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.







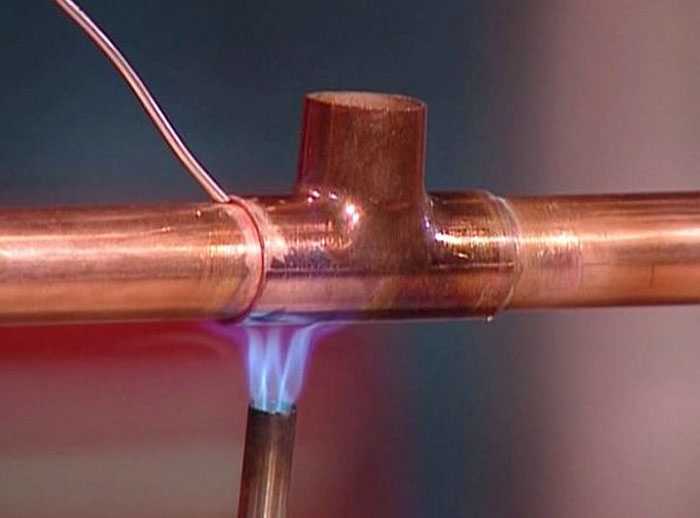


ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
ФОТО: market.sakh.com
ФОТО: market.sakh.com
ФОТО: solarschool.dk
ФОТО: laketravisplumber.com
ФОТО: reicheltplumbing.com
Как установить акриловую ванну на кирпичную основу
Если по какой либо причине у вас в комплекте не было металлического каркаса и ножек или вы физически не можете им воспользоваться, мы рассмотрим способ установки акриловой ванны на кирпичную основу.
Перед тем как приступать к установке акриловой ванны на кирпичную основу следует подготовить место ее монтажа. Демонтировать старую ванну и расчистить место от мусора.
Далее, выкладываем в полкирпича основание. Сверху ставим ванну с расчетом, чтобы между днищем купели и кирпичной кладки оставался зазор, примерно, в 1 см, который потом заполняется монтажной пеной. Это необходимо для более плотного прилегания дна ванной к кирпичному основанию.
Устанавливать ванну на кирпичное основание можно как с применением крепежных планок, так и без них.

Соединение медных труб с цанговыми и пресс-фитингами
Рис. 41. Соединение медных труб пресс-фитингом
Еще один вид неразъемного соединения медных труб делается на обжимных пресс-муфтах (рис. 41), по аналогии с пресс-фитингами полимерных труб и фитингами для пайки медных труб с заложенным в них припоем. Это как бы гибрид двух конструкций: пресс-фитинга и фитинга для капиллярной пайки. Внешне пресс-фитинг для медных труб очень сильно напоминает фитинг для капиллярной пайки (рис. 39), а технологическая разница заложена во внутреннем содержании фитинга. Припой, заложенный в капиллярный поясок фитинга, здесь заменили на уплотнительные кольца из эластичных полимеров, похожих на резину. Технология соединения медных труб на пресс-фитингах сводится к простым операциям: отрезать и очистить трубы от грата, откалибровать их, вставить в пресс-фитинг и сжать соединение пресс-клещами (рис. 42).










Рис. 42. Закрепление фитинга пресс-клещами
Помимо неразъемных существуют и разъемные соединения медных труб на обжимных (цанговых) фитингах. Есть два основных типа цанговых соединений: первый для соединений твердых и полутвердых и второй для соединения мягких и полутвердых труб.
Если повнимательней взглянуть на первый тип фитингов, то увидим, что они почти полностью повторяют обжимные фитинги для металлопластиковых труб, с единственной разницей, что в фитингах для меди нет штока, на который насаживается металлопластиковая труба. В остальном первый тип фитингов для медных труб, практически полностью повторяет конструкцию фитингов для металлопластика: такие же накидные гайки, такое же уплотнительное О-образное кольцо, тот же метод затяжки (рис. 43).
Рис. 43. Соединение медных труб компрессионными фитингами первого типа
Подготовительные операции состоят в подборе фитинга походящей размерности. Далее, как обычно, следует аккуратно отрезать трубу, удалить грат, с помощью оправки-калибра проверить срез на предмет отсутствия овальности и, при необходимости, восстановить исходную геометрию трубы. Затем труба вводится в фитинг до упора. Как правило, зажимная гайка сначала заворачивается рукой. После того, как труба зажата компрессионным кольцом до такой степени, что рукой невозможно повернуть ее относительно фитинга, гайка доворачивается ключом на 1/3 или 2/3 оборота с тем, чтобы слегка деформировать трубу и обеспечить требуемое усилие зажима. Теоретически такое соединение труб можно разбирать и собирать вновь, практически — его лучше не трогать. Если соединение не течет, то и оставьте его в покое, если оно подтекает, то нужно слегка довернуть гайки.
Обжимные фитинги первого типа придуманы для твердых медных труб (рис. 43), однако ими можно соединять и мягкие трубы, и твердые с отожженными концами. Для того, чтобы при затяжке гаек трубы не деформировались, внутрь их помещают обрезок трубы — опорную втулку. После добавления этого элемента фитинг практически полностью повторяет конструкцию обжимного фитинга для металлопластиковых труб.
Компрессионные соединения второго типа основаны на раструбном сплочении труб через уплотнительные конусы. В этих фитингах затягиванием гайки конус прижимается к внутренней поверхности развальцованного края трубы, а верх трубы зажимается уплотнительным кольцом. В конструкции узла использованы свойства мягкой меди: под давлением «притираться» к той поверхности, к которой ее прижимают. Соединение не ново, с ним знакомы достаточное количество мужчин, разбирающихся в тормозной системе своего автомобиля или с системой питания дизельных двигателей. В трубной разводке сантехнических систем соединение слегка видоизменено, но сам принцип сплачивания остается прежним, на его основе вам могут встретиться и другие виды фитингов.
Рис. 44. Соединение мягких медных труб компрессионными фитингами второго типа
Технология сборки узла (рис. 44) такая же простая, как и все описанные выше сборки. После резки труб, устранения заусенцев (грата) и неровностей на трубу надевается зажимная гайка и оправкой развальцовывается конец трубы. Далее в раскрытую часть вставляется прижимной конус, после чего монтажный узел собирается. Предварительная затяжка, как и в случае со всеми компрессионными фитингами, производится рукой, а затем дотягивается ключом, как правило, на один оборот.
Для медных труб больших диаметров применяется фланцевое соединение. В принципиальную конструкцию заложены сварка фланца с раструбом трубы или высокотемпературная пайка, значительно реже, компрессионное соединение.
Как построить своими руками
Монтаж медных труб для водопровода
Прежде, чем приступить к работе, нужно составить схему будущей сантехнической конструкции и на её основе выполнить расчёт метража трубного проката и количества соединительных элементов(пресс-муфт, тройников, отводов, переходников и др.).
Необходимые инструменты и материалы
Для выполнения монтажа трубного проката из сплава меди нужно подготовить комплект инструментов, состоящий из:
- Ножовки по металлу или трубореза.
- Пассатижей.
- Ручного калибратора.
- Гаечных ключей или газовой горелки (для прогрева участка труб при соединении деталей пайкой).
- Напильника.
Для стыковки отрезков труб в зависимости от выбранного способа соединения, потребуются следующие материалы:
- Фитинги.
- ФУМ — лента для герметизации стыков разъёмных фитингов.
- Припой и флюс (в случае пайки изделий).
Меры предосторожности
Пайка медных изделий осуществляется при их нагреве до высоких температур, поэтому при работе необходимо надевать защитную спецодежду и использовать огнезащитный экран. С соединяемых деталей в зоне контакта необходимо удалить резиновые или пластмассовые оплётки. У устанавливаемых кранов должен быть выкручен вентиль, чтобы не расплавились уплотнительные кольца.
При проведении пайки медных изделий в уже смонтированной трубопроводной системе, следует открыть все запорную арматуру, чтобы уровень давления в трубах не превысил допустимых значений из-за нагрева некоторых участков.
Ход работ
Стыковку отрезков труб с помощью фитингов выполняют в следующей последовательности:
- Отрезать секции труб необходимого размера.
- Если водопровод собирается из медных труб с ПВХ — изоляцией, то на концах изделий этот слой следует снять.
- Линию среза зачистить с помощью напильника от заусениц.
- Снять фаску.
- Надеть на подготовленную деталь поочерёдно накидную гайку и обжимное кольцо.
- Состыковать фитинг с гайкой и затянуть резьбу сначала рукой, а затем с помощью ключа.
- В местах, где выполняется установка переходного фитинга с медной трубы на стальную, герметичность стыков обеспечивают применением ФУМ — ленты.
При соединении труб пайкой своими руками нужно соблюдать меры предосторожности, описанные выше, и обладать определёнными навыками. Процесс подготовки и сама пайка включает в себя следующие действия:
- Резка необходимых отрезков труб с помощью трубореза или ножовки по металлу.
- Удаление на их концах теплоизоляционного слоя (если имеется) и образовавшихся заусениц.
- Удаление в зоне пайки оксидной пленки мелкой абразивной шкуркой.
- Ошкуривание фитинга.
- Промазка флюсом наружной поверхности деталей.
- Вставка конца трубы в фитинг таким образом, чтобы между деталями оставался зазор не более 0,4 мм.
- Прогрев зоны контакта элементов газовой горелки(на фото ниже).
- Вставка припоя в зазор между фитингом и концом медной трубы.
- Пайка шва.
- Промывка системы от частичек флюса.
Процесс пайки медного трубного проката можно посмотреть на видео:
Особенности монтажа
Монтаж с помощью пайки образует неразъёмные соединения, которые не нуждаются в обслуживании и считаются наиболее надёжными в эксплуатации. Но, чтобы паять медный водопровод необходимо обладать достаточным опытом такого вида работ и соответствующими знаниями. Начинающие мастера могут воспользоваться следующими рекомендациями:








- Очистку медных изделий нельзя выполнять с помощью, абразивных чистящих средств, крупнозернистой наждачной бумаги или металлической щётки, так как они царапают медь. Глубокие царапины на поверхности мешают выполнению паяного соединения.
- Флюс является достаточно агрессивным веществом, обладающим высокой химической активностью. Наносить его нужно тонким слоем, используя кисточку. Если не поверхности появились излишки, по окончании процесса стыковки деталей, то их нужно тут же удалить.
- Прогревать зону контакта следует достаточно, но не чрезмерно, так чтобы не допустить плавление металла. Сам припой не должен подлежать прогреву. Его следует приложить к нагретой поверхности детали — если он начал плавиться, то можно начинать пайку.
- Сгибать трубы нужно так, чтобы не допустить заломов и перекручивания.
- Монтаж медных изделий должен осуществляться впереди алюминиевых или стальных участков по направлению потока воды, чтобы предотвратить быструю коррозию последних.
- Для перехода с медных труб на секции из других металлов рекомендуется использовать фитинги из латуни, бронзы или нержавеющей стали.
Предварительная подготовка
Перед пайкой медных труб необходимо их подготовить.
Очистка поверхности
Качество связки припоя зависит от степени очищения спаиваемых поверхностей. Любые остатки каких-либо других веществ, грязи мешают проникать припою, уменьшают его текучесть. Все это приводит к тому, что вещество не распределяется равномерно, поверхность не полностью обработана припоем. Часто из-за этого не удается достичь качественной работы, и соединение выходит из строя.
Выделяют два способа очистки металла: химический и механический. Внешнюю часть трубы и внутреннюю часть фитинга очищают от оксидной пленки, грязи и примесей с помощью металлической щетки. Кроме этого, возможны варианты использования стальной шлифовальной шерсти или шкурки. После этого припой хорошо распределяется по поверхности.


Удобными в использовании являются очищающие салфетки на нейлоновой основе.
Химический способ предполагает использование кислоты, которая реагирует с оксидами. Можно использовать флюс, который обезжиривает поверхность и активно борется с оксидами.


Использование флюса и сборка частей
На очищенную поверхность нужно нанести флюс. Он наносится на участок трубы, который будет соединяться фитингом или раструбом, хорошо распределите флюс на поверхности, чрезмерное количество флюса может негативно сказаться на соединении. Но также не стоит применять флюс с внутренней стороны фитинга. Регулируйте расход пасты.
После нанесения флюса нужно правильно соединить детали, чтобы избежать прилипания к поверхности посторонних частиц. Если пайка будет проводиться позднее, будет намного лучше, чтоб детали уже были собраны. Надо провернуть трубу до упора, тем самым проверив ее соединение и распределение флюса. После уберите остатки флюса заранее подготовленной для работы тканью. Соединение можно нагревать.

Для низкотемпературной пайки используют флюсы, в списке состава которых занимают не последнее место хлориды алюминия. Флюсы – опасные вещества, поэтому необходимо следить за тем, чтобы излишек не оставался на внешней части трубы. Такая невнимательность может привести к коррозии металла и протечке. После пайки вновь осмотрите поверхность, на ней будет немного флюса из-за теплового эффекта. Появившийся на трубе флюс нужно снова убрать.
При высокотемпературной пайке вместо флюса используют буру. Ее мешают с водой до густой консистенции каши. Можно использовать специальные пасты для высокотемпературной пайки. Если вы выбрали медно-фосфорный припой, то флюс к нему не нужно приобретать, он уже присутствует в составе. Лучше использовать комплект одного производителя, при этом согласовать это с видом пайки.

Раструбное утолщение
Для соединений в быту используют либо фитинги для пайки медных труб, либо раструбные утолщения.
Лучше выбрать вариант с раструбным утолщением, так нужно будет наложить лишь один шов на стыке труб.
С торца детали обрабатываются вальцовочным труборезом. Срез должен быть ровным и строго перпендикулярным.
С концов труб избавляются от фаски, пользуясь фаскоснимателем. Внутри и снаружи поверхности зачищаются.
Один отрезок трубы зажимают в тисках, внутрь вставляют труборасширитель
Затем нужно осторожно расширить внутренний диаметр трубы, чтобы в нее поместился внешний диаметр второй трубы.
Перед ремонтными работами не забудьте убрать с конструкций пластиковые фрагменты, иначе они расплавятся и будут непригодны к использованию.


О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.