Правила безопасной эксплуатации оборудования
Газовое баллонное оборудование при неправильной эксплуатации может стать источником сильного взрыва или пожара.
Выполняя сварочные работы, обязательно стоит использовать средства индивидуальной защиты: очки, перчатки, специальную обувь.
 Перед началом работ нужно хорошенько осмотреть оборудование на наличие повреждений. Если оборудование испачкалось, обязательно удалить грязь
Перед началом работ нужно хорошенько осмотреть оборудование на наличие повреждений. Если оборудование испачкалось, обязательно удалить грязь
Работать с пропановыми баллонами можно только в хорошо проветриваемых помещениях, при этом температура воздуха не должна быть ниже 0 °С.
Категорически запрещено:
- Работать вблизи открытого огня.
- Держать баллон при работе в наклонном состоянии.
- Размещать сосуды под солнцем.
- Проводить работы без редуктора.
- Разогревать редуктор над открытым огнем.
Кроме того, ощутив запах газа необходимо немедленно прекратить работу и перекрыть вентиль на баллоне. Рекомендуем также ознакомиться с основными причинами взрыва баллонов с газом.
Работая без средств индивидуальной защиты можно получить ожог, причем не только от открытого огня, но и от случайного прикосновения к раскаленным деталям.
Если вам не подходят рассмотренные самодельные горелки, рекомендуем ознакомиться с другими вариантами изготовления полезных самоделок, рассмотренными в наших статьях, – горелка из паяльной лампы и горелка для банной печи.
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.
Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.








Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
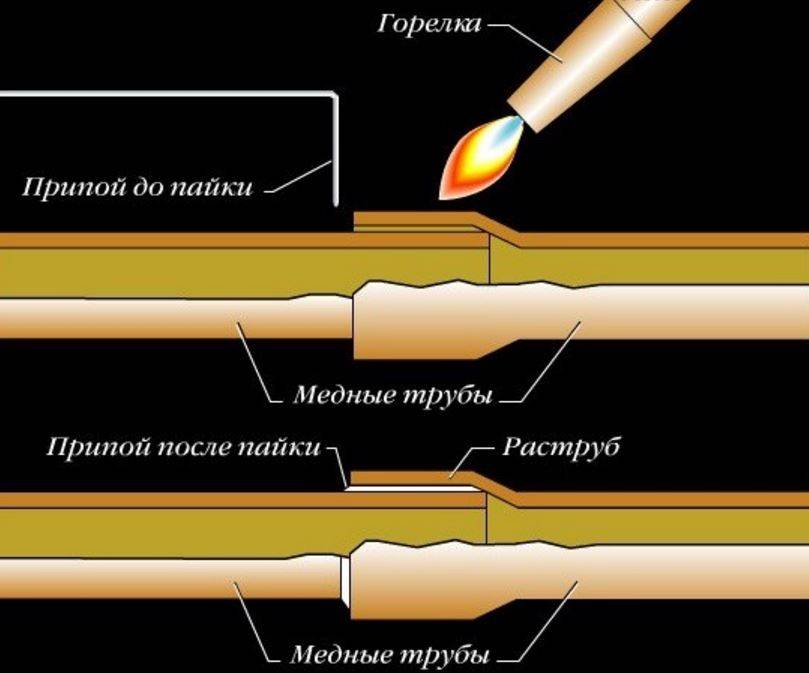
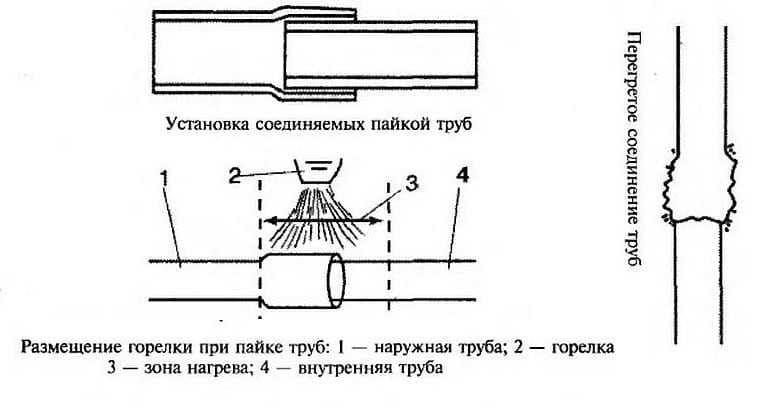
Образование соединения при низкотемпературной пайке
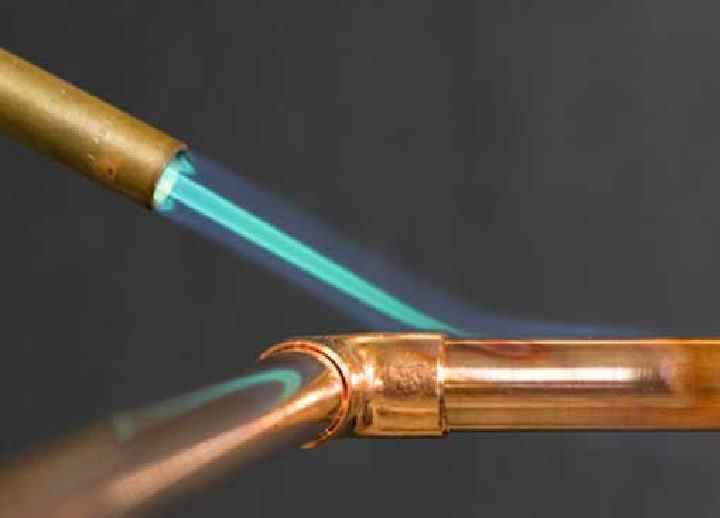
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
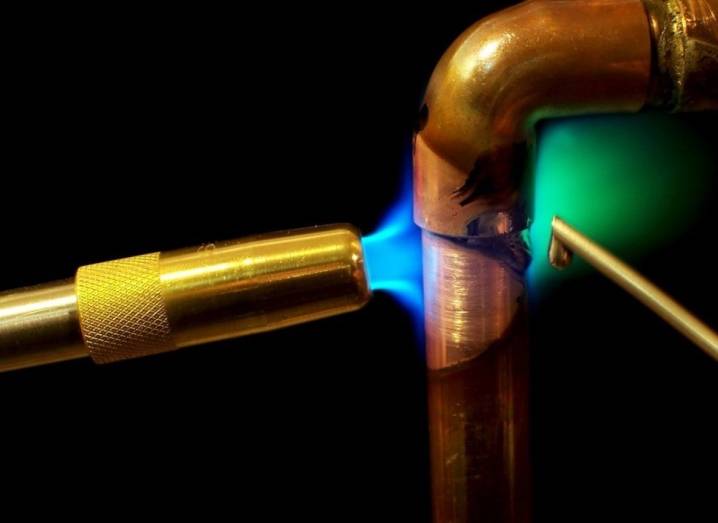
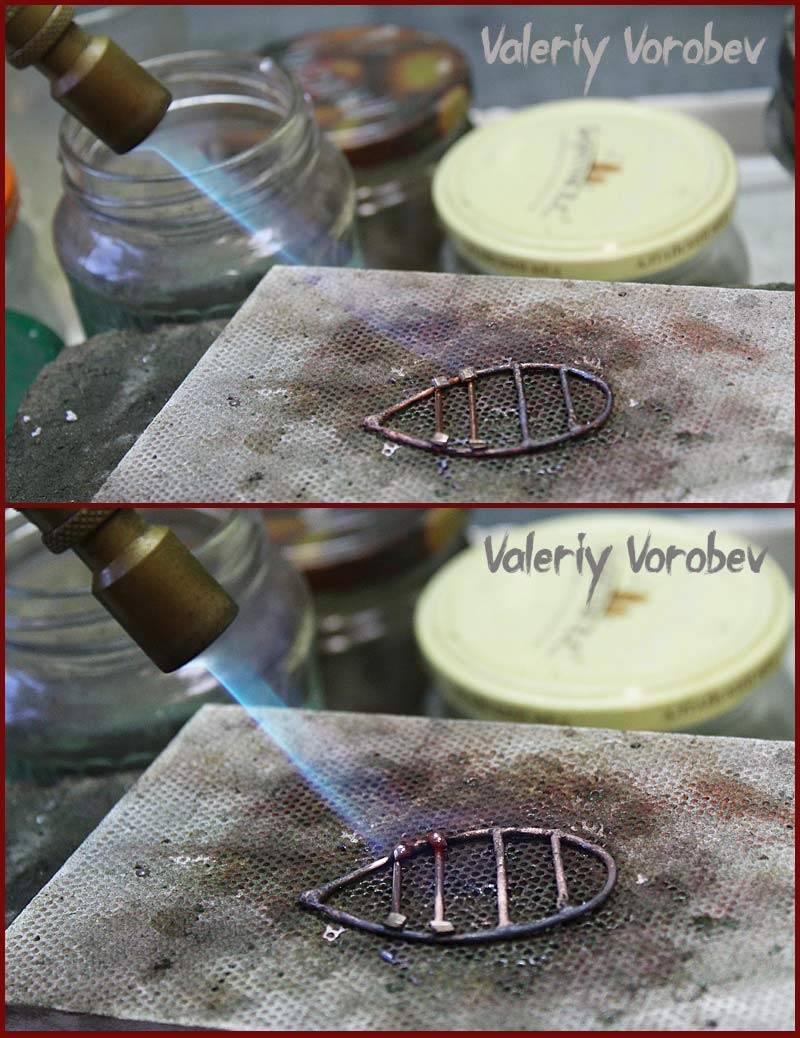
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Медь как материал для изготовления труб
Медь является тем оптимальным материалом, который обеспечивает работоспособность систем при высоких значениях давлений и температуры. Поэтому медную трубу применяют не только для устройства водопроводов ГВС или магистралей систем отопления, но также для иных целей.
Для сравнения можно взять полипропиленовые трубы и медные. Первые способны выдерживать температуру лишь до + 95ºС при давлениях не более 25 АТИ. Вторые способны работать при Т=250ºС и давлениях до 300 мПа.

Медные трубы специалисты по сантехнике характеризуют как лучший материал, который рекомендуют применять для сооружения водопроводных сетей и систем отопления бытового сектора
Медь – это основной материал, из которого предпочитают монтировать системы водоснабжения и отопления французы, англичане, австралийцы, шведы. Высокая механическая прочность, лёгкость механической обработки – эти свойства сделали бесшовные медные трубы популярными в строительстве разного рода коммуникаций.
Современное производство таких изделий предусматривает нанесение на поверхность труб защитного полимерного слоя, исключающего появление блуждающих токов в зонах магнитных полей.
Изготовление горелки для тандыра своими руками
Газовая горелка, или как ее еще называют, форсунка, главное составляющее азиатской печи. Задача форсунки – создание смеси из природного газа и воздуха для поддержания ровного жара.









Специалисты говорят, что существует два вида таких изделий:
- Атмосферные – самые простые, работают за счет поглощения воздуха и им не нужна дополнительная автоматика, достаточно хорошей циркуляции воздуха;
- Надувные или дутьевые – имеют более сложную конструкцию, но при этом обеспечивают более высокую мощность. Это достигается за счет подачи воздуха в камеру для образования смеси, на которой и работает печь.
Опытный мастер может изготовить форсунку своими руками. Но учтите, что перед эксплуатацией нужно провести некоторые процедуры, обеспечивающие безопасность использования печи:
- Форсунка должна пройти проверку на безопасность в местном отделении Ростехнадзора;
- После этого нужно получить сертификат качества в органах Ростехнадзора о пригодности горелки к использованию.
При выборе горелки нужно учитывать следующие параметры:
- Простота прибора;
- Размер помещения, в котором будет установлена печь;
- Производитель изделия, обязательная сертификация и безопасность.
Инструменты и материалы
Для изготовления горелки собственными руками вам понадобятся следующие инструменты и материалы:
- Вентиль, который понадобится для подачи топлива непосредственно в печь;
- Стальная труба толщиной не менее 2мм и длиной не менее 100 см;
- Колпачок из стали для изготовления дозатора подачи топлива. Вместо него можно использовать жиклер от паяльной лампы;
- Стальная ручка;
- Резина для обмотки ручки;
- Проволока для использования при сварке.
А также вам понадобятся следующие инструменты:
- Аппарат для сварки;
- Пила-болгарка.
 Для установки горелки в тандыр будет необходим аппарат для сварки
Для установки горелки в тандыр будет необходим аппарат для сварки
Инструкция и этапы изготовления
Если вы твердо решили изготовить горелку собственными силами, то оставите свой выбор на атмосферной, поскольку ее сделать намного легче.
Первым делом колпачок нужно навертеть на вентиль, поэтому посмотрите, чтобы на колпачке была коническая резьба.
Следующий шаг- отрежьте от стальной трубы кусок необходимого размера, это будет основа будущей форсунки- ее сопло.
Следующий шаг- приваривает сопло к колпачку при помощи проволоки. Но учтите, что колпачок и сопло не должны соприкасаться!
Последний этап – установка пьезоэлемента, который необходим для активации устройства.
После этого можно приступать непосредственно к монтажу. Но для работы с газовыми системами необходимы специальные навыки и опыт работы.
Устанавливая газовую горелку в печь, необходимо учитывать, из каких материалов она изготовлена:
- Если у вас большая кирпичная печь, то она – дорогая и довольно громоздкая, устанавливать горелку в нее необходимо при установке внутри печи;
- В металлическую печь можно установить форсунку самостоятельно, не привлекая специалистов. Горелка туда устанавливается таким образом, чтобы пламя попадало в печь в достаточном количестве и поддерживало необходимую температуру.
Газовая горелка – это основа печи, и важно ее правильно и грамотно установить, чтобы не возникло проблем при эксплуатации.
Установка и подключение
Поскольку газовые тандыры стали весьма популярны, то необходимо выполнять правила техники безопасности, как и со всеми приборами, использующими бытовой газ
Все манипуляции по установке газовой горелки необходимо выполнять, только составив предварительный план;
Нельзя устанавливать газовые печи в помещения, которые не приспособлены для этого;
После окончания работы необходимо перекрыть подачу топлива;
Очень осторожно разводить огонь в помещениях, где установлена печь или куда идет подача топлива;
Расположить печь в безопасном месте, тщательно следить за подачей газа.
Если постоянно соблюдать правила безопасности при эксплуатации, то печь будет служить вам долгие годы и порадует вкусными экзотическими блюдами.
Неверный выбор конструкции может привести к быстрому разрушению печи из-за неправильного температурного режима. Построить настоящий тандыр своими силами довольно трудная задача, но для настоящего мастера нет ничего невозможного.

![Пайка медных труб своими руками [выбор горелки, видео, советы]](https://septik27.ru/wp-content/uploads/3/9/b/39b87e381a7cf9b8c012f3e329fac018.jpg)







Ремонт фланцев
Иногда пайка может потребоваться медным патрубкам, расположенным на стыке водопровода с выходной трубой теплообменника. В данном случае можно воспользоваться кусками медной трубы с фланцами и накидными гайками-американками – их обычно применяют для монтажа системы подачи воды из медных труб.

Если в наличии прямые отрезки трубы, дорабатывать их не нужно, а вот изогнутые куски нужно обрезать. На месте изгиба отпиливают кусок трубы с фланцем. Расширенный участок трубы, расположенный с другой стороны, также нужно отпилить. Он будет использован впоследствии как соединительное кольцо.
Теперь нужно отрезать треснувший фланец с патрубка на газовой колонке. Его длина должна соответствовать заготовленной заранее трубке с новым фланцем.
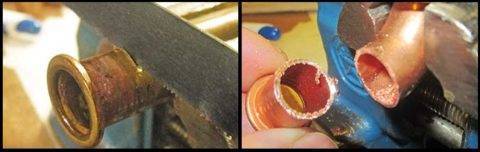
Прежде чем начинать дальнейшую стыковку, стоит убедиться, что элементы совмещаются между собой свободно – патрубок теплообменника входит в кольцо с некоторым зазором.
Чтобы улучшить сцепление, перед пайкой поверхность трубки и кольца рекомендуется зашлифовать мелким наждаком до полного устранения слоя окиси. Поверх подготовленных участков паяльником мощностью 60-100 Вт наносят тонкий слой припоя, можно использовать оловянно-свинцовый ПОС-61. Флюсом в данном случае может быть как соляная кислота, гашенная цинком, так и канифоль или аспирин.

Начиная пайку трубки с фланцем, обратите внимание, чтобы место стыковки двух труб располагалось по центру соединительного кольца. В тех случаях, когда после нанесения слоя припоя на поверхность трубок, они не будут входить в кольцо, поверхность следует прогреть паяльником, чтобы расплавить припой. Проследите, что накидная гайка надета на трубку прежде, чем будет начата пайка
Проследите, что накидная гайка надета на трубку прежде, чем будет начата пайка.
Когда стыковка элементов завершена, и они расположились должным образом, пайку теплообменника завершают. Для этого зазоры между элементами заливают расплавленным припоем.
Процесс пайки с точки зрения теории
Пайка многих труб, в том числе и медных, производится с соблюдением принципа соединения двух частей внахлест. В результате удается добиться достаточной прочности конструкции вне зависимости от используемого припоя, когда даже его мягкие виды, отличающиеся недостаточной стойкостью, гарантируют надежность соединения.
Для получения приемлемой прочности стыков посредством пайки необходимо, чтобы изделия в месте контакта заходили друг на друга минимум на 5 мм. На самом же деле создается гораздо больший нахлест, что обеспечивает ощутимый запас прочности.
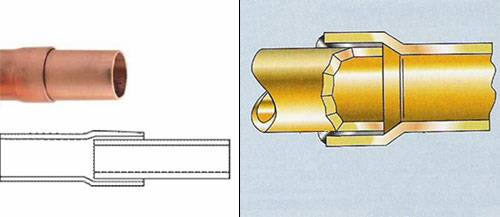 Добиться требуемого перекрытия конструкций при сборке трубопровода удастся за счет проведения таких операций с цилиндрическими изделиями, как расширение и отбортовка, а также с помощью применения специальных фитингов.
Добиться требуемого перекрытия конструкций при сборке трубопровода удастся за счет проведения таких операций с цилиндрическими изделиями, как расширение и отбортовка, а также с помощью применения специальных фитингов.
При установке соединительных элементов образуется зазор около 0,2 мм, обеспечивающий возникновение капиллярных сил, наличие которых обязательно для осуществления качественного процесса пайки. Это приводит к эффекту, когда нагретый припой затекает в зазор, гарантируя требуемый уровень герметизации в месте контакта. Благодаря воздействию капиллярных сил появляется возможность подавать припой снизу.
Условия и область применения пайки
Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента.








Важным условием выполнения пайки является то, что припой, для расплавления которого пользуются газовой горелкой, должен плавиться при меньшей температуре, чем материал изготовления соединяемых деталей. Такая технология (в некоторых случаях она является единственно возможным способом получения неразъемного соединения) позволяет надежно спаять между собой даже разнородные металлы.
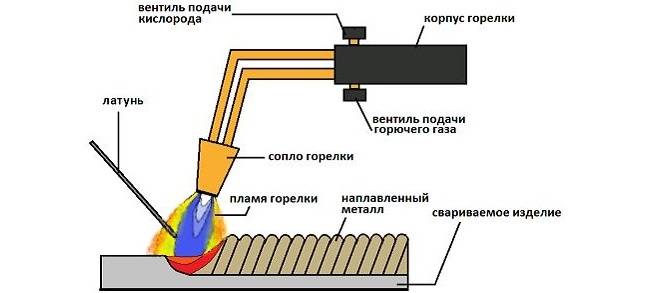
Схема пайки латунью с использованием газовой горелки
Совершенно неправильно сравнивать пайку с таким технологическим процессом, как сварка, который предполагает, что расплавляться будет не только специальная проволока-припой, но и металл соединяемых деталей. Именно благодаря тому, что при выполнении пайки основному температурному воздействию подвергается припой, характеристики соединяемых деталей и их целостность остаются неизменными. Такая особенность позволяет успешно использовать эту методику для соединения металлических деталей, которые отличаются даже очень небольшими размерами.
Между тем следует иметь в виду, что для выполнения пайки в качестве припоя используются более мягкие материалы, если сравнивать их с теми, которые применяются для формирования сварного шва. Это приводит к тому, что соединения, созданные при помощи пайки, изначально менее прочные и надежные, чем сварные швы. А в тех случаях, когда выполняется пайка латунью, из припоя в процессе интенсивного нагрева испаряется цинк, что приводит к пористости формируемого шва. Такая пористость металла значительно ухудшает качество и надежность соединения. При выполнении пайки деталей, изготовленных из латуни, большое значение имеет и их взаимное расположение. Такие детали лучше соединять не встык, а внахлест.

Для пайки в домашних условиях вполне можно обойтись ручной газовой горелкой с баллоном мощностью 1,8 кВт
Пайка металла как технология, позволяющая получать неразъемные соединения, занимает одну из лидирующих позиций, уступая по популярности только сварке. Без этой технологии практически не обойтись в электронной промышленности, где с ее помощью создают электропроводные соединения элементов различных приборов и устройств. Именно при помощи пайки чаще всего соединяются и наращиваются провода, по которым в дальнейшем будет проходить электрический ток.
Если говорить о наиболее распространенных сферах применения пайки, то к ним следует отнести:
- формирование герметичных соединений труб, изготовленных из меди и ее сплавов, в том числе латуни (такие трубы используются преимущественно для комплектации холодильных и теплообменных установок);
- крепление твердосплавных пластин к несущей части режущего инструмента;
- соединение между собой деталей, значительно отличающихся по толщине.

На фото результат спайки латунной трубки и жиклера. Использовался припой флюсованный П14 и импортная горелка на чистом пропане
Используя паяльное оборудование и припой, также выполняют такую технологическую операцию, как лужение, которая позволяет создавать на металлических поверхностях надежное антикоррозионное покрытие.
В зависимости от того, при помощи припоя какого типа выполняется пайка, она может быть высоко- или низкотемпературной. Использование при выполнении пайки более тугоплавкого материала позволяет создавать соединения, которые могут эксплуатироваться при более высоких температурах. Между тем это сопряжено с некоторыми сложностями, которые связаны с необходимостью обращения к специальному оборудованию, позволяющему расплавить припой. Использование такого сплава, в частности, достаточно проблематично в домашних условиях, где для выполнения пайки чаще всего применяется обычная паяльная лампа.
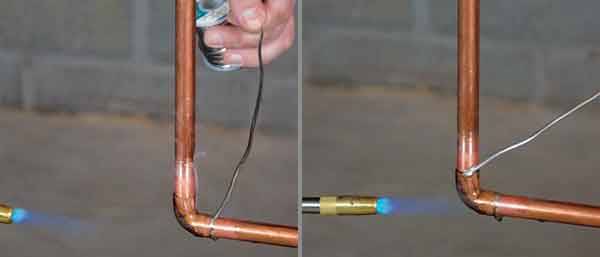
Как проверить герметичность
 По окончании пайки газовых колонок нужно проверить герметичность всех труб. Для этого их тщательно осматривают, чтобы увидеть даже самые мелкие свищи – об их наличии свидетельствуют мелкие зеленые пятна. Во избежание повторного разбора колонки в ближайшее время, эти дефекты также зачищают и пропаивают.
По окончании пайки газовых колонок нужно проверить герметичность всех труб. Для этого их тщательно осматривают, чтобы увидеть даже самые мелкие свищи – об их наличии свидетельствуют мелкие зеленые пятна. Во избежание повторного разбора колонки в ближайшее время, эти дефекты также зачищают и пропаивают.
После этого к газовой колонке с паяным теплообменником нужно подключить воду и открыть кран.
Подачу воды проводят медленно и постепенно, чтобы она вытеснила воздух из колонки. После заполнения всей системы отопления кран можно открыть на полную мощность. Таким способом проверяют прочность мест пайки под максимальным давлением воды. Параллельно проводят повторный осмотр паяных мест на наличие утечек воды.
В самом конце котел с газовой колонкой включают, чтобы проверить ее работоспособность при контакте с горячей водой. При этом участки пайки можно протереть сухой салфеткой, чтобы обнаружить малейшие признаки влаги.
Выводы и полезное видео по теме
Видеоролик ниже демонстрирует процесс тестирования термопары, установленной на одной из моделей газовых котлов.
Видеоматериал подробно разъясняет – как снимать, проверять, менять значимый компонент газовой колонки, без которого оборудование фактически остаётся работоспособным только в режиме без контроля, что крайне опасно для конечного пользователя:










Замена сенсора своими руками возможна. Однако для этого домашний мастер должен обладать слесарными навыками, уметь пользоваться измерительными приборами:
Благодаря термопаре автоматизируется процесс зажигания и нагрева, увеличивается степень безопасности эксплуатации газовой колонки и котла. Рассмотренный материал позволяет не только оценить в полной мере технологическую значимость устройства термопары в конструкции газоиспользующего оборудования и разобраться в конструкционных тонкостях домашних котлов, но и, при необходимости, выполнить ремонта техники своими руками
При этом важно помнить о правилах безопасности, и, если есть сомнения в собственных силах, лучше обратиться к специалистам
Хотите рассказать о личном опыте проверки работоспособности термопары? Или у вас есть полезная информация по теме статьи и вы желаете поделиться своими знаниями с другими пользователями? Пишите свои комментарии, участвуйте в обсуждениях – форма обратной связи расположена ниже.