Припой и флюс: что это такое и для чего они нужны?
Припой – легкосплавный или твердосплавный металл или сплав на основе олова, меди, свинца, цинка, никеля, кадмия, сурьмы и других составляющих, благодаря которым состав приобретает те или иные свойства. В процессе нагревания он переходит в жидкую форму. Припоем смазывают поверхности элементов, затем их соединяют между собой.
Он смешивается с основным материалом и после остывания твердеет, образуя прочное соединение. Температура плавления у припоя ниже, чем у материала соединяемых деталей, поэтому при его нагревании они не плавятся. Сплавы для пайки выпускают в виде проволоки, порошков, трубок, прутков, лент.

Важное условие получения прочного шва – качественная обработка соединяемых поверхностей. На них не должно быть жиров и оксидов металлов
Флюс – смесь жирных и органических кислот, масел и парафинов, которая удаляет загрязнения и обеспечивает надежную адгезию припоя к материалам детали. Он также препятствует образованию окислов непосредственно во время пайки, способствует равномерному распределению припоя, уменьшая поверхностное натяжение при его нанесении. Также флюс защищает соединяемые поверхности от воздействия окружающей среды.
Припои и флюсы различаются по назначению, химическому составу, рабочей температуре и другим свойствам, поэтому подбираются в каждом конкретном случае отдельно. Существуют также специальные паяльные пасты – смеси, сочетающие припой и флюс, а также пластификаторы и связующие вещества (органические смолы, разбавители).
Разновидности припоев
Припой не всегда обязательно приобретать. Можно использовать старую радиодеталь и собрать его с дорожек платы при помощи жала паяльника. Такой вариант отлично подойдет тем, кто живет далеко от города, где нет возможности приобрести материал в магазине.
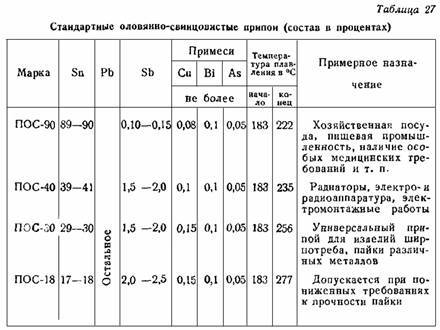
 Стандартные свинцовые припои.
Стандартные свинцовые припои.
Однако они бывают разные и отличаются своими свойствами и характеристиками. В связи с этим каждый опытный мастер должен разбираться в данном вопросе. Для спаивания деталей необходимо использование специальных сплавов – припоев.
Последние обладают более низкой температурой плавления, чем отдельные части изделий.
Подобные сплавы делятся на две основные категории в зависимости от температуры плавления: мягкие и твердые. Первый тип широко используется в радиоэлектронике, как любителями, так и профессионалами.
К легкоплавким относят припои с температурой плавления менее 450°С. Их изготавливают из: галлия, индия, олова, висмута, свинца и кадмия. Высокотемпературные плавятся при нагреве, превышающем 450°С. В любом случае он представляет собой, как правило, сплав, состоящий из нескольких металлов и примесей.
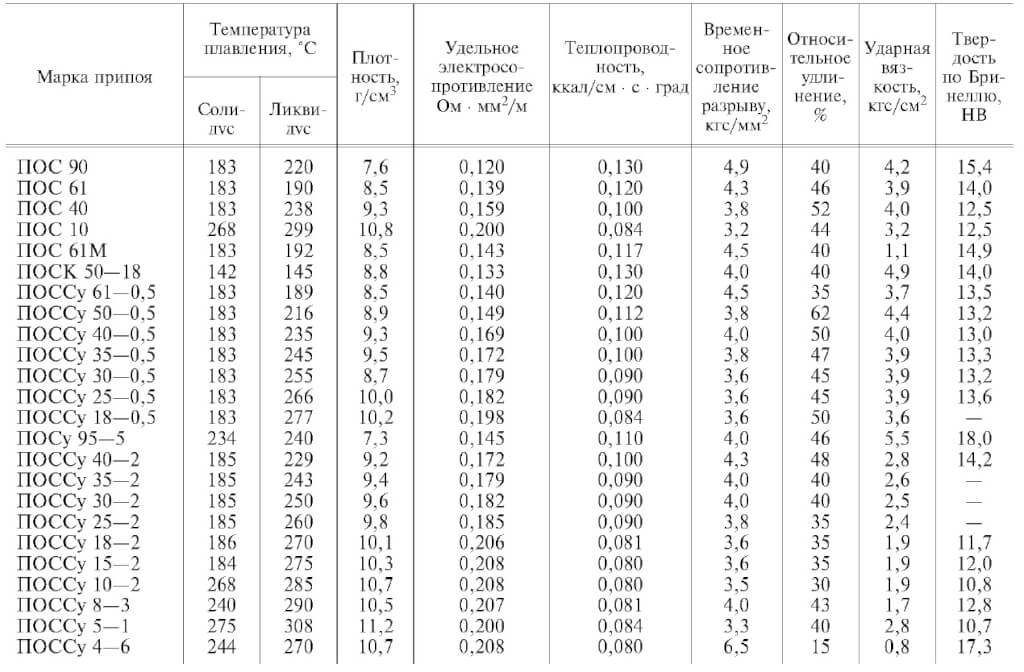
Самым распространенным вариантом является оловянно-свинцовый сплав, который называется ПОС. Числа, стоящие после аббревиатуры, свидетельствуют о процентном содержании олова.
Отличить один сплав от другого можно и не зная марки. Например, при большем содержании олова появляется характерный металлический блеск, а при большей концентрации свинца цвет становится темно-серым.
Кроме того, температура плавления ПОСов не превышает 265°С. Еще одной отличительной особенностью сплавов с большей долей свинца является их пластичность и возможность легко согнуть руками.
Классификация сплавов осуществляется в соответствии с ГОСТами.
 Физико-механические свойства припоев.
Физико-механические свойства припоев.
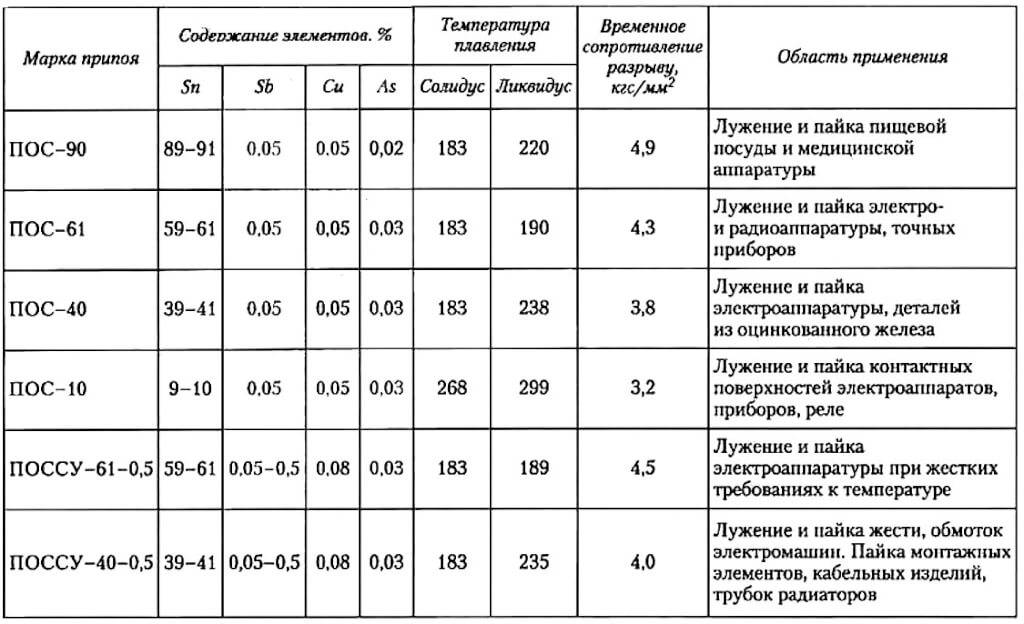
Наиболее распространенными являются:
- припой ПОС 90;
- ПОС 61;
- ПОС 40;
- ПОС 30.
На самом деле маркировок существенно больше. Их насчитывается несколько десятков. Каждая записывается таким образом, что уже из ее названия становится понятен состав сплава, все изготавливаются по ГОСТу 21930-76 припой оловянно-свинцовый.
Стоит отметить, что сплавы отличаются между собой не только химическим составом. В зависимости от формы выпуска они бывают в чушках, проволоке, трубке с канифолью или в прутке.
Например, припой ПОС 61 может продаваться в прутках или в форме проволоки различного диаметра. Необходимо понимать, что соотношение свинца и олова влияет на температуру плавления. Данный параметр в большей мере определяет выбор необходимого сплава.
В данном флюсе отсутствуют галогены. Благодаря этому факту он оказывает значительно меньше вреда на здоровье мастеров.
Использование сплавов различных марок определяется сферой их применения. ПОС тридцать и сорок относятся к мягким. Их температура плавления не превышает 300°С. Применяются в соединении оцинкованных изделий, лужения, ремонта электроприборов и т.д.
Декорируем
Физико-химические свойства и особенности
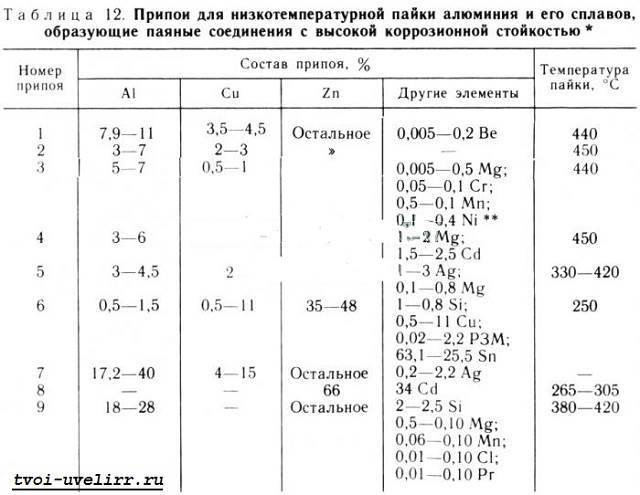
Физико-химические свойства материала должны отвечать условиям проведения процесса. Дело в том, что существует много разновидностей припоев, некоторые из которых являются не специально предназначенными алюминия, а имеют универсальное предназначение. В таком случае, их свойства должны отвечать легкоплавким материалам, чтобы не расплавить металл заготовки и не повредить его. Температура плавления припоя должна иметь показатели, примерно, на 100-200 (можно и больше) градусов ниже. Материалы обладают высокой текучестью, что вызвано той же низкой температурой плавления и особенностью их состава.



Припой для пайки алюминия
Еще одна особенность состоит в том, что действительно прочного соединения достичь очень сложно, но это зачастую и не требуется, так как металл не применяется в сложных условиях эксплуатации. В большинстве случаев нужно просто качественное соединение, чтобы был хороший контакт. Физическое свойство проникновения припоя в структуру алюминия помогают обеспечить должный уровень качества. Стоит отметить, что расходный материал также является легким, как и основной металл, так что относительно своих аналогов для других процедур, таких как пайка нержавейки твердыми припоями, при одном и том же весе будет больший объем материала.

Пайка алюминиевым припоем кх718fcww09020
Технические характеристики популярных марок
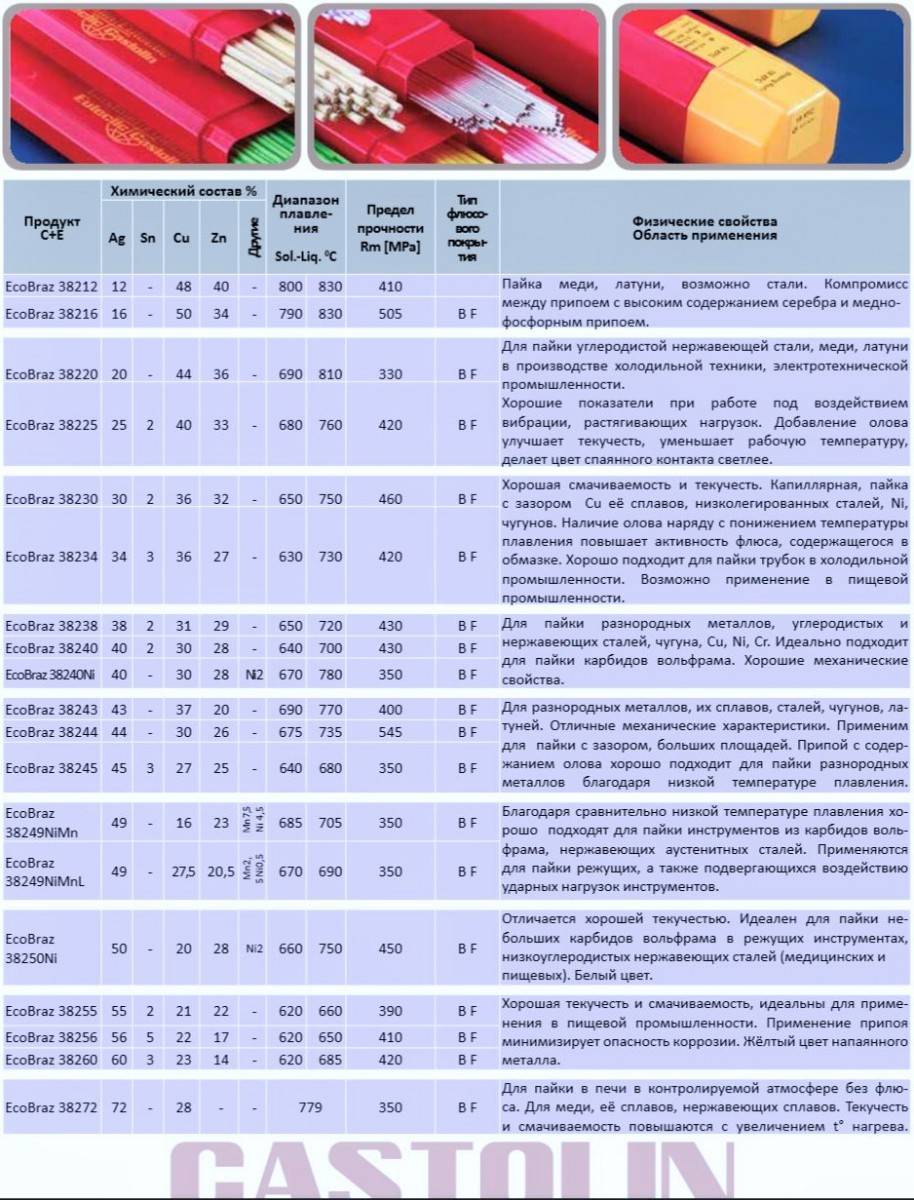
Castolin 192FBK
Элементы состава — Zn, Al
Температура плавления — 380 — 440°С
Характеристики прочности на разрыв — 100 МПа
Виды возможного спаивания — капиллярное, напайка
Физическая плотность — 7,0 г/см³
HTS-2000
Степень растяжения: 45900 PSI
Степень удлинения: 10%
Степень сдвига: 31000 PSI
Масса: 240 г / куб. дюйм
Температура плавления: 390 С
Толщина диаметра: 2-3 мм
Длина: 0,46, м
Castolin 192FС
FC — в сердечнике имеется флюс.
Температура плавления: 430 градусов Цельсия
Прочность: 100 H/мм2
Толщина диаметра, мм — 2,0
Длина, м – 0,5
Элементы состава: Zn, Al
Характеристики прочности на разрыв — 100 МПа
Тип пайки: капиллярная пайка, напайка
Виды возможного спаивания — капиллярное, напайка
Физическая плотность — 7,0 г/см³
Особенности выбора
Есть мнение, что не так важно чем паять алюминий, а главное как. Здесь наблюдается очень большая зависимость от того, в каких условиях приходится проводить процесс и с какими целями
Поэтому, расходный материал выбирается в зависимости от того, какие инструменты для разогрева имеются. Если вам требуется спаять провода, то подойдут припои с самой низкой температурой плавления, которые быстро схватятся на металле, не подвергая его опасности расплавлению. Сложнее дело обстоит с толстыми заготовками, или когда нужно соединить алюминий с другими металлами. Здесь уже понадобиться материал, специально предназначенный для этих процессов, как вышеуказанные припои.




«Важно!Вне зависимости от выбора, действия мастера должны быть быстрыми, так как материал имеет свойство очень быстро окисляться, что ухудшит качество соединения»
Особенности пайки
- Первым делом стоит зачистить поверхности, что желательно делать крупнозернистой наждачной бумагой, которая не только счистит все возможные налеты, но и сможет сделать поверхность более податливой для пайки;
- После этого нужно выложить флюс по всему периметру, где будет происходить соединение;
- Затем следует стадия подогрева, когда флюс разогревается до рабочей температуры, чтобы можно было использовать припой;
- Следующим делом следует задействовать припой, который должен равномерно растекаться по всей поверхности места спайки;
- После образования достаточной толщины шва, для чего может потребоваться несколько проходов, нужно дать остыть металлу;
- На последней стадии следует очистить шов от остатков флюса и прочих вещей.
Популярные марки
- Castolin 192FС;
- HTS-2000;
- ПОС-61;
- Castolin 192FBK;
- Castolin 192CW;
- Lucas-Mihaupt Filalu 1192NC;
- Авиа-1;
- Castolin 190.
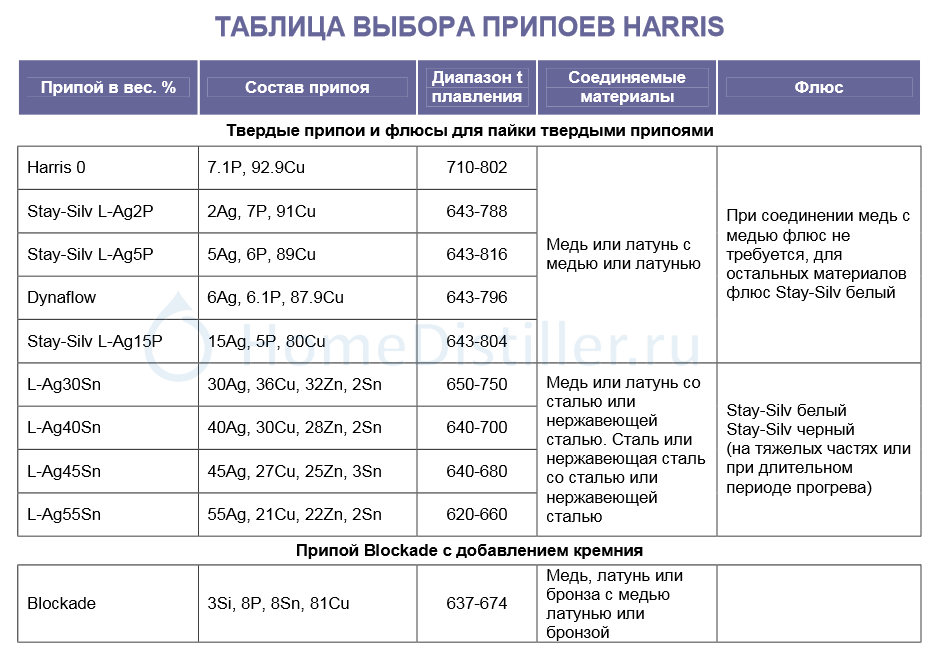
Чем паять?
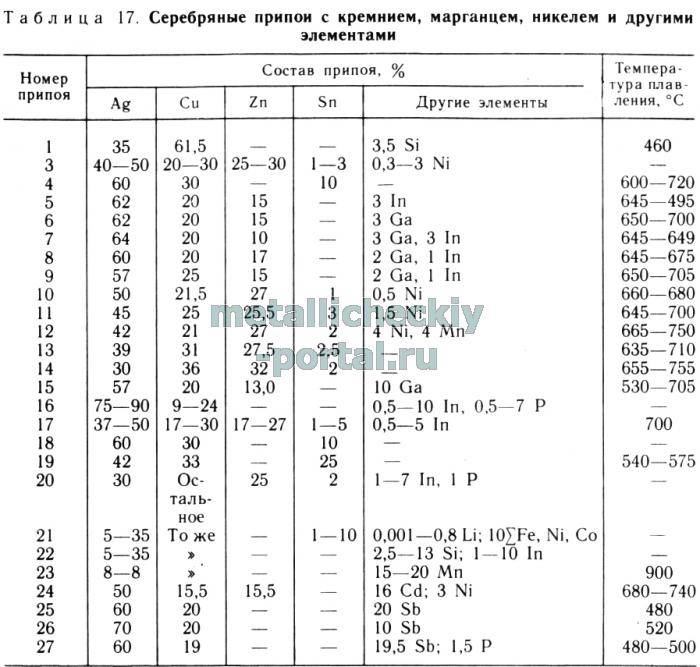
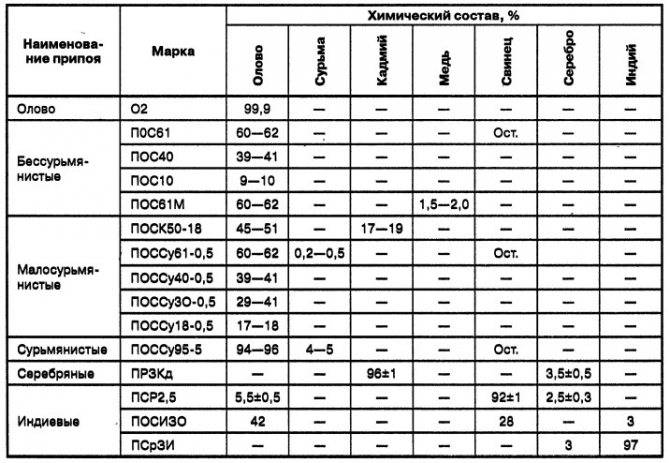
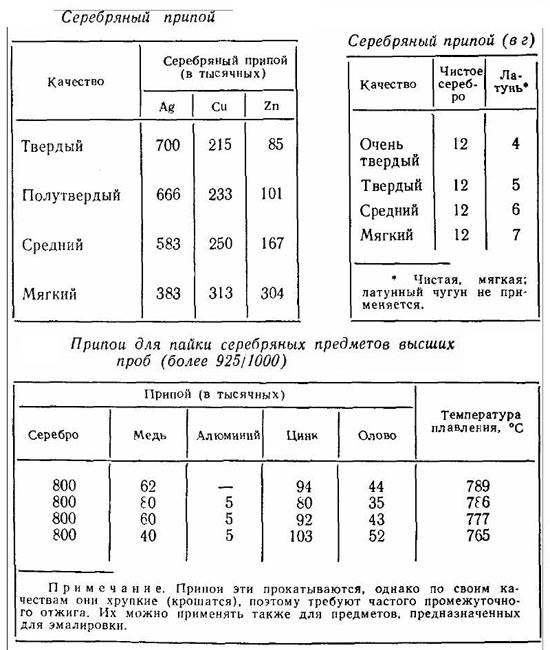
На практике опытные мастера выполняют паяльные работы для соединения изделий из серебряных сплавов с применением припоя, состоящего из цинка и меди, но, помимо них, в припое должно содержаться как минимум 75-85% чистого серебра. Такой припой с серебром по своей себестоимости выходит довольно дорогим, поэтому его применяют только для локальных мелких ювелирных ремонтных работ.
Если требуется выполнить техническую пайку радиодеталей, у которых поверхность покрыта серебрением, то применяют другой, более дешевый вод припоя, в котором содержание серебра не превышает 25%.
Для проведения работ по соединению деталей из серебряного сплава потребуются специальные приспособления и припои.
Оборудование
Чтобы начать выполнение паяльных работ, поверхность деталей из серебряного сплава нужно очистить от различного вида загрязнений. А также потребуется подготовить необходимые для работы инструменты и материалы.
- Поверхность из огнеупорного материала. Это может быть асбестовая ткань или огнеупорный кирпич, который можно заменить обычным.
- Паяльник либо небольшая газовая горелка с направленным пламенем. Иногда может потребоваться и специальная муфельная печь, в которой расплавляют серебро.
- Припой с содержанием серебра и флюс для серебряных поверхностей.
- Раствор кислоты для травления серебра.
- Пинцет, кусачки, щипцы из меди, кисточка, кусочек ткани.
Для работ, связанных с паянием серебряных сплавов, нужно выбрать помещение, оборудованное хорошей стационарной мощной вытяжкой, или же должен быть доступ приточного воздуха, необходимого для проветривания. Такие требования объясняются тем, что работа в процессе паяния серебра связана с токсичными для здоровья человека компонентами, выделяющимися при очистке серебряной поверхности флюсом или при травлении серебра кислотой.
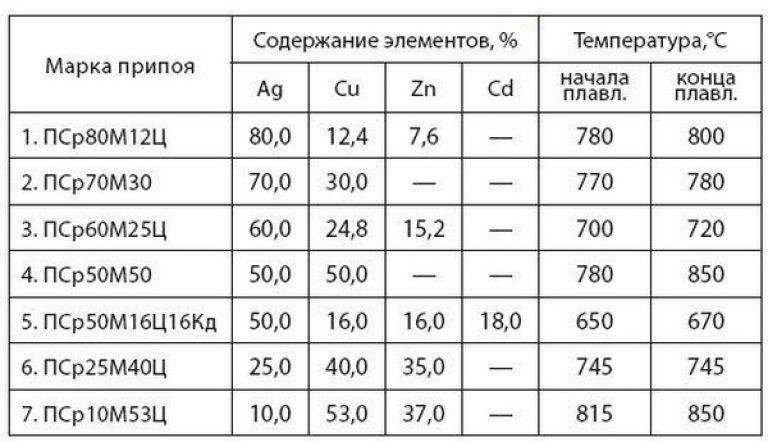
Припои
Предназначенные для паяния серебряных сплавов припои имеют высокую стойкость к коррозии и обладают повышенной степенью прочностью. Маркируют такие припои с помощью буквенно-цифрового обозначения, где цифра обозначает то, сколько в процентном соотношении содержится в составе припоя чистого металла серебра. Чтобы пайка в месте соединения деталей получилась прочной, мастера применяют припои, которые плавятся при температуре, превышающей 240ºС.
С этой целью используют специальную пасту с серебром, а также припой марок ПСР2 или ПСР2,5. В ювелирных мастерских для ремонта серебряных украшений используются припои, в составе которых содержится медь и серебро, причем серебра там может быть более 70%. Есть марки припоя, в составе которых содержатся серебро, медь и цинк. В этом случае 70% состава занимает серебро, затем до 25% медь, а доля цинка не превышает 5%.
Специальные припои с содержанием в них чистого серебра можно делать и самостоятельно, если для этого имеются все необходимые ингредиенты. В некоторых составах, пригодных для технических работ или для пайки радиодеталей, серебра может содержаться всего 25-45%, а остальная часть поровну будет делиться между медью и цинком. Чтобы изготовить такой припой, в муфельную печь складывают все ингредиенты: серебро, цинк и медь. В печи при высокой температуре ингредиенты полностью расплавляются и смешиваются, затем готовый сплав разливают на специальную жаропрочную подложку и дают ему застыть. Готовый брусок серебряного сплава пропускают через вальцовочный станок и делают тонкие пластинки припоя небольшого размера, удобные для дальнейшего использования.
Для удаления с поверхности спаиваемых между собой деталей оксидной пленки потребуется применить флюс. Этот компонент нужно ровным слоем разместить в области будущей пайки. Флюс очистит и закроет рабочую поверхность благородного металла от воздействия на него кислорода. Для пайки изделий из серебряных сплавов флюс можно сделать и самостоятельно, смешав в равных частях порошок поташа и буры. Если поташ отсутствует, его заменяют содой – технической или обыкновенной пищевой. В виде флюса можно применять и слабый раствор кислоты, но для эффективности использовать его нужно только в теплом виде.
Для чего нужна кнопка «Tab» на клавиатуре
Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
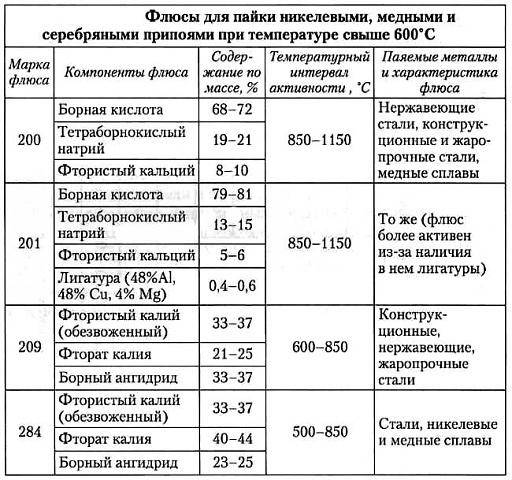
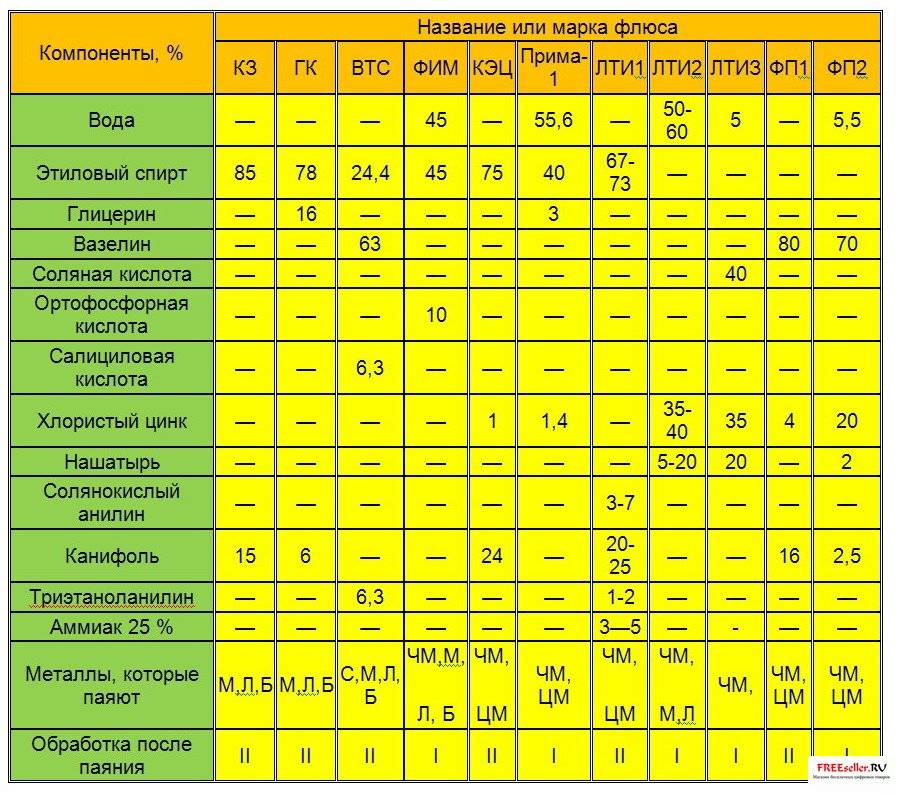
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.


Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.


Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.






В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов.
Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва.
Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность
В местах, куда флюс не попал, стыковочный шов разрушится.
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства.


В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Классификация припоев
| Вид припоев | Температура плавления Tпл., °C | Предел прочности при растяжении, МПа | Сплавы |
|---|---|---|---|
| Мягкие | До 300 | 16—100 | оловянно-свинцовые, оловянно-свинцово-кадмиевые, оловянно-цинковые, сурьмянистые, бессвинцовые (Sn+Cu+Ag+Bi+др.) |
| Твёрдые | Свыше 300 | 100—500 | медно-цинковые, медно-никелевые, медно-фосфористые, серебряные |
Припои принято делить на две группы:
- мягкие;
- твёрдые.
К мягким относятся припои с температурой плавления до 300 °C, к твёрдым — свыше 300 °C. Кроме того, припои существенно различаются по механической прочности. Мягкие припои имеют предел прочности при растяжении 16—100 МПа, а твёрдые — 100—500 МПа.
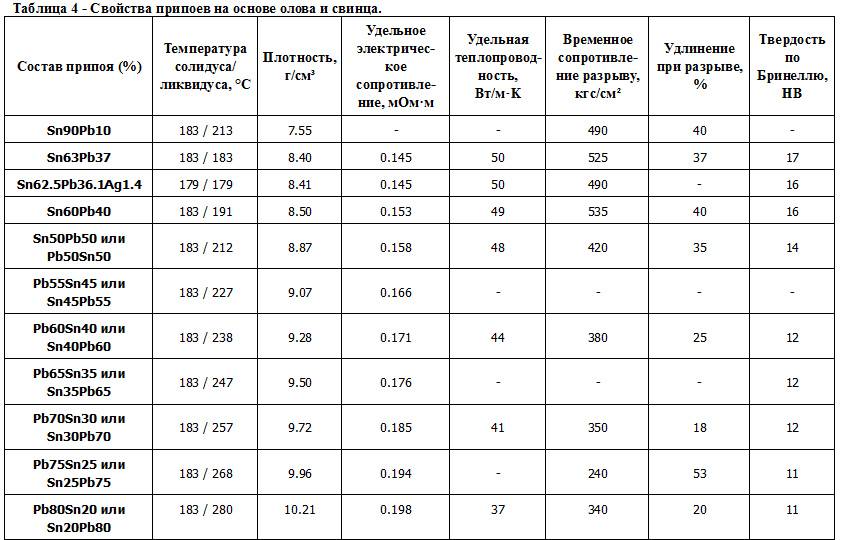
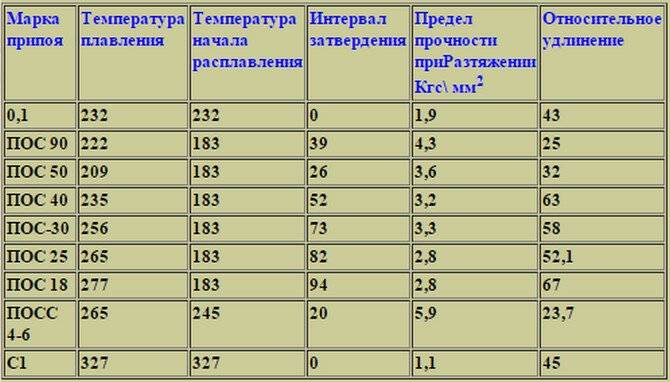
К мягким припоям относятся оловянно-свинцовые сплавы (ПОС) с содержанием олова от 10 (ПОС-10) до 90 % (ПОС-90), остальное — свинец. Электропроводность этих припоев составляет 9—15 % электропроводности чистой меди. Плавление этих припоев начинается при температуре 183 °C (температура плавления эвтектики системы олово-свинец) и заканчивается при следующих температурах плавления ликвидуса:
ПОС-15 — 280 °C.
ПОС-25 — 260 °C.
ПОС-33 — 247 °C.
ПОС-40 — 238 °C
ПОС-61 — 183 °C
ПОС-90 — 220 °C
Припои ПОС-61 и ПОС-63 плавятся при постоянной температуре 183 °C, так как их состав практически совпадает с составом эвтектики олово-свинец.
Кроме этих составов в качестве мягких припоев используются также:
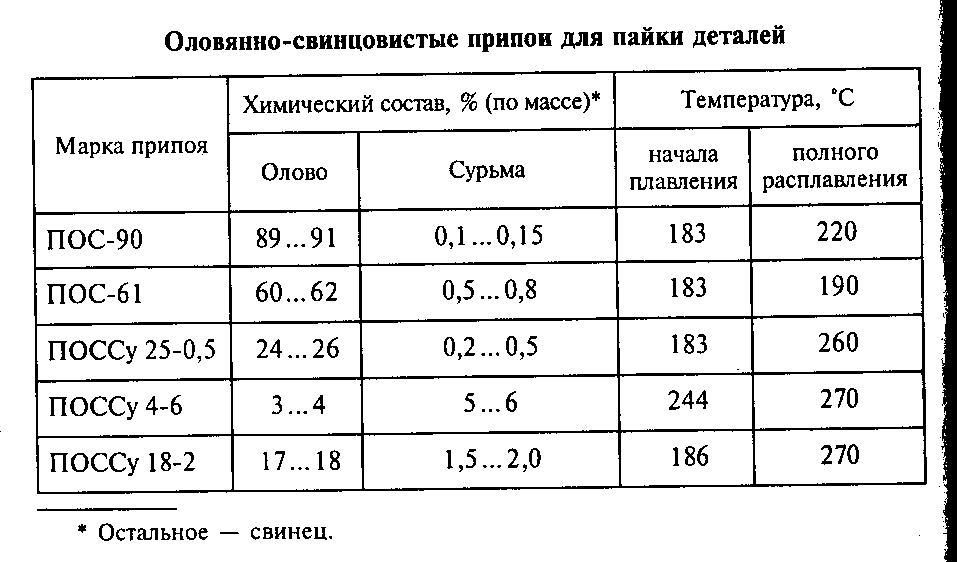
- сурьмянистые припои (ПОССу), применяемые при пайке оцинкованных и цинковых изделий и повышенных требованиях к прочности паяного соединения,
- оловянно-свинцово-кадмиевые (ПОСК) для пайки деталей, чувствительных к перегреву и пайки выводов к конденсаторам и пьезокерамике,
- оловянно-цинковые (ОЦ) для пайки алюминия,
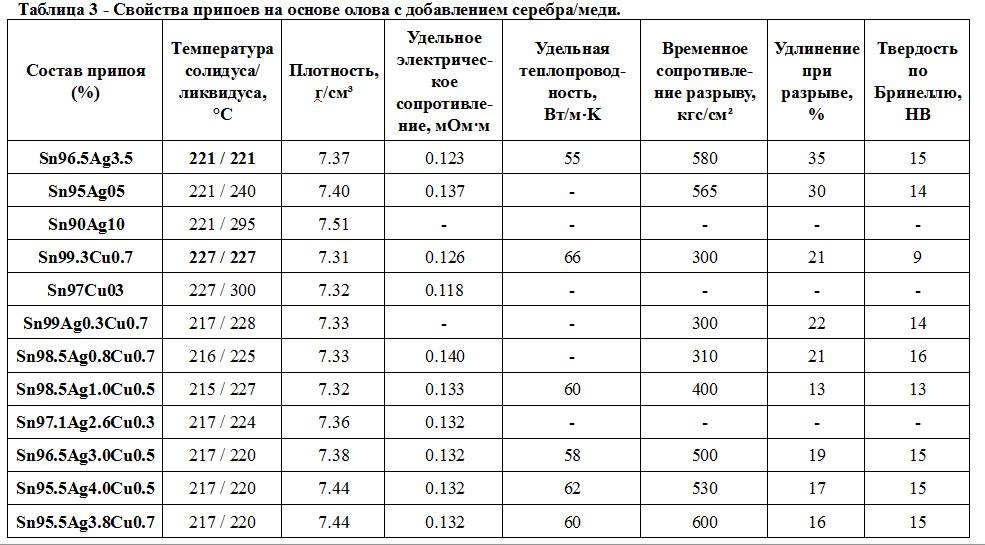
- бессвинцовые припои, содержащие наряду с оловом медь, серебро, висмут и др. металлы.
Твёрдые припои
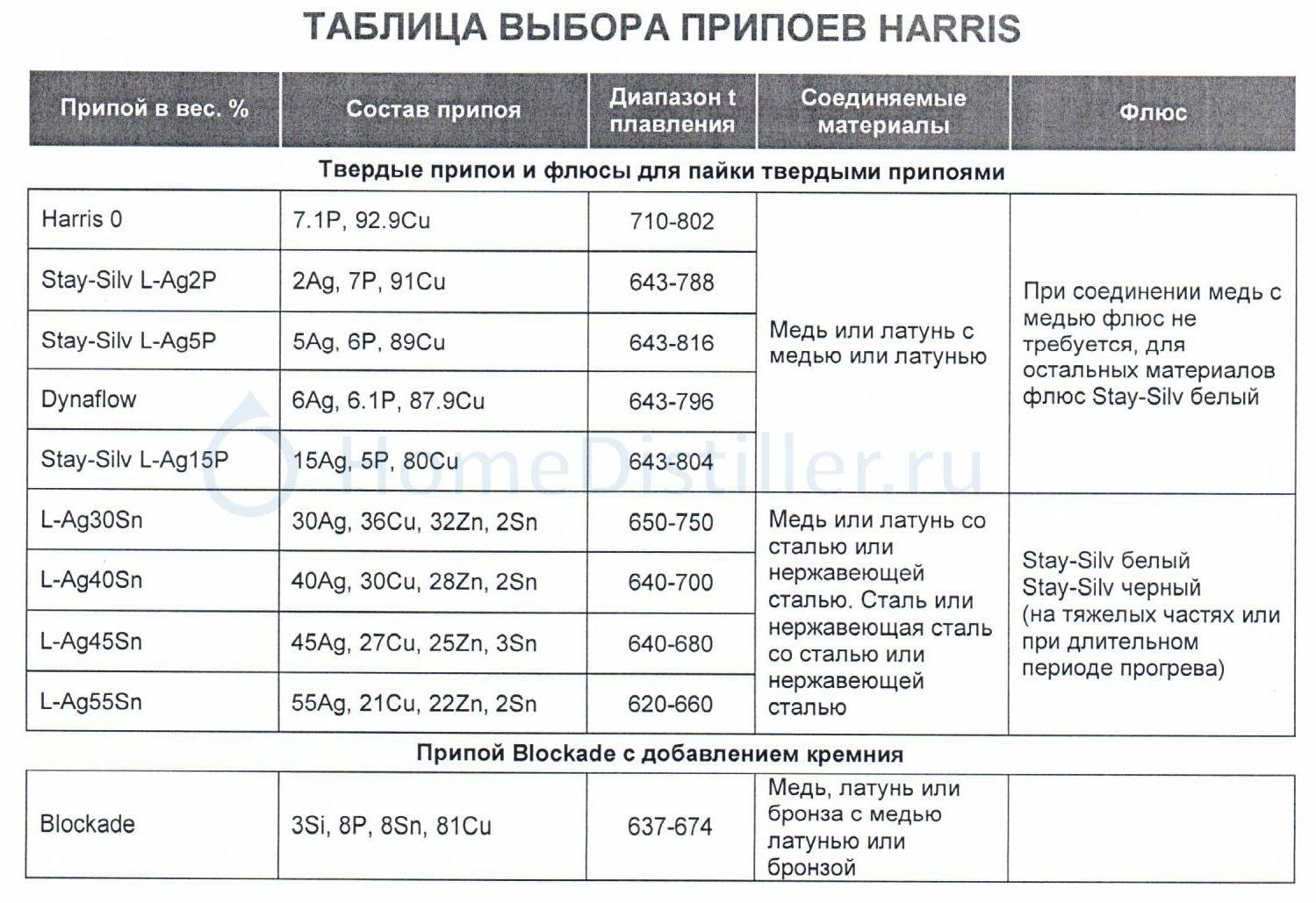
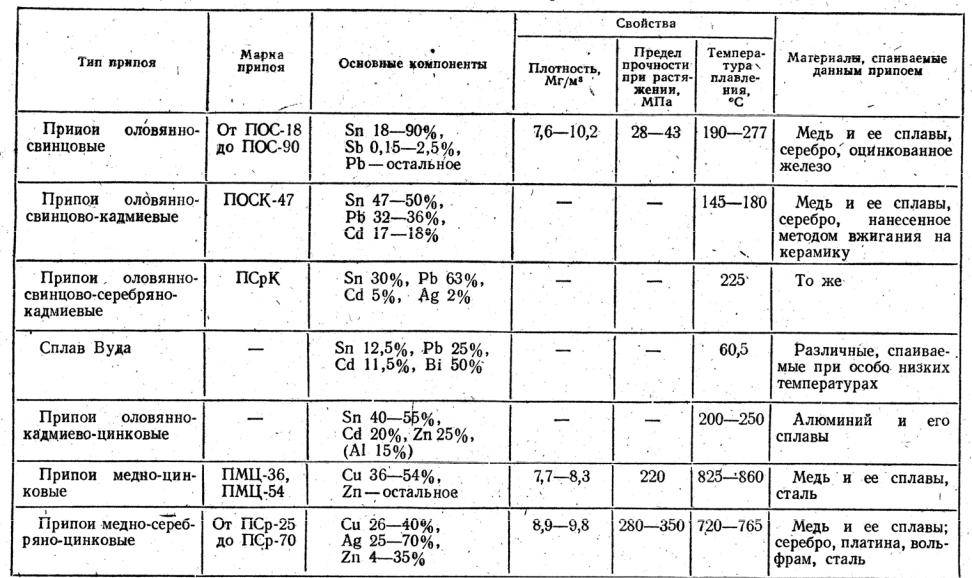
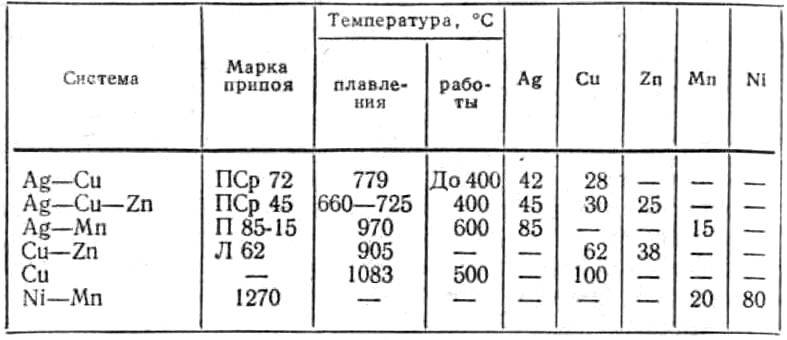
Наиболее распространёнными твёрдыми припоями являются медно-цинковые (ПМЦ) и серебряные (ПСр) с различными добавками:
| Припой марка | Состав | Температура плавления, °С | Плотность, г/см3 |
|---|---|---|---|
| Медно-цинковый ПМЦ-36 | 36 % Сu; 64 % Zn | 825—950 | 7,7 |
| Медно-цинковый ПМЦ-54 | 54 % Cu; 46 % Zn | 860—970 | 8,3 |
| Серебряный ПСр-15 | 15 % Ag; остальное Сu и Zn | 635—810 | 8,3 |
| Серебряный ПСр-45 | 45 % Ag; остальное Сu и Zn | 665—725 | 9,1 |
| Медно-титановый ПМТ-45 | 49—52 % Сu; 1—3 % Fе; 0,7—0,1 % Si; 45—49,3 % Ti | 955 | 6,02 |
Температуры плавления припоев марок ПСр и ПМЦ:
ПСр-10 — 830 °С.
ПСр-12 — 785 °С.
ПСр-25 — 765 °С.
ПСр-45 — 720 °С.
ПСр-65 — 740 °С.
ПСр-70 — 780 °С.
ПМЦ-36 — 825 °С.
ПМЦ-42 — 833 °С.
ПМЦ-51 — 870 °С
Широко применяются медно-фосфористые припои. К медно-фосфористым припоям относятся сплавы меди, олова с добавками фосфора. Такие припои применяются при пайке меди, медных сплавов, серебра, чугуна, твердых сплавов.
Температуры плавления медно-фосфористых припоев:
П81 — 660 °С
П14 — 680 °С
МФ7 — 820 °С
П47 — 810 °С
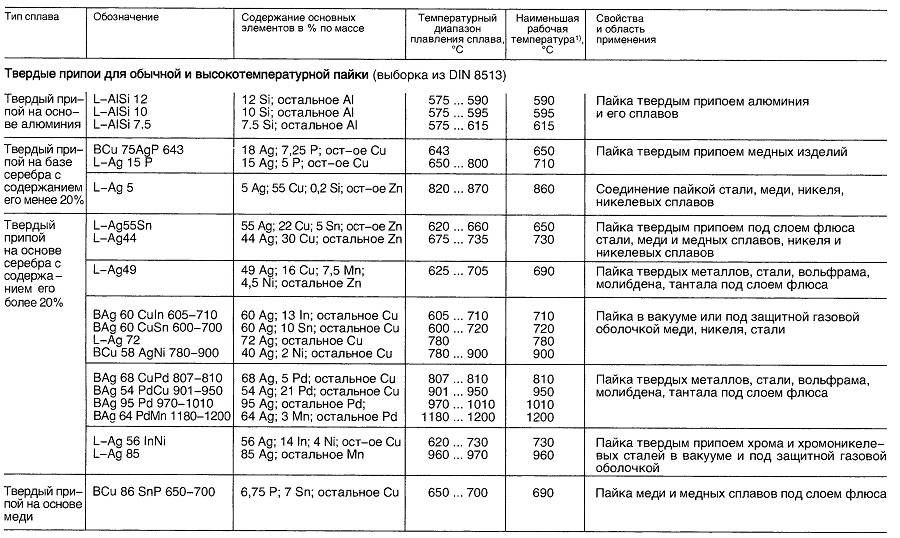
Серебряные припои
Серебряные припои имеют температуру плавления от 183 до 1133 °С и представляют собой сплавы серебро-свинец-олово; серебро-свинец; серебро-медь; серебро-медь-цинк; серебро-медь-цинк-кадмий; и т. д.
Серебряные припои имеют достаточно широкую область применения:
- лужение и пайка меди, медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз;
- пайка железоникелевых сплавов с посеребренными деталями из стали;
- пайка стали с медью, никелем, медными и медно-никелевыми сплавами;
- пайка меди с никелированным вольфрамом;
- пайка титана и титановых сплавов с нержавеющей сталью;
- пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями;
- пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово-оловянистых бронз;
- пайка и лужение меди, никеля, медных и медно-никелевых сплавов с посеребренной керамикой, пайка посеребренных деталей;
- пайка меди и никеля со стеклоэмалью и керамикой;
- пайка и лужение ювелирных изделий;
- пайка меди с бронзой, меди с медью, бронзы с бронзой;
- пайка меди, медных сплавов и сталей по свежеосаждённому медному гальваническому покрытию толщиной не менее 10 мкм;
- пайка и лужение цветных металлов и сталей;
- пайка и лужение серебряных деталей.
Короб из гипсокартона
Один из самых часто используемых способов маскировки вертикальных труб в ванной комнате или туалете
Для работ важно выбрать влагоустойчивый гипсокартон. От обычных такие плиты отличаются цветом
Они имеют зелёную окраску.
 ФОТО: zabavnik.clubВариант маскировки труб в туалете
ФОТО: zabavnik.clubВариант маскировки труб в туалете
Порядок работ:
- нанести разметку и установить каркас из металлопрофиля;
- в местах прилегания каркаса к трубам проложить специальную ленту;
- с помощью саморезов обшить каркас листами гипсокартона;
- вырезать люки и отверстия для доступа к коммуникациям;
- оштукатурить поверхность, скрыть швы.
Далее варианты отделки могут быть самые разные: покраска, укладка плиткой, панелями и прочее. Не забудьте вырезать отверстия для доступа к трубам, для этого заранее продумайте, как будет крепиться дверь или люк. Лучше всего заранее дверь усадить на петли, а уже потом приниматься за отделку.





Когда лучше прятать трубопроводную систему в ванной

Открытые трубы в ванной часто портят дизайн помещения
Помимо того, что нужно знать основные правила проведения такой процедуры, вы должны понимать, когда лучше этим заняться — во время капитального ремонта или во время косметического. Безусловно, во время капитального.
Работа с титаном
 Для пайки тугоплавких металлов и сплавов возможностей большинства описанных припоев недостаточно. Нужны совершенно другие высокотемпературные компоненты. Таким химическим элементом является титан, имеющий температуру плавления около 1700 °С.
Для пайки тугоплавких металлов и сплавов возможностей большинства описанных припоев недостаточно. Нужны совершенно другие высокотемпературные компоненты. Таким химическим элементом является титан, имеющий температуру плавления около 1700 °С.
Он образует прочные швы даже на изделиях с остатками оксидов. Процесс нужно проводить в атмосфере чистого аргона или гелия при значительном понижении давления в рабочей зоне.
Высокотемпературные составы из титана и меди, никеля, кобальта, других металлов проявляют свойства эвтектических систем. Сами по себе они обладают хрупкостью, применяются в виде порошков, паст.
Проволоку, ленты, полосы их этих сплавов изготовить не удается. Работать паяльником с тугоплавкими композитами невозможно.
В некоторых случаях на практике реализуют технологию контактного плавления. В зазор изделия, подлежащего пайке, помещают фольгу из титана или его сплавов.
При достижении температуры 960 ℃ начинается, а при показаниях 1100 ℃ заканчивается образование эвтектического сплава, играющего роль припоя.
Изделия, подлежащие эксплуатации при очень высоких температурах, подлежат спайке при помощи сплавов с добавками кремния, железа. Для реализации таких технологических процессов нужны мощные источники энергии.
Требуемой температуры достигают в вакуумных печах, плазменными горелками. Можно применять с этой целью электроконтактный способ или воздействие электронным лучом.
Высокотемпературное спаивание деталей – трудоемкий процесс, требующий специальных знаний и квалификации. Располагая хорошими вспомогательными средствами, оборудованием можно справиться с производственной задачей любой степени сложности.
Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.

Низкотемпературный припой
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Это интересно: Чем лучше обезжирить металл перед покраской — изучаем в общих чертах
Алексей Ефремов
В нашей стране для ручной пайки традиционно применяют жидкий флюс и проволочный припой, однако при отсутствии отмывки остатков флюса эта технология приводит к существенному снижению надежности радиоэлектронной аппаратуры. Причины снижения надежности РЭА вызваны частичной термической обработкой флюсов при ручной пайке (только в зоне формирования паяного соединения), следовательно, только частичным выгоранием активаторов и локальными процессами поликонденсации. Остатки флюса, которые не были подвергнуты термической
обработке при температурах пайки, являются потенциальными источниками коррозии, электромиграции и повышенных токов утечки в процессе эксплуатации РЭА. Применение многоканальных трубчатых припоев, не требующих отмывки, позволяет полностью решить эту проблему.
Многоканальные трубчатые припои фирмы Multicore Solders
Многоканальные трубчатые припои фирмы Multicore Solders на протяжении многих лет преобладают на российском рынке. Даже название фирмы Multicore Solders («Многоканальные припои»), основанной в 1939 году, говорит о многом. Одним из основных преимуществ трубчатых припоев Multicore Solders является большое количество каналов флюса (до 5) в прутке припоя. Увеличенное количество каналов флюса обеспечивает равномерное распределение флюса без пропусков по длине прутка, что предотвращает возможность пайки
«всухую», без флюса, как в случае с одноканальными припоями.
Трубчатые припои Multicore Solders разработаны для различных применений, в том числе для пайки печатных плат радиоэлектронной аппаратуры и конструкционных изделий.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.








Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
|---|---|---|---|---|
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплавд Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово — 10 Свинец — 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа — 1 | Олово — 55 Цинк — 25 Кадмий — 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа — 2 | Олово — 40 Цинк — 25 Кадмий — 20 Алюминий — 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Практическая сторона
Для того чтобы пайка медных труб своими руками прошла успешно, нужно повысить коэффициент адгезии. Сделать это поможет флюс и предварительная зачистка поверхности. Если планируется залить всю конструкцию бетоном, то в этом случае применяется высокотемпературная технология пайки.
Припой для пайки меди продается в любом специализированном магазине
На поверхности формируется максимальная адгезия, которая и способствует равномерному распределению припоя.
Вне зависимости от используемой технологии необходимо корректно подобрать материал и оборудование:
- Припой;
- В большинстве случаев в домашних условиях работа выполняется газовой горелкой;
- Инструмент для медных труб.
Новички должны помнить, что мягкий и твердый припой – не одно и то же. В первом случае технология основана на t до +425 С. Воспользоваться твердым припоем нужно в том случае, когда материал эксплуатируется при повышенных нагрузках. На выбор типа припоя влияют 2 фактора – предельный диаметр медной трубы и жидкость, которую планируется поместить внутрь системы. В меньшей степени выбор обусловлен финансовыми возможностями заказчика.