Контролируем качество сварного шва
При монтаже сварных соединений любым из описанных выше методов очень важно правильно оценить, насколько качественным получился сварной шов. От этого зависит, можно ли будет использовать этот участок трубопровода, или придется все переделывать

Деталь с двумя правильными сварными швами
Критериев оценки на самом деле не так много, и запомнить их довольно просто:
- Самый главный признак качества — наличие равномерного валика из полиэтилена по всей окружности трубы. Если валик будет искривленным, или же вместо валика будет впадина, пользоваться соединением нельзя;
- Следующий важный фактор – соосность. Небольшое смещение стыкуемых деталей допускается, но оно не должно превышать 10% от толщины трубной стенки;

Фото дефектного участка при несоблюдении соосности
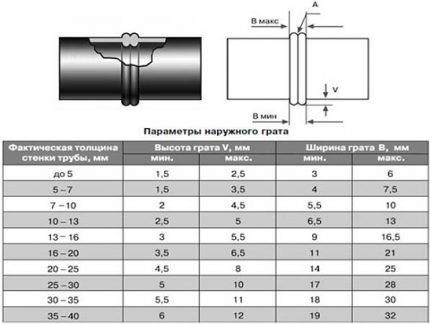
- Высота валика из расплавленного полиэтилена также лимитируется. Для труб со стенками 5 – 10 мм эта величина составляет 2,5 – 3 мм, для труб со стенками до 20 мм – 5 мм и менее.
Конечно, если вы монтируете трубопровод низкого давления или безнапорные коммуникации, то небольшим отступлением можно и пренебречь, но делать этого все-таки не стоит. Куда проще сделать новое сварное соединение, чем впоследствии ремонтировать эксплуатируемую трубу.
Как сварить полиэтиленовые трубы в раструб
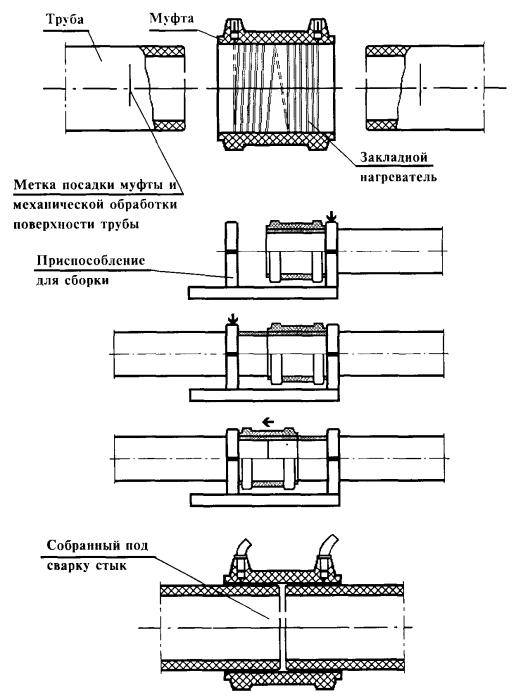
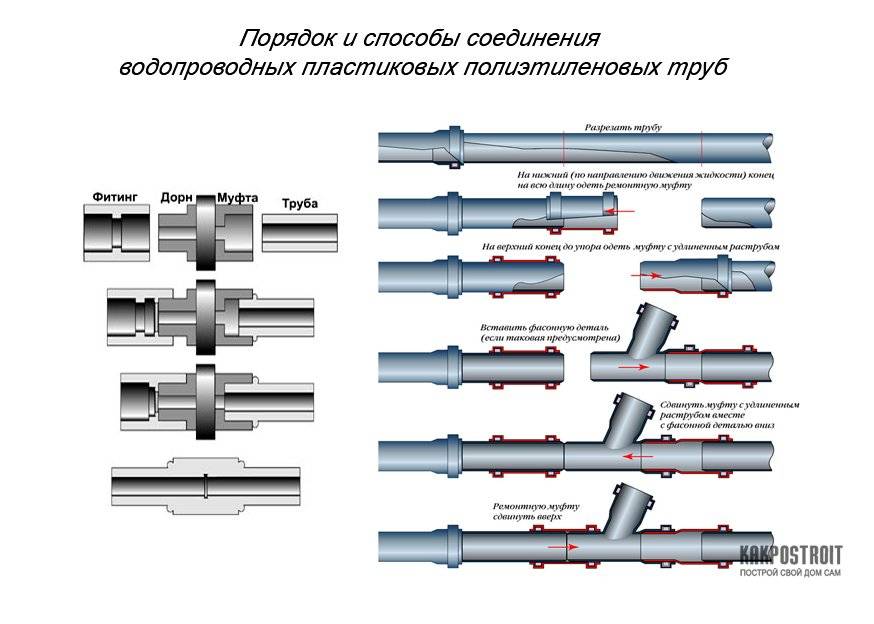
Данный тип сварки осуществляется посредством ввода более узкой части трубы в широкую. Следует отметить, что раструбы могут быть на трубах изначально или можно их приварить отдельно. Если используется второй вариант, то для этого используется гладкостенная муфта. А уже в дальнейшем в нее крепят методом сварки торцы обеих труб.
Ошибки при сварке труб встык.
Данный вид сварки финансово более затратен, нежели предыдущий аналог. На это влияет и количество швов, и покупка дополнительного элемента – муфты.
Этапы работ сварки полиэтиленовых труб в раструб:
- В первую очередь необходимо обрезать края труб, соблюдая прямой угол. После этого им придают необходимые формы при помощи калибровщика и фаскоснимателя.
- Все рабочие материалы приводятся в порядок, очищаются от загрязнений. Также необходимо подготовить сварочный аппарат, установив на него насадку соответствующего калибра.
- Сам паяльник подключается к электросети и разогревается до необходимых температурных показателей. После того как инструмент готов к работе, муфта надевается на тело первого калибра, а саму трубу вставляют в чашу другого калибра. По прошествии определенного времени паяльник размягчит материал с внутренней стороны муфты и с наружной стороны трубы.
- Как только это произойдет, заготовки снимаются, труба вставляется в муфту. В таком положении стык фиксируется на протяжении 20 секунд, после чего его можно отпускать.
Каждый последующий шов создается аналогичным способом.
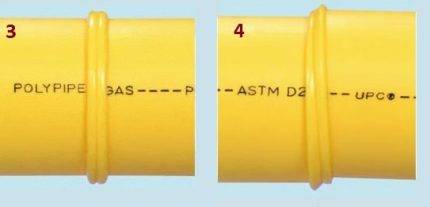
Правильные стыковые сварные швы
Правильность выполнения всех сварочных инструкций можно оценить по итоговому внешнему виду полиэтиленового соединения. В случае формирования неправильного шва и высокого риска нарушения герметичности при дальнейшей эксплуатации, лучше обрезать соединение по краям и сварить новое.
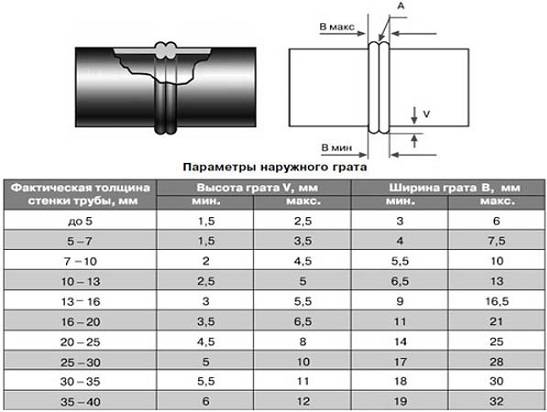


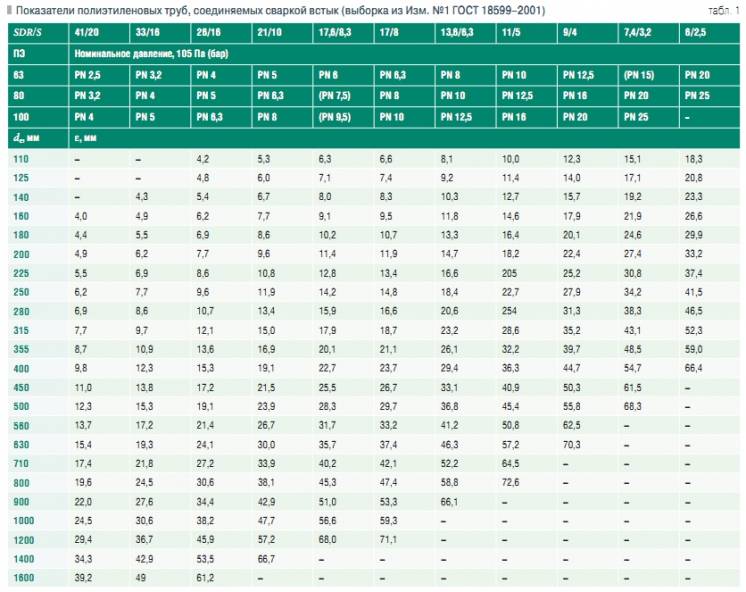
В правильно выполненном шве размеры валика грата должны соответствовать нормативным значениям.
 Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода
Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода
Существуют и дополнительные требования к параметрам валиков:
- Симметричность и равномерность по всей окружности стыка.
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины.
- Цвет валиков должен быть идентичен окрасу трубы.
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
И конечно, полностью исключается наличие трещин и пор.
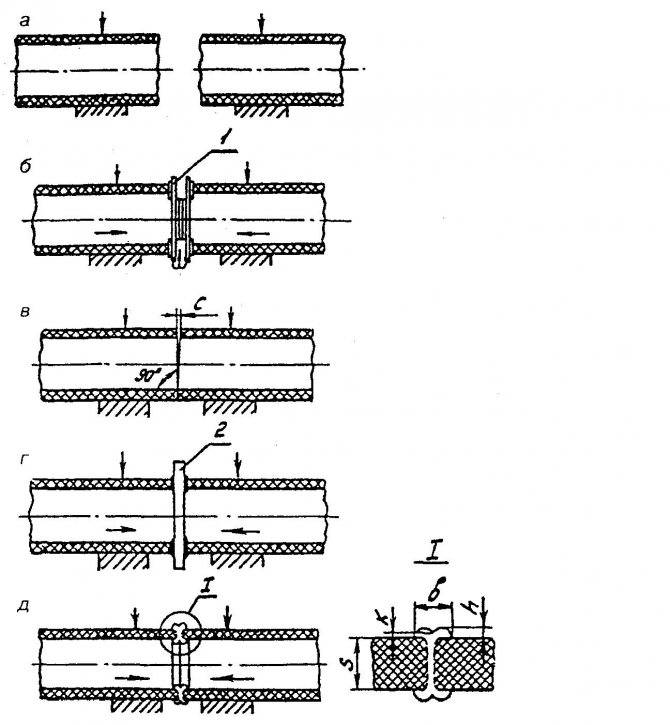
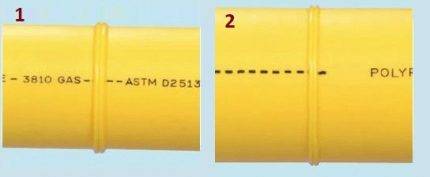 1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке
1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке
 3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки
3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки
Причиной несимметричности валиков по окружности может быть некачественное предварительное торцевание или расположение торцевателя под наклоном к трубе.
Типы сварки ПЭ труб, условия применения
Трубы из полиэтилена соединяют в конструкцию разными способами сварки, каждый из способов применяется в соответствие с определёнными условиями.
Основные виды сварных соединений:
- Электромуфтовая. Для спайки туб из ПНД способом электромуфтовой сварки используют муфты из пластика, в которые вмонтированы спиральные элементы, нагревающиеся подачей тока.
- Враструб. Сварная стыковка с применением фитингов и муфт предназначена для водопроводных конструкций внутри дома.
- Стыковая. Такого рода сварка применяется на внешних участках. Позволяет укладывать коммуникации как в грунт (траншейным способом), так и на поверхности.
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС — можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.
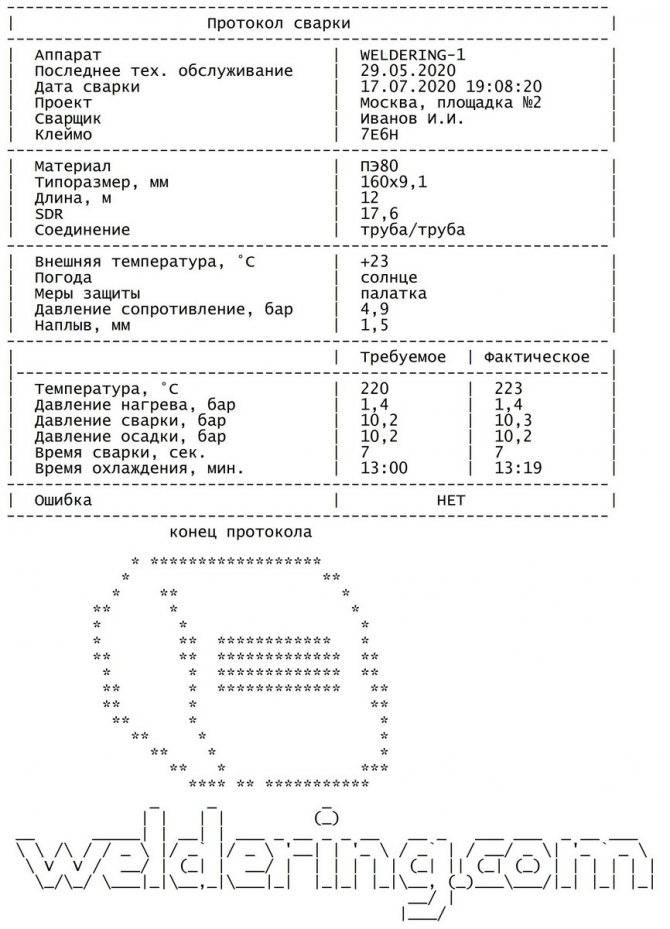
Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
Способы соединения
Качественно выполненное сварное соединение полиэтиленовых труб позволяет сохранить первоначальную гибкость труб из ПНД и не оказывает отрицательного влияния на их прочность. Такой трубопровод представляет собой монолитную конструкцию, как если бы он был одной трубой внушительной длины. Сварка используется при монтаже коммуникаций открытым способом (на поверхности земли с последующей укладкой в траншеи) и при бестраншейной реновации.
Многие не знают, как соединить полиэтиленовые трубы с применением сварочного оборудования. Существуют два метода выполнения сварки напорных труб из полиэтилена:
- стыковая;электромуфтовая.
Нюансы предварительной подготовке к сварочным работам
Говоря о том, как сварить полиэтиленовые трубы в домашних условиях, нужно учитывать не только правила пользования, но и технику безопасности при работе со сварочным оборудованием.
Залогом успеха является проведение подготовительных работ:
- Каждый узел сварочного оборудования должен быть тщательно очищен и проверен на предмет наличия дефектов, которые могут сказаться на качестве и безопасности проводимых работ.
- Вся проводка и заземление должны быть проверены на предмет дефектной или вовсе отсутствующей изоляции.
- Топливные агрегаты необходимо дозаправлять, либо удалять из них старое застоявшееся топливо и заливать новое.
- Обязательно производить контрольный запуск установки, чтобы убедиться в ее работоспособности.
- Уровень масла в гидравлической системе сварочного аппарата необходимо проверить и выполнить с ним те же действия, что и с топливом.
- Если сварочный аппарат является мобильным, то его перемещение должно выполняться свободно, чтобы работы выполнялись без заминок и без риска для оператора установки.
- Ножи торцующего устройства должны быть отточены до идеального состояния, чтобы процесс обработки труб и фитингов происходил оперативно, а в результате получались качественные изделия.
- Каждое контрольно-измерительное устройство должно быть исправно.
- При работе с ПНД необходимо заранее приобрести в нужном количестве зажимы и редукционные вкладыши, диаметр которых должен соответствовать сечению труб.
- Каждую деталь подвергаемую трению следует тщательно смазать. Однако даже при выборе смазочной смеси нужно обращать внимания на требования, выдвигаемые производителями труб.
Итог
Соблюдая все правила и инструкции, приведенные в статье, можно получить качественное соединение для полиэтиленовых труб. Способ того, как сварить полиэтиленовую трубу, должен выбираться по основным критериям: простота реализации и доступность для работника с финансовой стороны вопроса. Лучше всего доверить работу специалисту, который возьмет на себя ответственность за все этапы – от закупки необходимых материалов и оборудования до проведения сварочных работ и введения системы в эксплуатацию.



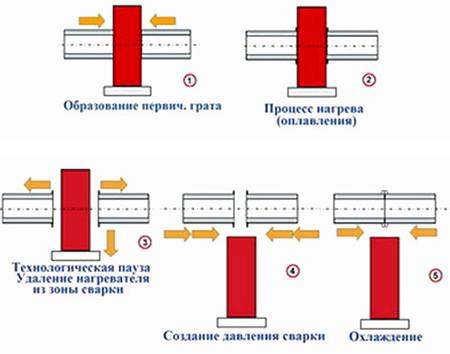
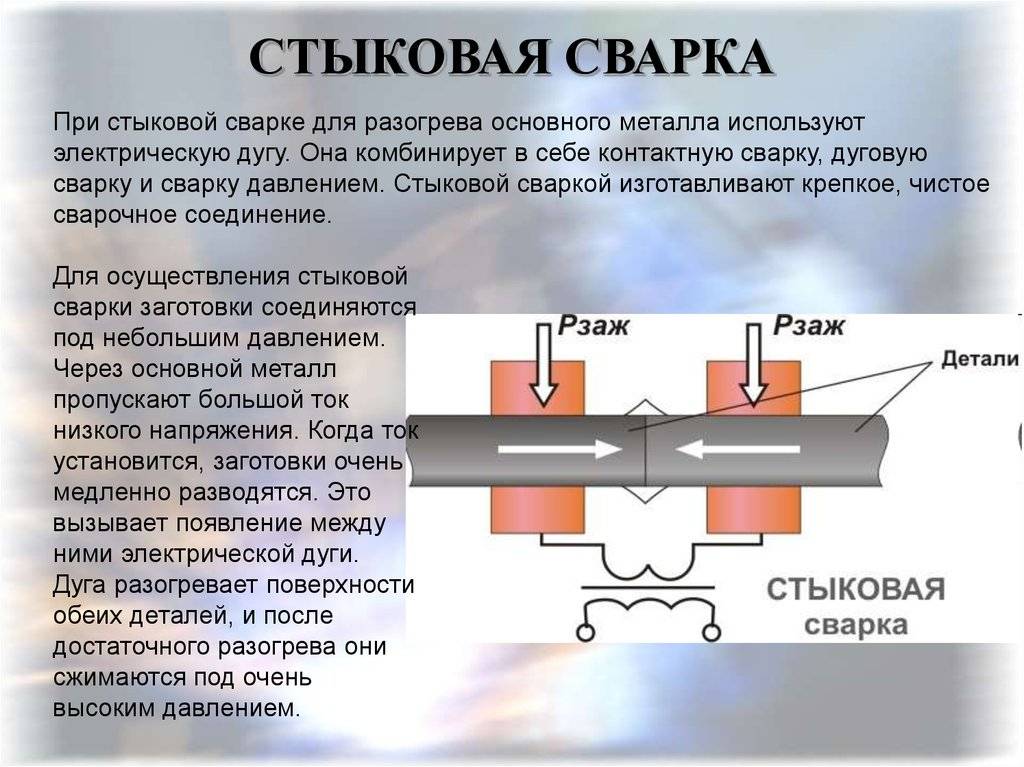

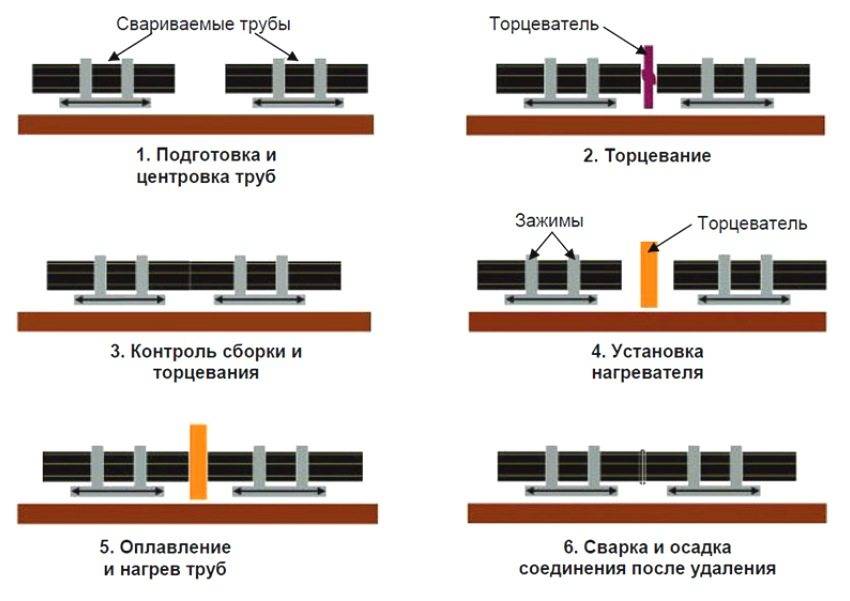
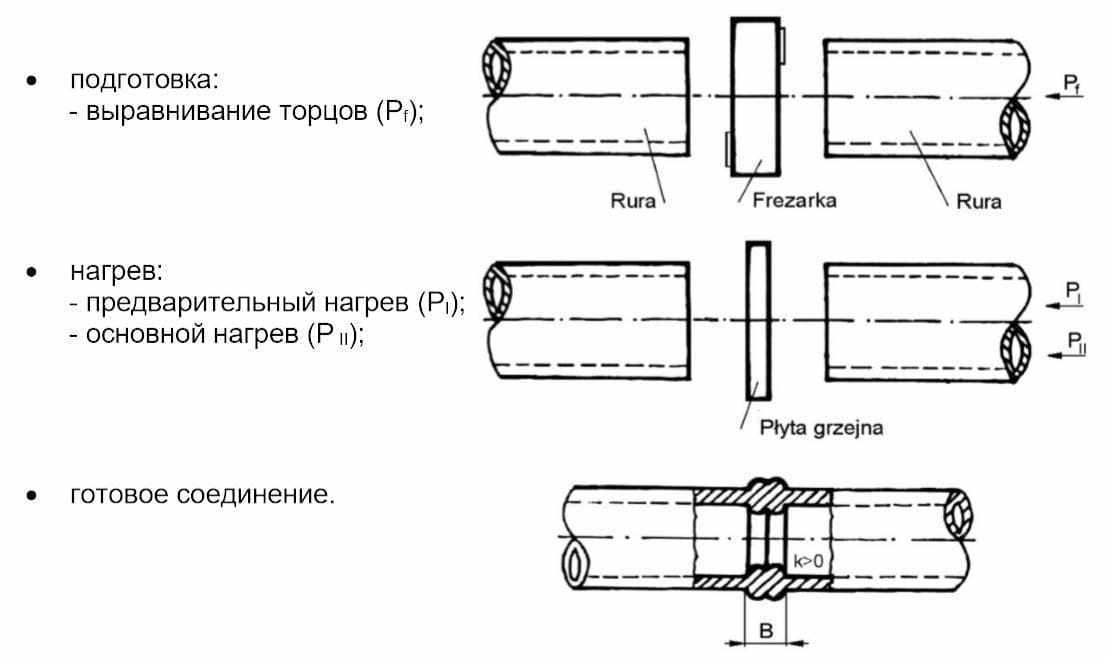
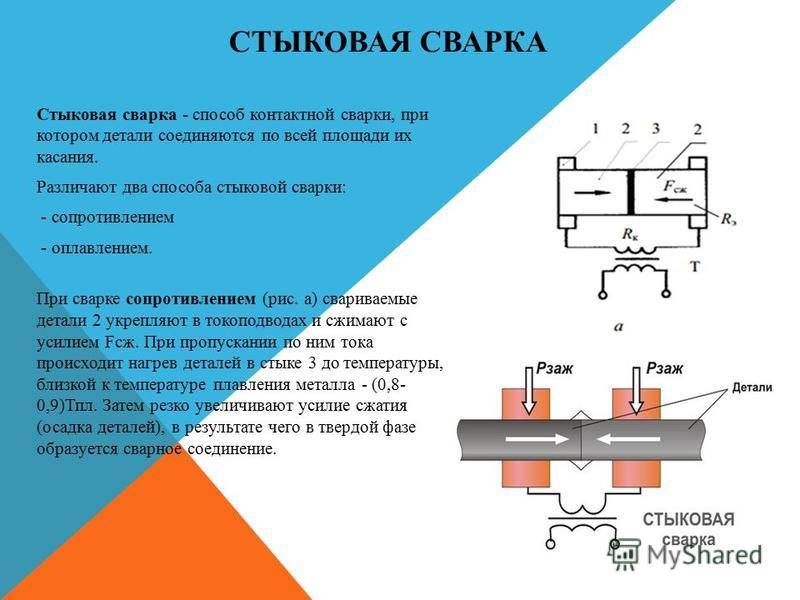
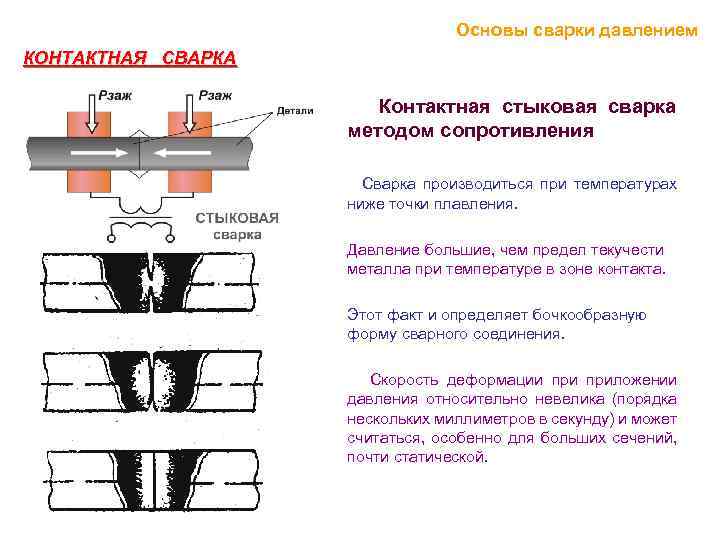
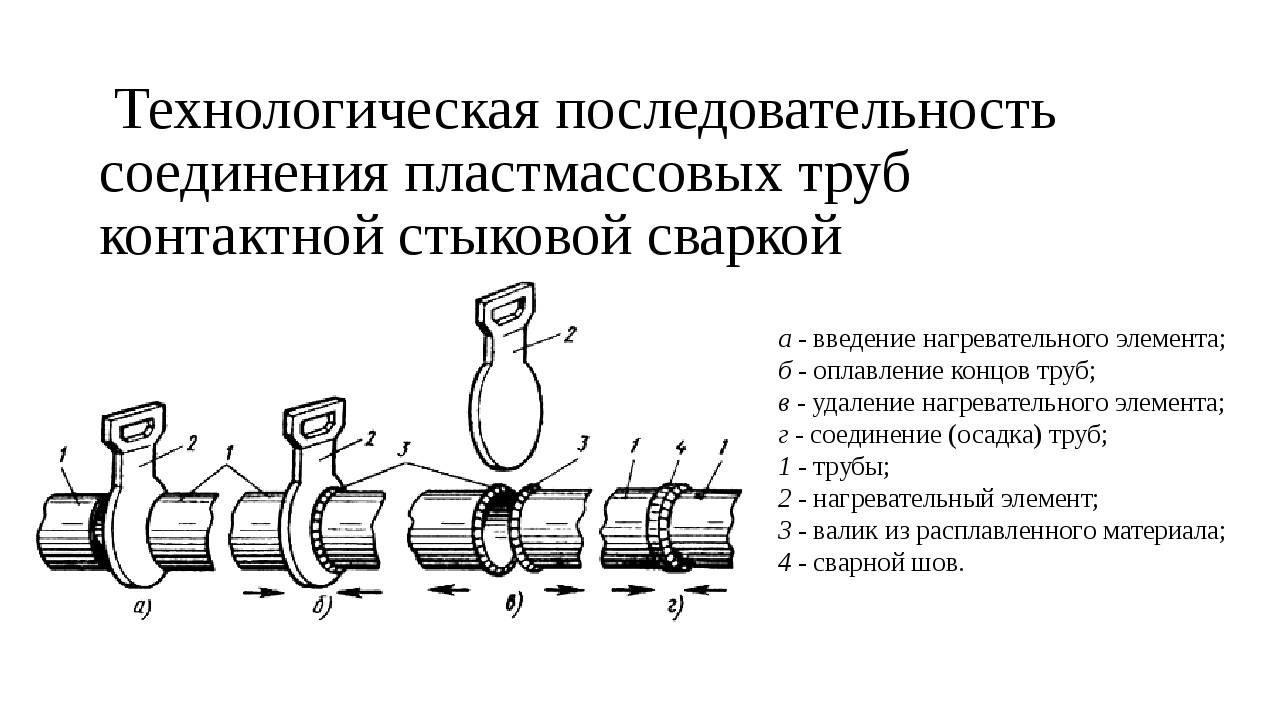
Соединение труб при помощи контактной (стыковой) сварки
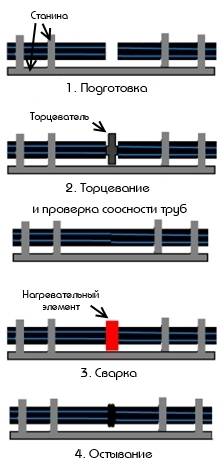
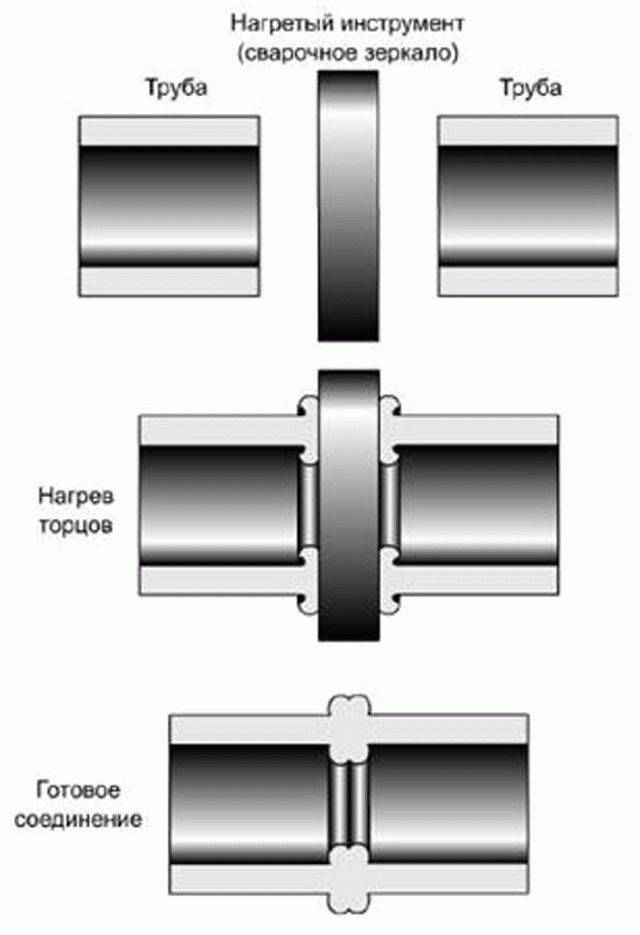
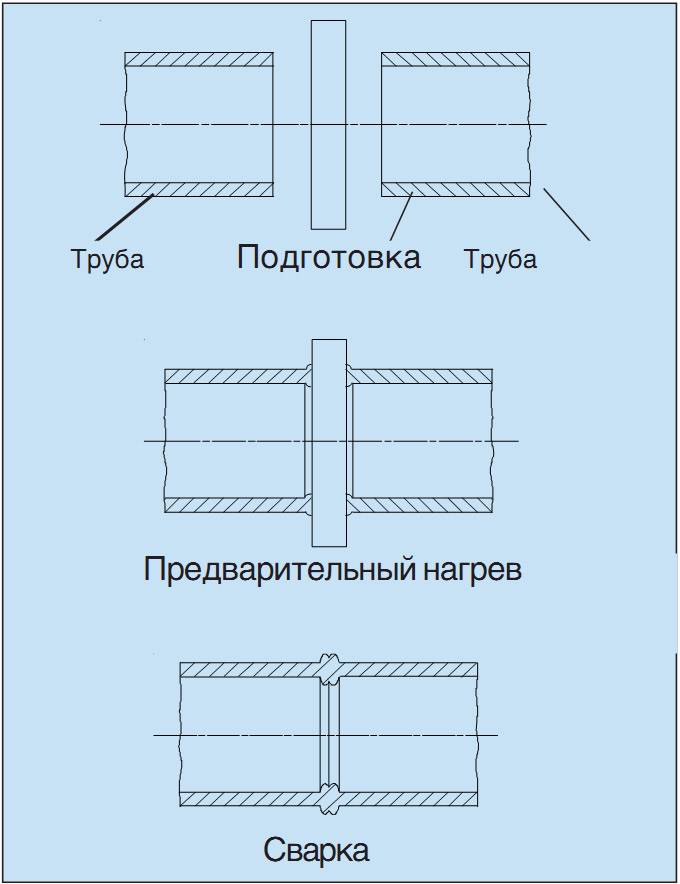
Данный метод можно считать одним из самых часто используемых для соединения полиэтиленовых труб низкого давления. Технология подразумевает закрепление в специальных зажимах изделий, подлежащих свариванию. Устанавливаются такие фиксаторы на общих направляющих. После этого осуществляется процесс торцевания с использованием определенных пил.
Далее, после того, как торцы будут обработаны, их нагревают при помощи электронагревателя. Длится такой процесс до тех пор, пока полиэтилен не приобретет достаточной вязкости, чтобы его можно было без проблем сжимать при помощи гидравлического приспособления. Соединение между собой расплавленной массы обеспечивает качественную и герметичную стыковку труб ПНД на молекулярном уровне.
Благодаря контактной сварке удается сберечь высокую гибкость труб без ущерба для прочностных характеристик. А категория применяемого оборудования определяет качество будущего соединения. Максимально качественное готовое соединение обеспечит сварочный аппарат, у которого будет больше всего возможностей, то есть он сможет лучше контролировать прогрев и правление полиэтилена.
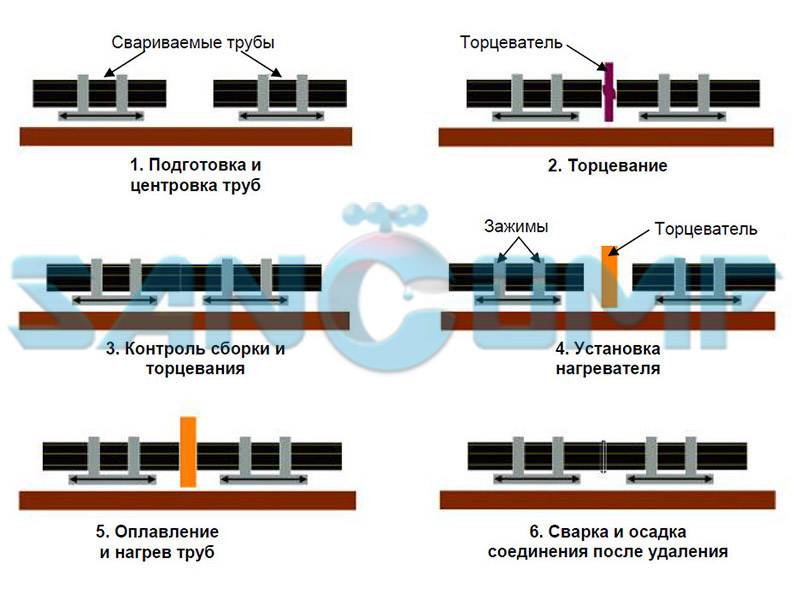
Для правильного соединения труб ПНД следует воспользоваться такой инструкцией:
- Проверьте, чтобы все трубы были правильной формы. Для наилучшего прилегания стыков после среза, зачистите их и подравняйте.
- Правильно разместите в сварочном аппарате трубы, чтобы стыки стали четко друг напротив друга, то есть осуществите центровку деталей на одной оси.
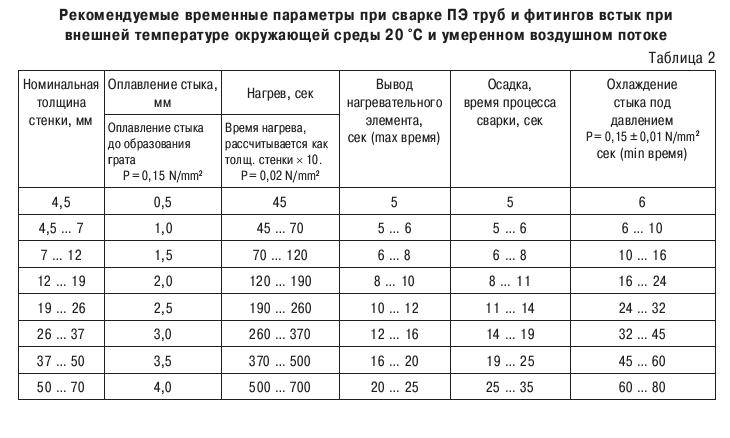
- Подведите нагреватель, чтобы он разместился между кромок, после чего включите аппарат, нажав на соответствующую кнопку. Через некоторое время окончания труб начнут понемногу оплавляться.
- Уберите нагревательный элемент, после чего состыкуйте торцы с небольшим усилием. Удерживайте их в таком положении, пока материал окончательно не затвердеет. Этот процесс будет сопровождаться выдавливанием небольшого количества расплавленного полиэтилена в месте стыковки труб. В результате мы получим сварной шов.
Аппараты для такого метода стыковки существуют гидравлического и механического типа. Первый вариант относится к профессиональному оборудованию, что потребует от оператора некоторых навыков по работе с ним.
Более того, для оперирования таким аппаратом нужна определенная квалификация, так как все работы должны проводиться быстро, при максимальной аккуратности, четко следуя всем технологическим правилам.
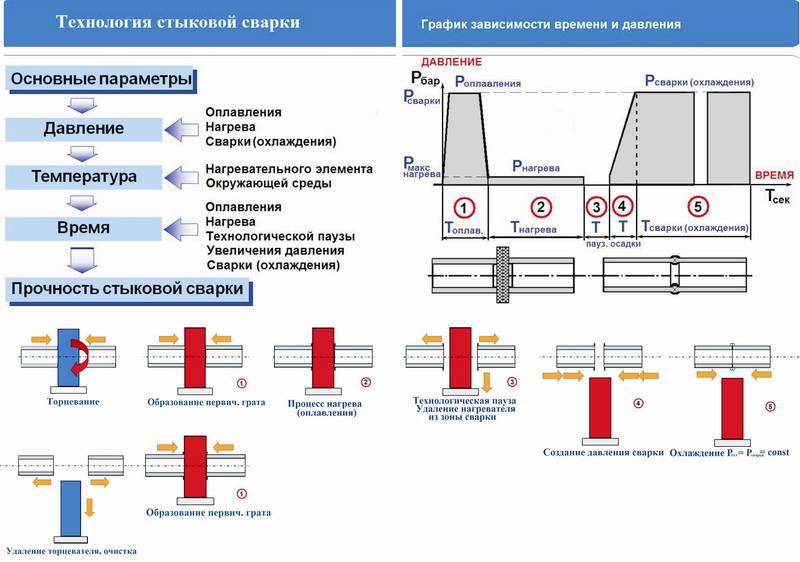
1 Принцип и терминология
Правильное название метода – «Сварка труб с помощью фитингов с закладными нагревателями», или коротко «Сварка с закладными нагревателями». Название соответствует нормативным документам:
- Недавно принятому гармонизированному ГОСТ Р ИСО 12176-2-2011 «Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 2. Сварка с закладными нагревателями.»
- Более ранним нормативным документам РФ, в которых упоминалась данная технология сварки, например, СНиП 42-01-2002 «Газораспределительные системы.»
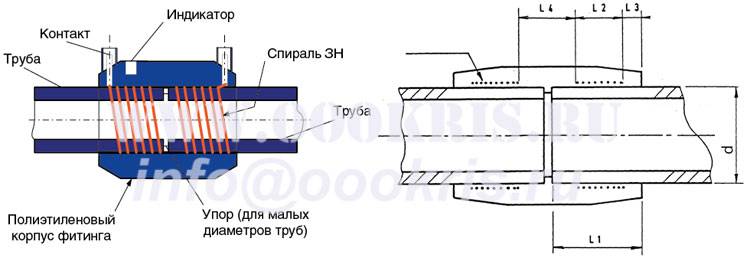
Закладной нагреватель – электрическая спираль, вмонтированная в свариваемую поверхность фитинга. Поэтому название фитингов, приведенное в ГОСТ Р 52779-2007 (п.4.1.2), является более точным: «Детали с закладными электронагревателями (электросварные)». Устаревший ГОСТ Р 52134-2003 (п.4.6.1) и только что пришедший ему на смену ГОСТ 32415-2013 (п.4.2.1) называют такие фитинги «электросварными». Из-за краткости определение «электросварные фитинги» является более популярным, чем «фитинги с закладными электронагревателями». Согласно ГОСТ Р 52134-2003 (п.4.6.1), электросварные фитинги для водопровода и отопления изготавливаются из ПЭ, ПП или ПБ. Электросварные фитинги для газопроводов – только из ПЭ. На практике даже водопроводные фитинги под сварку ЗН – это в подавляющем большинстве случаев полиэтиленовые фитинги, соответственно, для полиэтиленовых труб.
Академическое название метода сварки точно описывает физический принцип, но является громоздким. По этой причине в обиходе чаще применяются названия «электрофузионная сварка» (от английского «electrofusion welding»), краткое «ЭФ сварка» или «EF сварка», местное новообразование «сварка электромуфтами» или «электромуфтовая сварка». В некоторых нормативах (например, в НАКС’овском РД 03-614) используют сокращение «сварка ЗН».
Итак, во внутреннюю поверхность электросварного фитинга вмонтирована электроспираль, контакты которой выведены на наружную поверхность. Подача электрической мощности на контакты приводит к разогреву свариваемых поверхностей фитинга и трубы и, в конечном итоге, к образованию сварного соединения.
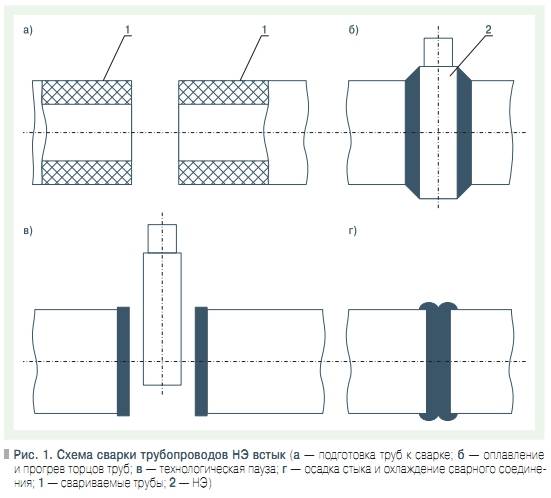
Технология электромуфтовой сварки, в принципе, заключается в следующем (см.рис.1):
- конец трубы вводят в электросварной фитинг, наружная поверхность трубы касается внутренней поверхности фитинга или находится от нее на минимально возможном расстоянии;
- к контактам электросварного фитинга подключают провода специального сварочного аппарата, который пропускает через закладной нагреватель (электроспираль) электрический ток;
- спираль нагревает внутреннюю поверхность электросварного фитинга и наружную поверхность трубы до вязко-текучего состояния, полиэтилен трубы и фитинга перемешивается;
- после остывания труба и фитинг образуют единую деталь; спираль остается внутри сварного соединения как побочный эффект.
 |
|---|
| Рис. 1 Процедура электромуфтовой сварки |
Если не вдаваться в подробности, то всё выглядит просто.
При ближайшем рассмотрении, технология электрофузионной сварки вызывает проблемы, которые обусловлены всего несколькими типовыми причинами:
- Сварщик невнимательно изучает спецификации фитингов и/или инструкцию сварочного аппарата;
- Сварщик нерадиво выполняет подготовку к сварке;
- Сварщик из ложной экономии не использует вспомогательный инструмент – роликовые скребки, позиционеры и пр.;
- Самое главное – сварщик не понимает физику и логику процесса электрофузионной сварки. Поэтому допускает ошибки при выборе трубы, электросварных фитингов и сварочного аппарата, а также с легкой душой пренебрегает требованиями инструкций.
Инструменты для сварных работ
Для проведения сварных работ, в первую очередь, потребуется электросварка. Существует два вида сварочных аппаратов:
- основой первого типа является понижающий трансформатор. Регулирование тока такой сварки производится с помощью изменения магнитного зазора или положения реостата. На сегодняшний день такое устройство считается морально устаревшим. Оно имеет значительно большой вес и требует особых навыков;
- второй тип – инверторная сварка. Благодаря использованию гораздо меньшего трансформатора, аппарат стал компактным и достаточно легким. Его можно без труда перемещать по комнате или, даже, вешать на плече. Регулировка тока инверторной сварки осуществляется регуляторами с высокой точностью.
Помимо сварочного аппарата нам понадобятся:
- электроды. О выборе электродов поговорим позже;
- маска. Она нужна для того, чтобы защитить лицо и глаза от сварочных ожогов. Старыми вариантами масок пользоваться было достаточно неудобно. Нужно было настроиться, приставить электрод и лишь потом надевать маску, так как они совсем не пропускали свет. Сегодня рынок предлагает, так называемые, маски-хамелеоны. Они способны автоматически регулировать степень затемненности стекла;
- спецодежда. В процессе сварных работ от стыка летят брызги раскаленного металла. Поэтому, лучше обезопасить себя от ожогов с помощью сварочной спецовки;
- щетка по металлу или другой абразивный инструмент для зачистки краев стыкуемых элементов;
- молоток для обивания шлаков.
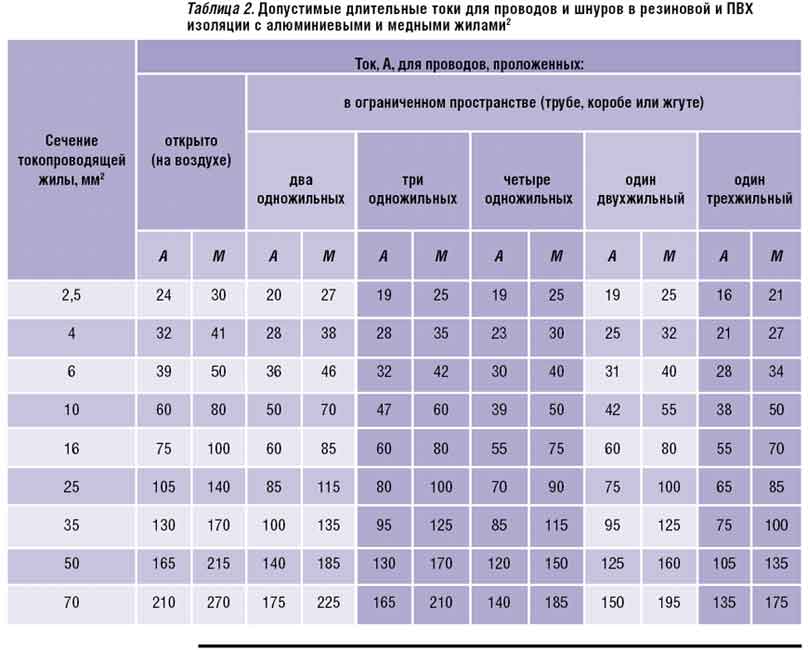
Выбор электродов
Качество сварного шва напрямую зависит от правильности выбора электродов. Выбирают их исходя из материала, диаметра и толщины стенки трубы. Сварка тонкостенных труб осуществляется электродом 2-3 мм, толстостенную трубу отопления нужно варить электродом 4-5 мм.


Электроды для сварки
Кроме толщины металлического стержня, электроды отличаются так же толщиной обмазки и ее материалом. Покрытие может составлять от 3 до 20% общей массы.
Напомним, что обмазка в электроде нужна для создания особой среды, при которой сварка осуществляется без доступа кислорода. Но, чем больше слой покрытия, тем больше создается шлаков, которые негативно влияют на качество шва и монолитность конструкции.
Понимание, какими электродами и при какой силе тока правильно варить ту или иную трубу приходит с опытом. Получают такой опыт обычно методом «научного тыка». Однако, чтобы не допустить большого количества ошибок, стоит предварительно обратиться к таблицам соответствий типов электродом, видов труб и тока электросварки.
Подготовка стыков
Начинать варить трубы отопления можно лишь после того, как их стыки будут полностью очищены от мусора и налетов. Если вы новичок, не стоит пытаться сваривать мокрые трубы, так как вода будет кипеть, испаряться и значительно осложнять процесс.

Перед началом работ нужно тщательно подготовить стыки труб
Прежде чем приступать к работе, нужно правильно зачистить края стыкуемых элементов. Для этого используют разные абразивные инструменты, начиная от наждачной бумаги и заканчивая кругом на болгарку, в зависимости от толщины и качества трубы. Начинать сваривать стыки можно лишь после того, как на них не останется заусениц и острых краев.
- перед началом сварных работ нужно убедиться, что вблизи стыка труб отопления нет горючих или взрывоопасных предметов. Если они есть, и убрать их не представляется возможным, нужно огородить место работы негорючим материалом, к примеру, асбестом;
- рядом с местом сварки нужно поставить емкость с водой, на случай неожиданного возгорания;
- убедиться в надежном закреплении заземления и целостности провода сварочного аппарата;
- проверить напряжение в сети. Если напряжение слабое или наблюдаются его перепады, в процессе сварки может возникать повышенное шлакование. Чтобы этого избежать, лучше воспользоваться выпрямителем;
- зачистить и просушить стыки труб. Опытный мастер может сваривать трубы отопления и по мокрому стыку, однако начинающему это будет серьезно мешать;
- надеть сварочный костюм и маску;
- на трансформаторе сварочного аппарата устанавливаем нужный ток. Как правило, сварка труб отопления до 5 мм, при толщине электрода 3 мм, на поворотных стыках производится током 100 – 250 А, на неповоротных – 80 – 120 А;
- проверяем, правильно ли выбрано напряжение. Для этого зажигаем дугу перемещением электрода на расстояние 5 мм до появления искр. Если искры не возникли, регулируем ток;
- выполнив все перечисленные действия, можно приступать к сварке труб отопления.
Подготовка к сварочным работам
Перед началом сварочных работ нужно заблаговременно подготовить все необходимое оборудование и инструменты. Вам понадобится:
- сварка с кабелями и держателем;
- маска (чаще всего забывается);
- рукавицы или краги (холщевые, брезентовые, замшевые);
- щетка по металлу;
- молоточек для удаления шлака.
Визуально проверьте сварочные кабеля, не повреждена ли у них изоляция, иначе может произойти короткое замыкание или возникнет большой риск поражения током. Выберите для себя лучший вариант: сварочная маска или сварочный щиток с ручкой, так как каждый из них имеет свои преимущества (новичкам советуется использовать щиток). Рукавицы ни в коем случае не должны быть из легко воспламеняемого материала или синтетики. При попадании брызг они мгновенно плавятся (воспламеняются), тяжело снимаются и могут прикипеть к коже.
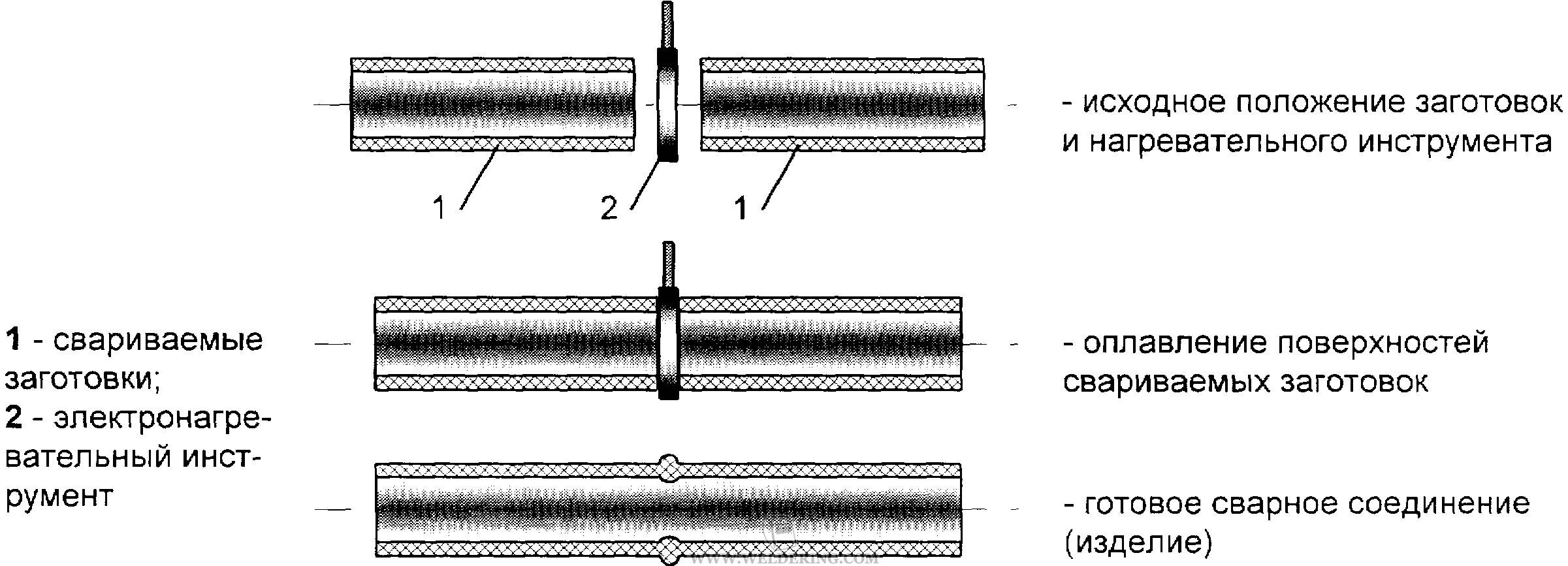
Электромуфтовая сварка
Известен и еще один способ сварки труб из полиэтилена – монтаж с применением электромуфт (также она носит название терморезисторная сварка). Основными положительными характеристиками электромуфтовой сварки является качественное соединение элементов трубопровода и несложный, быстрый процесс монтажа. С ее помощью, в отличие от стыковой сварки, можно соединить трубы с толщиной стенки 4 мм и менее.
Инструкция по сварке с помощью электромуфт предполагает такие этапы:
- Очищение торцов от пыли и грязи на длину ? длины муфты или даже больше – производится механическим способом.Обезжиривание поверхностей, снятие оксидного слоя.
Набор оборудования для электромуфтовой сварки
- Монтаж муфты на трубу, центрирование.Сварочное соединение муфты и торца трубы, используется сварочный аппарат для полиэтиленовых труб.Остывание соединения – происходит естественным образом, на шов не должно оказываться какого-либо постороннего влияния.
Пайка полиэтиленовых труб и фитингов может осуществляться аппаратами для сварки с разными степенями автоматизации. В зависимости от добросовестности того или иного производителя может отличаться качество сборки самого оборудования и его способность работать в различных условиях.

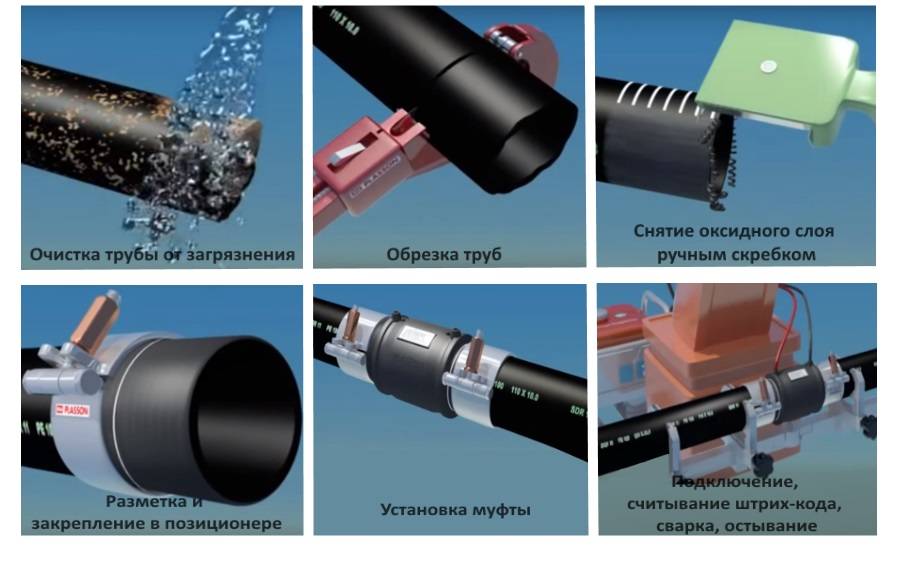



Процесс электромуфтовой пайки
Очень удобен в эксплуатации сварочный аппарат для муфтовой сварки, снабженный сканером, который производит считывание информации по штрих-коду, расположенному на фитинге (время сварки, напряжение, температура и т. д.). На основании полученных данных агрегат сам выставляет параметры сварки, автоматически выполняет задачу, контролирует все этапы и в случае возникновения ошибки, оповещает оператора выводом на экран ее цифрового обозначения.
Трубы ПНД (изготовленные из полиэтилена низкого давления) – популярный строительный материал, активно используемый в наши дни. Данный вид труб идеально подходит для монтажа трубопроводов, напорного и безнапорного типа. Небольшая масса материала, простота в обработке и эксплуатации, сделали их незаменимыми в современных реалиях.
Монтаж трубопровода превратился в приятное и интересное увлечение – многие домашние мастера выполняют работы самостоятельно. Существует несколько способов соединения труб, среди которых самый популярный – сварка полиэтиленовых труб.
Вообще, трубы из полиэтилена – высокотехнологичный, эластичный и прочный материал. Материал отлично переносит воздействие окружающих сред. Именно поэтому, многие специалисты рекомендуют использовать материал для сооружения систем трубопровода любых типов.
Популярность труб из ПНД обоснована тем, что монтажом трубопроводной системы может заниматься любой – даже новичок в этом деле. В данной статье мы рассмотрим основные виды соединений, изучим самые надежные из них.
Соединение при помощи электромуфты

При сравнении 2 технологий, получается, что сварка за счет электромуфты не слишком выгодна, однако это весьма удобный процесс, если требуется провести ее в случаях, когда очень мало свободного места.
В большинстве случаев, такую сварку применяют при ремонте полиэтиленовых труб небольшого диаметра (как правило, ее используют на диаметрах до 160 мм). Швы, получившиеся в результате такой работы, способны выдерживать до 16 атмосфер давления.
Электромуфта является фасонным полиэтиленовым элементом, в корпусе которого находятся электрические спирали. На каждый диаметр существует своя муфта, на них есть обозначение максимального температурного режима, продолжительность непрерывной работы и так далее.
При необходимости произвести сварку обычных трубопроводов, форма муфты будет простой, а при сварке тройников и других элементов, нужно использовать особые устройства.
Принцип работы с электромуфтой следующий:
- Сразу после поступления электричества на спирали муфты, там начинает возрастать температура у находящегося поблизости полиэтилена и, соответственно, его плавление.
- Далее осуществляется нагрев торцевых элементов полиэтиленовой трубы, которые расположены под самой муфтой.
- Сама труба от нагрева несколько расширяется, за счет чего получается то давление, которое необходимо для получения шва высокого качества.
- Когда муфта отключается от сети, труба начинает остывать.
- Стык после отвердения образует жесткое и весьма герметичное соединение.