Соединение труб фитингами
Сварка
Сварочные швы обеспечивают наиболее прочное неразъемное соединение с полной герметизацией стыков, выдерживающее нагрузки, аналогичные цельным поверхностям. Пайка применяется к трубам, диаметр которых превышает 50 мм, и требует наличия специального сварочного аппарата.
Сварка отрезков трубы ПНД может проводиться:
- Встык. В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:
- Срезы труб очищаются от всех загрязнений и обезжириваются (напр., спиртом или другими веществами),
- Оба торца нагреваются до вязкости полимера,
- Отрезки трубы соединяются с применением давления и фиксируются неподвижно до полного остывания. При этом нужно следить, чтобы шов получался ровным, без впадин и выступов для гарантии его надежности.
- С применением электросварной муфты. Здесь также потребуется аппарат для работы с такими муфтами, которые имеют встроенную спираль и могут быстро плавиться при ее нагреве:
- Очищенные и обезжиренные концы трубы закрепляются в муфте,
- Клеммы аппарата подсоединяются к выходам спирали до начала ее расплава,
- Труба фиксируется до полного остывания.
Как это делается смотрите на видео.
ВАЖНО! Сварные муфты обычно применяются в труднодоступных местах, где простая сварка затруднительна: при создании врезок либо ремонте уже смонтированных систем, в колодцах и т.п
Монтаж
Под прямым монтажом подразумевают создание разъемных соединений с помощью фитингов всех имеющихся видов: муфтовых, угловых отводов, тройников, разводных на 4 отрезка и т.п. Такие соединения обычно осуществляют в системах, где не требуется суперпрочности монтируемых стыков, либо на участках, где может потребоваться демонтаж и реконструкция (например, в частном доме для подключения внешней оросительной системы на летний период).
Бессварочный монтаж может проводиться следующими способами:
- Соединение труб с помощью устроенных на них раструбов, оснащенных уплотнительными кольцами, для которого достаточно просто приставить соответствующие элементы труб друг к другу и хорошо прижать.
- Фитинговое соединение компрессионными элементами проходит в несколько этапов: на срез трубы натягивается прижимная гайка;
- труба надевается на штуцер фитинга плотно до упора;
- прижимная гайка закручивается с помощью ключей.
Читать далее: Устройство и ремонт насоса Водолей своими руками
Электромуфтовая сварка труб
Этот способ применяют при монтаже отрезков сечением меньше 160 мм или тогда, когда доступ к месту стыковки затруднен. Диаметры свариваемых труб не должны различаться более чем на 10%.
Оба конца вставляются в муфту и включается сварочный аппарат. Длительность и температура нагрева указывается обычно на штрихкоде детали.

Фитинговые соединения
Для труб небольшого размера, сечением до 110 мм, больше подходят съемные соединения. Из них монтируется водопровод и канализация в городских квартирах.
Так же, как и при сварке, обрезаем трубы до нужной длины, причем торцы выполняются строго перпендикулярно корпусу.
Отворачиваем накидную гайку фитинга на несколько оборотов и вставляем в него трубу до конца. Она должна входить в резиновый уплотнитель с усилием. После этого надо надеть цангу и эластичное кольцо и затянуть гайку. Небольшие детали прикручиваются вручную, но для монтажа труб большего диаметра лучше воспользоваться гаечным ключом. В конце не забудьте проверить герметичность соединения.
Итак, способы крепления труб подразделяют на такие:
- Механическое соединение. Самый простой, но не универсальный (подходящий для крепления внутренних фрагментов водопровода) способ сборки. Для работ потребуются фитинги и соответствующие инструменты. Такое соединение в любой момент можно разобрать и снова собрать, что очень удобно для произведения ремонта или проведения осмотра конструкций.
- Сварка. Данный вид крепления более трудоемкий, но и более надежный. При помощи этой методики можно монтировать коммуникации, как методом траншейной укладки, так и бестраншейным способом. Современная технология сварки полиэтиленовых труб позволяет сохранять гибкость и прочность изделий. На практике применяют два вида соединения:
- электромуфтовую сварку;
- стыковую сварку.
Следите, чтобы резка элементов происходила строго под прямым углом
Распространение и экология
Циркумполярный бореальный род, произрастающий в арктическом и умеренном поясах Северного полушария (от Арктики до Мексики и Гималаев), в лесной зоне.
В России — четыре вида.
Терморезисторная сварка
Терморезисторная сварка ПНД труб – достаточно дорогой метод, но в некоторых случаях он является безальтернативным. Его используют при соединении труб с разной толщиной стенки, изготовленных из разных полимеров, для врезки седловых отводов в существующий трубопровод, при ремонтных работах, а также на сложных и ответственных участках газопроводов и водопроводов.









Технология терморезисторной сварки основана на разогреве интегрированных непосредственно в муфту нагревательных элементов, чаще всего в виде спирали. После сбора конструкции на специальные контакты в муфте подается электрический ток из сварочного аппарата, спирали разогреваются, расплавляя полиэтилен и обеспечивая герметичное соединение. Из-за встроенных в муфту нагревательных спиралей такую сварку называют также электромуфтовой.
Весь технологический процесс выглядит следующим образом:
- Деформированные концы труб обрезают. По длине посадки муфты трубу зачищают скребками или зачистными устройствами с целью удаления загрязненного наружного слоя и оксидной пленки. Как правило, глубина снимаемой стружки составляет 0,1-0,2 мм, но она не должна превышать допустимые для определенных диаметров нормы. Для более легкого одевания муфты по торцу делают фаску. Муфта механической обработке не подвергается, так как можно повредить спираль. После этого поверхности протирают салфеткой, смоченной в спирте или в специальной жидкости.
- Трубы и муфты закрепляют на позиционере – устройстве для фиксации и центрирования. Седловые отводы фиксируют на магистральной трубе.
- Сварочный аппарат подсоединяют к электрической сети, кабели выводят на клеммы закладного нагревателя.
- На аппарате выставляют режим сварки, который отображается на дисплее.
- После нажатия кнопки «пуск» весь процесс переходит в автоматический режим.
- Сварщик визуально на дисплее контролирует процесс и по индикаторам определяет образование соединения.
- По завершению сварки труба должна остыть, после чего ее извлекают из зажимов позиционера и маркируют.
Если к магистральному трубопроводу приваривается седловой отвод, то операция производится в следующей последовательности:
- Приваривается сам отвод. В случае обнаружения некачественной сварки он бракуется и рядом с ним приваривается новый отвод.
- Период охлаждения требуется дополнительно увеличить на 15-20 минут. После этого выполняется сверловка (фрезерование) стенки магистральной трубы через отвод для соединения полостей магистральной трубы и отвода.
- После установки отвода к его патрубку приваривается отводная труба.
Контроль качества обязателен. Детали должны прилегать плотно, соблюдение соосности – один из основных критериев.
- Как соединить полиэтиленовые трубы
- Неразъемные соединения ПНД-труб
- Разъемные соединения: нюансы
- Особенности и применение муфт
Сварка ПНД труб (полиэтиленовых) сегодня достаточно актуальна, так как такие элементы используются не только в безнапорных системах, но и там, где присутствует давление. Такой материал достаточно эластичен, к тому же его легкая масса позволяет весь процесс сборки осуществлять своими руками. Монтаж такой системы может иметь несколько вариантов.
Полиэтиленовые трубы отлично подойдут для трубопроводных систем благодаря своим прочностным характеристикам.
Трубы ПНД используются не только на производстве, но и в домах. Они обладают высокой практичностью, отличаются хорошей устойчивостью к воздействиям агрессивных сред,
Способы соединений
Способы соединения полиэтиленовых труб можно разделить на две основные группы: монтаж с помощью дополнительных деталей (муфт и фитингов) и прямая сварка стыков.
Сварка
Сварочные швы обеспечивают наиболее прочное неразъемное соединение с полной герметизацией стыков, выдерживающее нагрузки, аналогичные цельным поверхностям. Пайка применяется к трубам, диаметр которых превышает 50 мм, и требует наличия специального сварочного аппарата.
Сварка отрезков трубы ПНД может проводиться:
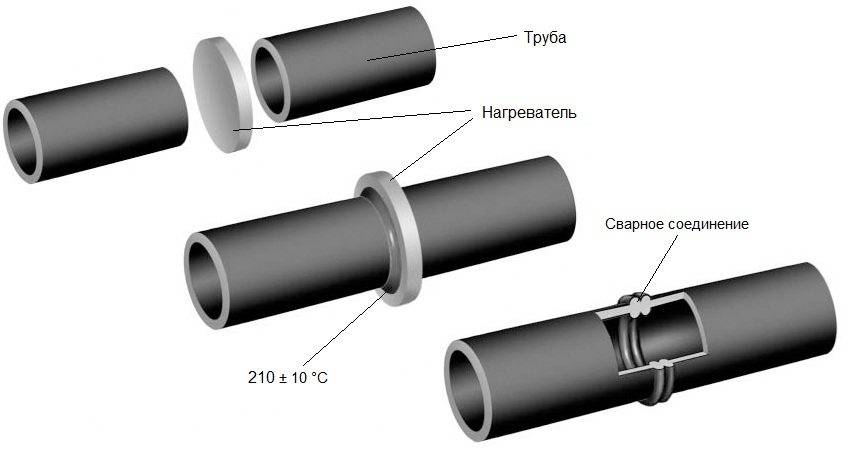
- Встык. В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:
- Срезы труб очищаются от всех загрязнений и обезжириваются (напр., спиртом или другими веществами),
- Оба торца нагреваются до вязкости полимера,
- Отрезки трубы соединяются с применением давления и фиксируются неподвижно до полного остывания. При этом нужно следить, чтобы шов получался ровным, без впадин и выступов для гарантии его надежности.
- С применением электросварной муфты. Здесь также потребуется аппарат для работы с такими муфтами, которые имеют встроенную спираль и могут быстро плавиться при ее нагреве:
- Очищенные и обезжиренные концы трубы закрепляются в муфте,
- Клеммы аппарата подсоединяются к выходам спирали до начала ее расплава,
- Труба фиксируется до полного остывания.
Как это делается смотрите на видео.
ВАЖНО! Сварные муфты обычно применяются в труднодоступных местах, где простая сварка затруднительна: при создании врезок либо ремонте уже смонтированных систем, в колодцах и т.п
Монтаж
Под прямым монтажом подразумевают создание разъемных соединений с помощью фитингов всех имеющихся видов: муфтовых, угловых отводов, тройников, разводных на 4 отрезка и т.п. Такие соединения обычно осуществляют в системах, где не требуется суперпрочности монтируемых стыков, либо на участках, где может потребоваться демонтаж и реконструкция (например, в частном доме для подключения внешней оросительной системы на летний период).
Бессварочный монтаж может проводиться следующими способами:
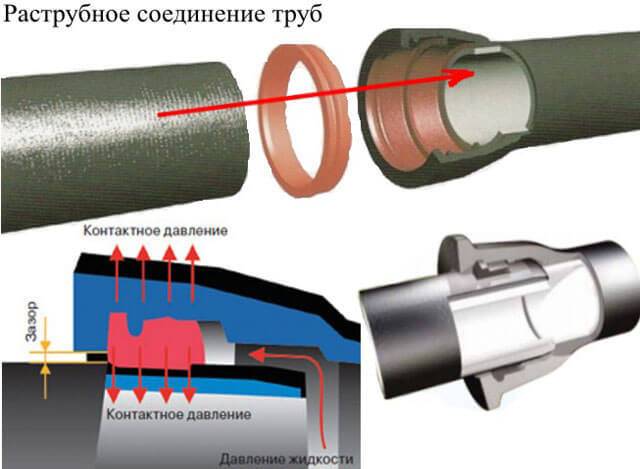
- Соединение труб с помощью устроенных на них раструбов, оснащенных уплотнительными кольцами, для которого достаточно просто приставить соответствующие элементы труб друг к другу и хорошо прижать.
- Фитинговое соединение компрессионными элементами проходит в несколько этапов:
- на срез трубы натягивается прижимная гайка;
- труба надевается на штуцер фитинга плотно до упора;
- прижимная гайка закручивается с помощью ключей.
Неповоротные стыки
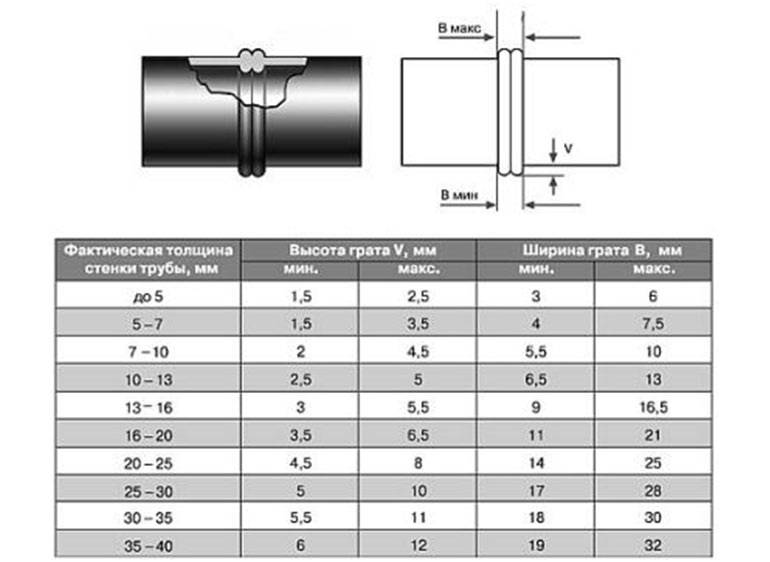
При сварке неповоротных стыков принято пользоваться так называемой «трехслойной» технологией, согласно которой сначала делается коренной шов, после чего переходят к заполнению его кромок и обустройству лицевой части стыкового соединения. При формировании таких образований смежные валики швов должны располагаться с перекрытием порядка15-20 мм.
В процессе стыковой сварки арматуры могут применяться различные методики, выбор которых определяется пространственным положением стыкуемых заготовок (это касается всех видов труб, включая пластиковые ПНД).
При их горизонтальном расположении главная проблема – это необходимость работать в трёх различных плоскостях, из которых верхнее (или потолочное) является самым неудобным.
Для образования качественного стыкового соединения в этом случае требуется постоянное варьирование основными параметрами сварки (её скоростью, углом наклона электрода и силой тока).
При подготовке таких соединений сварочная процедура не должна прерываться в произвольной точке сочленения (шов должен накладываться за один заход).
Жёсткие требования к производству таких работ обусловлены особым пространственным расположением стыков, так что к этим операциям могут привлекаться лишь опытные сварщики.
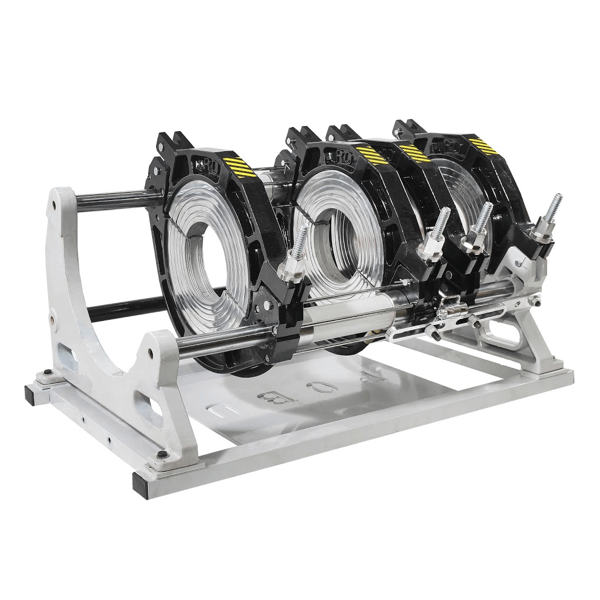
Вертикальное размещение заготовок с точки зрения технологии стыковой сварки отличается от горизонтального лишь тем, что в этом положении основное внимание уделяется углу наклона электрода. Этот параметр при перемещении вдоль окружности трубных заготовок должен непрерывно корректироваться. Для реализации стыковой сварки заготовок может использоваться специальное оборудование
Для реализации стыковой сварки заготовок может использоваться специальное оборудование
При его выборе важно определиться со спецификой работы того или иного механизма с каждым конкретным видом трубных соединений
Способы соединения полиэтиленовых труб и их особенности
Существует несколько способов сварки ПНД труб, которые отличаются технологическими особенностями, применением различной аппаратуры и инструментов. Самыми востребованными методиками являются:
- сварка встык;
- электромуфтовый способ пайки;
- сварка враструб.
Стыковой метод
Востребованность стыкового метода сварки обусловлена дешевизной работ, низкой стоимостью приборов и широким диапазоном диаметров труб, которые можно соединить (5 -1200 мм).
Поэтапно технология выглядит так:
Подготовительные манипуляции. Нарезание труб необходимой величины, снятие фасок (скошенных краев трубы, которые препятствуют ровному соединению).
Выбор подходящих насадок и их монтаж в агрегат для пайки.
Разогрев прибора до оптимальной температуры.
Размещение окончаний труб на насадках и прогрев до необходимой температуры.
Одномоментное снятие срезов и их соединение между собой










Важно проследить за ровным соединением срезов и их фиксацией до застывания материала.
При качественно проведенных манипуляциях на выходе получится герметичное соединение пластика без каких-либо дефектов.
Сварка враструб
Технология сварки враструб менее распространена, чем сварка встык, но также надежна.
В процессе пайки срезы труб соединяют посредством пластиковых муфт — соединительных элементов трубопровода, которые необходимы для укрепления участков стыков и облегчения процесса сборки конструкции.
Сварка враструб подходит для внутренних работ по обустройству коммуникационных систем.
Электромуфтовый способ
Данный метод сварки подразумевает применение специализированного оборудования – электрической муфты (аппарата для сварки ПНД труб с применением муфт и закладного нагревательного элемента).
Процесс выглядит следующим образом: электрическая муфта надевается на оба среза, которые необходимо скрепить, подключается к аппарату для сварки и нагревается, затем образовавшийся на стыке шов остывает.
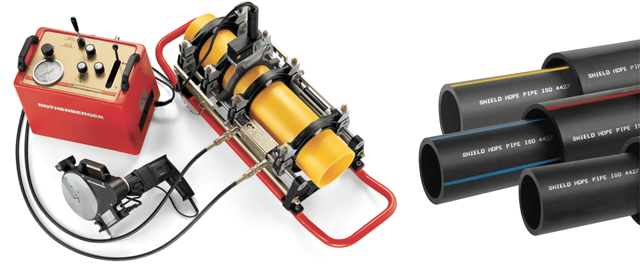
Оборудование
и качество монтажа трубопроводных конструкций в значительной степени зависит от применяемого оборудования и агрегатов для сварочных работ. Идеально подходят гидравлические и механические агрегаты. Они обеспечивают максимальное качество монтажа. Такие сварочные агрегаты максимально автоматизированы, что позволяет исключить любое физическое вмешательство.
Кроме того, для проведения некоторых видов сваривания дополнительно используются такие виды инструментов, как:
- Труборез. Используется для разрезания труб.
- Калибровщик. Поможет восстановить диаметр трубы после разрезания.
- Фаскосниматель. Придаёт определенную форму, снимая фаски с торца трубы.
- Сварочный аппарат. Служит для оплавки сварных деталей.
- Насадки разных калибров. Применяется при диффузионных технологиях сварки.
- Измерительные инструменты. Широко используются, практически на всех этапах подготовительных и сварочных работ.
Как правило, качество изготавливаемых конструкций трубопроводов, зависит не только от применения того или иного оборудования, но и во многом от высокого уровня мастерства, внимательности и ответственности работающих на нём сварщиков.
Способы соединения труб ПНД
В готовом проекте представлен план магистральной сети: длина, повороты, соединения. На этапе проектирования, еще до закупки материалов, определяют способ крепления участков между собой и формируют итоговый список оборудования и материалов, рассчитывают сметную стоимость прокладки.
Сварка встык
Для прочного, надежного соединения ПНД применяют сварку встык. Способ удобный и недорогой, за исключением стоимости сварочного аппарата. В среднем цена такого оборудования от 180 тысяч до 2 миллионов рублей. Если у вас нет цели приобретать аппарат для сварки труб ПНД, стыковку участков лучше доверить специализированной бригаде.
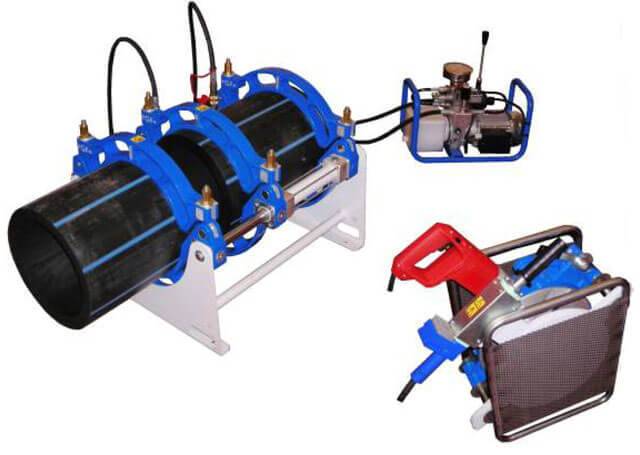
Если вы планируете прокладку водопровода самостоятельно, я расскажу, как это сделать. Сварочный аппарат состоит из следующих элементов:
- центратор;
- гидроагрегат;
- сварочное зеркало;
- торцеватель.
Сборка состоит из следующих этапов:
- Зафиксировать трубы ПНД в центраторе по двум сторонам крепежными гайками.
- В комплекте со сварочным аппаратом поставляется памятка с формулой, через которую рассчитывают давление для конкретного диаметра трубы. Узнав нужные параметры, установить их в гидроагрегате.
- Обезжирить края трубы ПНД спиртовыми салфетками.
- Торцовкой выровнять стыки, чтобы не было заусенцев.
- Нагрев сварочное зеркало, установить его между труб. Подавать на центратор давление до тех пор, пока торцы не расплавятся на 1 сантиметр. Сбросить давление до нуля и подождать указанное в инструкции время.
- Убрать нагревательный элемент, соединить трубы.
Электромуфтовая
Способ электромуфтового соединения подходит для ремонта уже существующего водопровода из ПНД. Но им также можно воспользоваться для сварки новой системы в труднодоступных местах. Потребуется сварочный аппарат для электромуфтовой сварки и соединительные муфты. Стоимость муфт зависит от диаметра, начинается от 200 рублей.







Перед началом работ примеряют муфту к отрезкам труб и делают засечки белым маркером. От места среза до засечки трубу зачищают скребком от защитного окислительного покрытия и обезжиривают.
Электромуфта представляет собой рукав с пазами под контакты сварочного аппарата. На корпусе муфты наклеен штрихкод, который считывают лазерной указкой, входящей в комплект аппарата. Если по каким-то причинам считывание не произошло, то данные можно взять в паспорте муфты. Штрихкод нужен, чтобы аппарат автоматически подобрал режим сварки.
Соединив трубы в муфте, подключают контакты. На аппарате дают команду «старт». Ток подается на электросеть, расположенную на внутренней стороне муфты. Труба начинает плавиться. Процесс считается завершенным, когда на поверхности рукава появятся маячки и аппарат подаст сигнал.
Соединение компрессионными фитингами
К менее надежным способам относят соединение фитингами. В местах стыков могут образоваться течи, поэтому использовать такой метод лучше для наружных систем водопровода малых диаметров.
Для соединения водопровода из труб ПНД компрессионными фитингами не требуется дополнительного оборудования. Сваркой и электромуфтой разрешено соединять только одинаковые по диаметру, марке и толщине стенки трубы ПНД, а разнообразие в моделях фитингов позволяет компоновать элементы разного сечения.
Откручивают от фитинга зажимную гайку синего цвета, надевают ее на трубу. Следом крепится кольцо белого цвета. Зачищенную и обезжиренную трубу вставляют в фитинг, подтягивают кольцо и гайку, плотно закручивают.
Соединение в раструб
До того как муфты и фитинги стали доступны на строительных рынках, в прокладке трубопровода широко применялся способ соединения в раструб. Технология заключается в компоновке труб разного диаметра: одну трубу вставляют в другую и герметизируют стык. Для герметизации используют прорезиненную муфту, предварительно надетую на широкий срез трубы.
Какой способ лучше
Для подземного водопровода лучше применить способ сварки встык. Такое соединение гарантирует долгую работу системы без протечек. Процесс сварки труб быстрый, с работой справится один человек.
Инструменты и материалы
Обычным электропаяльником пластиковые трубы соединить невозможно. Как правило, в этом качестве выступает сварочный аппарат или «утюг», как его именуют неофициально. Установка оборудования производится при помощи специальной напольной платформы. Нагревательный элемент направляется в сторону пластиковой трубы, в зависимости от ее диаметра подбирается тип подходящих насадок, при помощи которых производится оплавление.


Для резки труб необходимы специальные ножницы, обеспечивающие подравнивание краев, в некоторых случаях их заменяют другим инструментом. Кроме того, при работе нужны перчатки для защиты рук, маркеры для нанесения разметки, измерительное оборудование.
Для стыковой сварки применяют другие комплектующие, также имеющие важное значение. Они нужны для центровки и измерения, подготовки компонентов к соединению
Выбрать паяльник или станок для сварки ПЭ, ПНД-труб помогут следующие рекомендации:
Доверяйте только крупнейшим производителям. Паяльник или станок для сварки труб — не самое дешевое приобретение, поэтому вложение должно себя окупать, а не создавать проблемы
Среди заслуживающих внимания брендов можно выделить Candan из Турции, американский Patriot, российский Elitech.
Обращайте внимание на комплектацию. Хорошо, если в нее входит надежная подставка, кейс для хранения, ручка из негорючего пластика для работы на весу
Оптимальным будет наличие трубореза, а также дополнительных перчаток и насадок под разные диаметры труб — чем их больше, тем лучше.
Учитывайте компактность и мобильность. Это важный момент, если предстоит перевозить прибор в общественном транспорте или использовать его на весу. Для любительской техники оптимальным будет вес комплекта 3-5 кг. Длина провода тоже имеет значение — у многих недорогих аппаратов она составляет всего 50 см, а этого явно недостаточно для свободы действий в процессе работы.
Выбирайте оптимальную температура нагрева. Для большинства труб из полимерных материалов рабочие показатели термического воздействия не превышают +300 градусов. Такими характеристиками обладают даже недорогие бытовые приборы.
Найдите оптимальную мощность. Она варьируется от 600 до 2000 Вт, что позволяет осуществлять подключение к обычной бытовой электросети. Чем выше этот показатель, тем больший диаметр труб удастся спаять. Обычно такие модели имеют два ТЭНа, с возможностью переключения мощности.
Учитывайте объемы работ. Количество одновременно используемых насадок может варьироваться в приборе от 1 до 3. Если речь идет о профессиональной технике и поточном монтаже, эти показатели будут иметь существенное значение.
Выбирайте современные модели со звуковыми сигналами и индикацией. Они существенно облегчают контроль за состоянием свариваемых деталей, температурой и другими показателями прибора. У некоторых моделей профессионального класса также есть интеграция с ПК.








Учитывая все эти характеристики, можно найти подходящее оборудование для самостоятельного монтажа неразъемных пластиковых трубопроводов.
Стыковая сварка
Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Описание методов сварки труб из ПВХ
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм — 16 мм;
- Для туб диаметром 32 мм — 18 мм;
- Для туб сечением 40 мм — 20 мм;
- Трубы с диаметром 50 мм — 23 мм.
Снились ли Вам когда-нибудь вещие сны?
Да, было 1 раз Да, периодически снятся Постоянно снятся Нет, никогда не снились Не запоминаю, что снилось. Поэтому не знаю, может, и были вещие сны)) Голосовать Результаты Выберите свой вариант ответа.После этого появится результат.
Особенности
Основная сложность в том, что эксплуатационные и технологические качества полиэтиленовых труб во многом схожи с качественными характеристиками труб из полипропилена. Они также не подвержены коррозии. Внутренняя поверхность труб не покрывается налетом. Трубы имеют высокую химическую стойкость. Материал экологичный, имеет длительный срок службы.
Из отличий профессионалы отмечают низкую термостойкость. Поэтому трубы ПНД используются только для систем холодного водоснабжения и вентиляции. Иногда их применяют для монтажа газопроводов. Применение полиэтиленовых труб возможно при транспортировке в среде свыше 40-50 градусов. Исключение представляет сшитый полиэтилен, который допускается эксплуатировать при температуре до +95 градусов. Полиэтиленовые трубы имеют отличную морозоустойчивость, что позволяет применять их при температурах до -70 градусов.
ПНД представлены в продаже диаметром от 20 до 1200 мм. Благодаря разнообразию вариантов они получили широкое распространение в самых разных сферах. Кроме водопроводов, магистрали большого диаметра покупают и для канализации, причем как для внутренней, так и для внешней.
Технические характеристики труб ПНД определяются свойствами основы – полиэтилена низкого давления. Он легкий, что делает проще монтаж трубопровода, устойчив к давлению в десятки атмосфер. Из отрицательных качеств материала стоит отметить ограниченную возможность использования при температурах ниже нуля (ПНД стекленеет), а при повышенных температурах (более 40 градусов) ПНД утрачивает жесткость. При нагреве до 70 градусов основа из полиэтилена прибавляет в размерах, но немного.
Сортамент ПНД регулируется ГОСТом, который был опубликован еще в 2001 году. Вся маркировка, наносимая на одну из поверхностей магистралей, соответствует стандартам. Маркировка очень упрощает выбор нужных вариантов. Первые буквы включают название поставщика, далее – сортамент ПЭ, величину, например, 1000 мм. Таблица также содержит обозначение толщины магистралей, возможное рабочее и максимальное давление, дату выпуска и номер партии.
Технологическая карта маркировок содержит и цветовые обозначения в виде полос. Если раструб окрашен в желтый цвет, трубы можно использовать для газопроводов, если полоса синяя, то из труб можно проложить только водопровод. Схема подключения труб составляется с учетом стандартных отрезков, имеющихся в продаже – от 5 до 25 метров. Магистральные водопроводные трубы обычно делаются на заказ, имеют длину до 0,5 километра, поэтому содержат минимальное количество соединений.