Что лучше поставить кран шаровый, затвор дисковый, вентиль запорный или задвижку ?
Наш многолетний опыт работы с запорной арматурой говорит, что универсальной арматуры не бывает и для разных условий эксплуатации необходима установка различных ее видов. Рассмотрим случаи, в которых имеет смысл установки шаровых кранов: — бытовые коммуникации воды и газа — здесь рекомендуем установку латунных шаровых кранов. — промышленные газопроводы и нефтепроводы — здесь рекомендуем установку стальных фланцевых и приварных кранов. — системы отопления и горячего водоснабжения — здесь рекомендуем установку стальных фланцевых и приварных кранов. А теперь рассмотрим наиболее распространенные ошибки при выборе шаровых кранов: — нельзя устанавливать стальные краны в системы холодного водоснабжения ,так как в воде много кислорода и кран буквально за 3-6 месяцев эксплуатации обрастает ржавчиной и выходит из строя. Для долгосрочной работы рекомендуем устанавливать задвижки с обрезиненным клином. — нельзя устанавливать стальные краны с фторопластовым уплотнением на паропроводы с постоянной температурой пара выше 150С ,так как буквально за 1-2 месяца эксплуатации уплотнение начинает выходить из строя и кран теряет герметичность. Для стабильной эксплуатации паропроводов рекомендуем устанавливать вентиля с уплотнением «металл по металлу», которые без проблем стоят на высоких температурах.
Влияние ошибок на качество сварки
Специалисты отмечают, что самые распространенные ошибки заключаются в пренебрежении требованиями по подготовке труб и по временным нормативам. Часто пропускают обезжиривание, невнимательно относятся к состоянию кромок, чистоте и сухости. Подобные ошибки приводят к нарушению монолитности соединения.

Перегрев стенок полипропиленовых труб приводит к зауживанию внутреннего диаметра узлового соединения. Тоже возникает при чрезмерном сжатии. Произвести зачистку протока, как правило, невозможно. А подобная неисправность наряду с перекосами является причиной разрыва или засорения канала.
В редких случаях ранний выход из строя собранной магистрали обоснован разнородными материалами относительно производителя. Это происходит даже после профессионального монтажа. Причина заключается в том, что каждый изготовитель работает по своей технологии, пользуется своей рецептурой. В результате у труб могут оказаться разные нормы нагревания, фиксации и остывания. Поэтому стоит применять заготовки с фитингами от одного производителя.
Типичные ошибки
Среди ошибок, возникающих при сварке, выделяем наиболее частые:
- Недостаточная предварительная очистка деталей. Это приводит к ослаблению стыка.
- Несоблюдение соосности трубы и фитинга. В 1-2 секунд можно исправить этот огрех, после застывания стыка делать это нельзя.
- Несоответствие материала свариваемых изделий. Получается ненадежное и недолговечное соединение.
- Нарушение технологии работ, несоблюдение температуры и времени нагрева.
Избежать ошибок можно, если учесть рекомендации специалистов, соблюдать требования по выполнению работ, не нарушать технологию сварочного процесса.
Такая работа вполне под силу технически грамотному человеку, способному работать руками.
Если раньше вы этого не делали, на первый этап можно пригласить сантехника и присмотреться к его действиям.
Просмотров:
1 149
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Как соединить трубы из полипропилена раструбной сваркой
В качестве оборудования для создания неразъемного соединения полипропиленовых труб используются сварочные аппараты, оснащенные особы насадками, покрытыми слоем тефлона, то есть антипригарного покрытия. Стандартные насадки выпускаются в размерах от 16 до 40 миллиметров. В процессе сварочных работ насадки необходимо очищать брезентовым материалом или деревянным скребком после каждой проведенной операции. Не допускается чистка насадки в холодном состоянии.
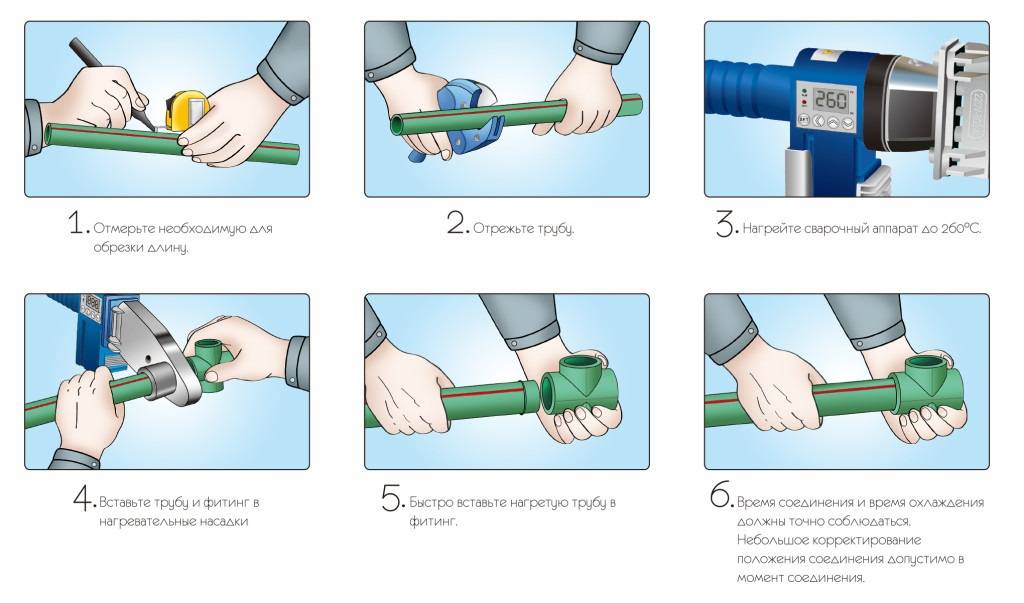
Сварочный аппарат нужно установить на ровной плоскости и прикрепить к нему насадки необходимого диаметра. Температура процесса при соединении полипропиленовых труб составляет примерно 260 градусов Цельсия.
Время нагрева для полной герметизации полипропиленовых труб составляет от 10 до 15 минут. При температуре окружающего воздуха ниже нуля градусов работы по сварке полимерного трубопровода проводить запрещено. Для этой технологии стыкования труб существует еще одно правило – фитинг в неразогретом состоянии должно иметь немного меньшую ширину, чем наружный диаметр трубы.
Труборезом или специальными ножницами изделие отрезают под прямым углом. Раструб фитинга и окончание трубы очищаются от грязи, используя мыльную воду или спирт, после чего просушивают. Сварочный аппарат должен быть подключен к питанию во время всего сварочного процесса. Нагрев проводится для фитинга и трубы одновременно.
Недостаточная температура может привести к тому, что соединенные элементы не достигнут необходимой температуры для вязкой пластичности. Это может привести к возникновению ненадежного соединения. Если детали перегреть, то существует вероятность утраты ими своей формы, а при появлении слишком большой липкости материала часть трубы будет сложно соединить с фитингом. При приложении небольших усилий образуется соединение с зауженным внутренним диаметром.
Время нагрева определено в специальных инструкциях, по окончании этого процесса детали соединяют друг с другом быстрым движением в соответствии с осями
После сварки нужно немного подождать, чтобы элементы охладились, это особенно важно для тонкостенных конструкций. Любые деформации в это время могут привести к разгерметизации системы, а исправить проблему можно только вырезав старый фитинг
Для трубопроводных систем, ширина которых не превышает 40 миллиметров, можно использовать классический ручной аппарат, а для изделий с большим диаметром оптимально применять устройство для сварки с центрирующим приспособлением.
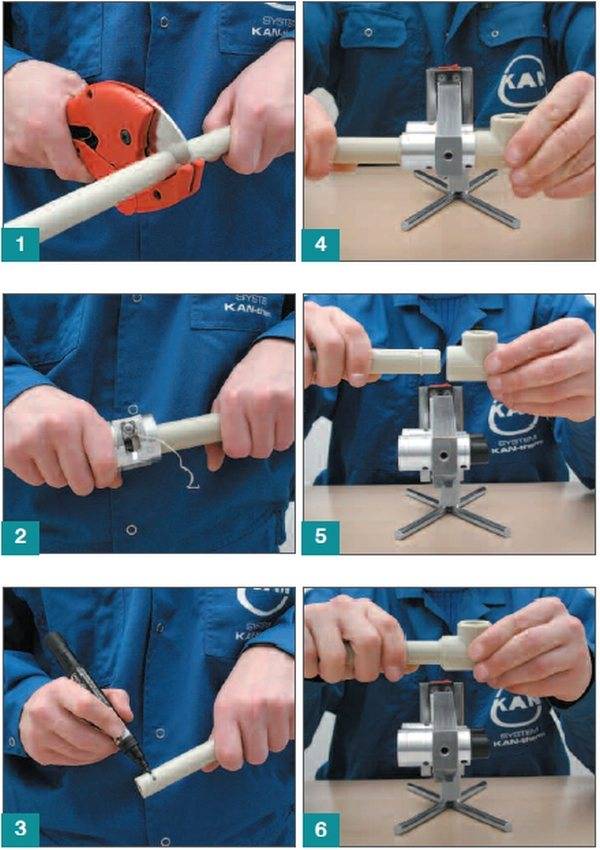
Этапы работ процесс сварки
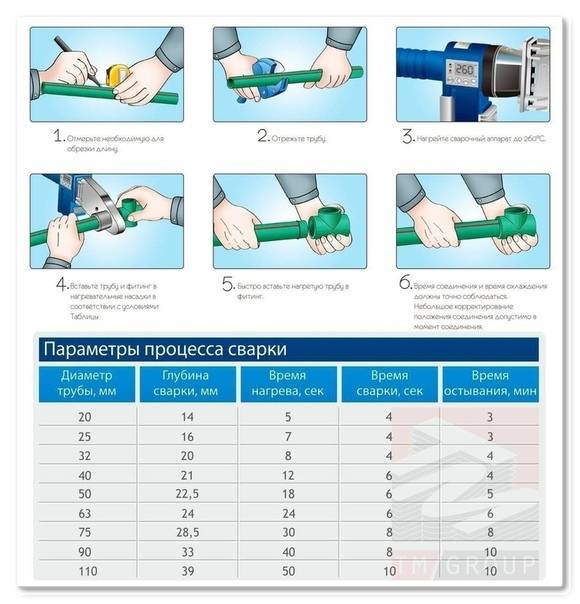
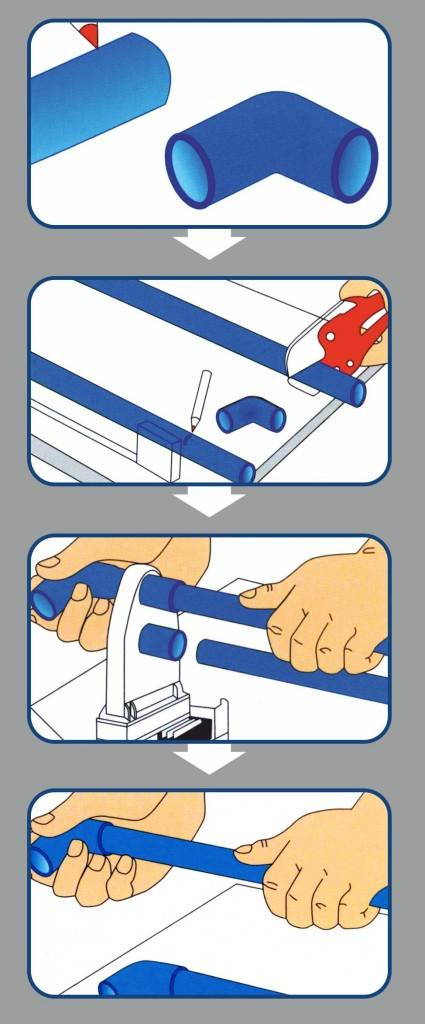
Отмерив необходимую длину трубы, делают на ней метку маркером. Труборезом или ножницами обрезают изделие под углом 90º к оси. Инструмент должен быть достаточно острым, чтобы труба не деформировалась.









Трубу обрезают под углом 90º к оси
Край армированного изделия необходимо зачистить, избавившись от верхнего слоя и фольги. Без этого этапа алюминиевая фольга, входящая в состав труб, в процессе эксплуатации будет соприкасаться с жидкостью. В итоге коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем даст течь.

Край армированных труб зачищают
Для неармированных изделий на конце трубы обозначают глубину сварки, ориентируясь на длину муфты фитинга. Еще одним важным моментом подготовки труб к сварке является обезжиривание поверхности. Обработка места соединения спиртом обеспечит более надежный контакт деталей.
Подготовка сварочного аппарата
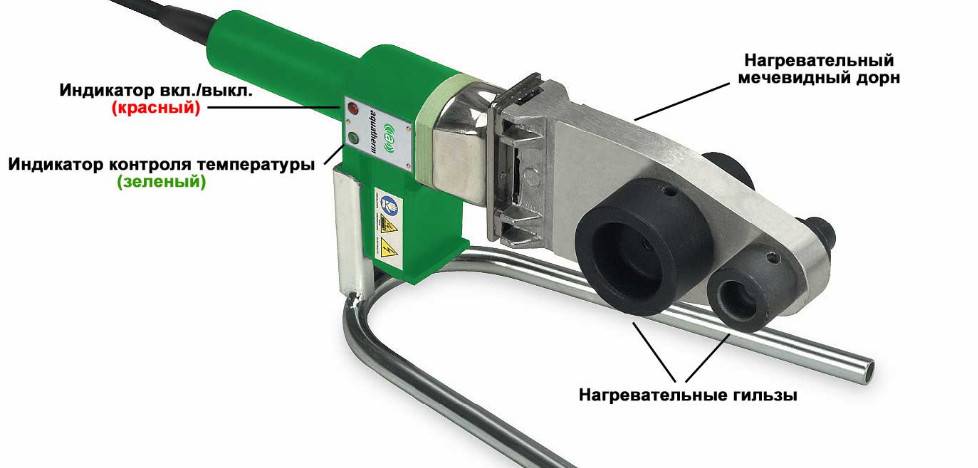
Перед тем как сварить пластиковые трубы, необходимо подготовить сварочный аппарат. Ручной прибор закрепляют на ровной поверхности. Детали аппарата должны быть чистыми и без дефектов. Очищают их при помощи материи смоченной спиртом. Нагревательные элементы надевают при выключенном инструменте. Для оплавления фитинга используют дорн, для оплавления трубы – гильзу.
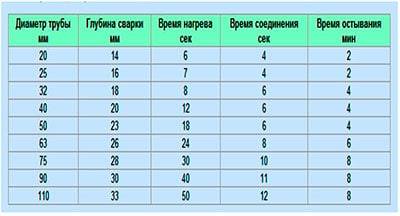
Время нагрева деталей для сварки определяют по таблице
Затем аппарат включают в сеть. При этом должны загореться индикаторы, находящиеся на корпусе агрегата. Один из них сигнализирует о том, что прибор подключен к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как погаснет индикатор, желательно чтобы прошло минут пять и только тогда начинать процесс сварки. Это время зависит от окружающей температуры и длится от 10 минут до получаса.
Из чего состоит процесс сварки?
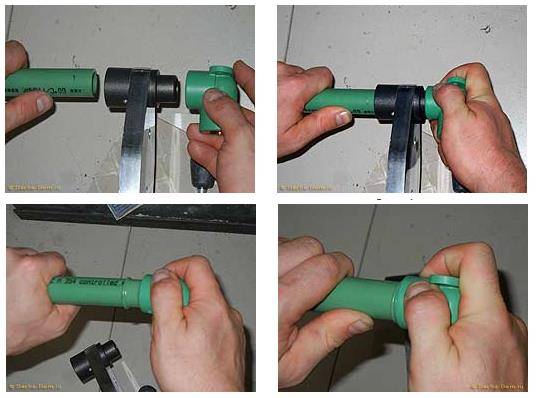
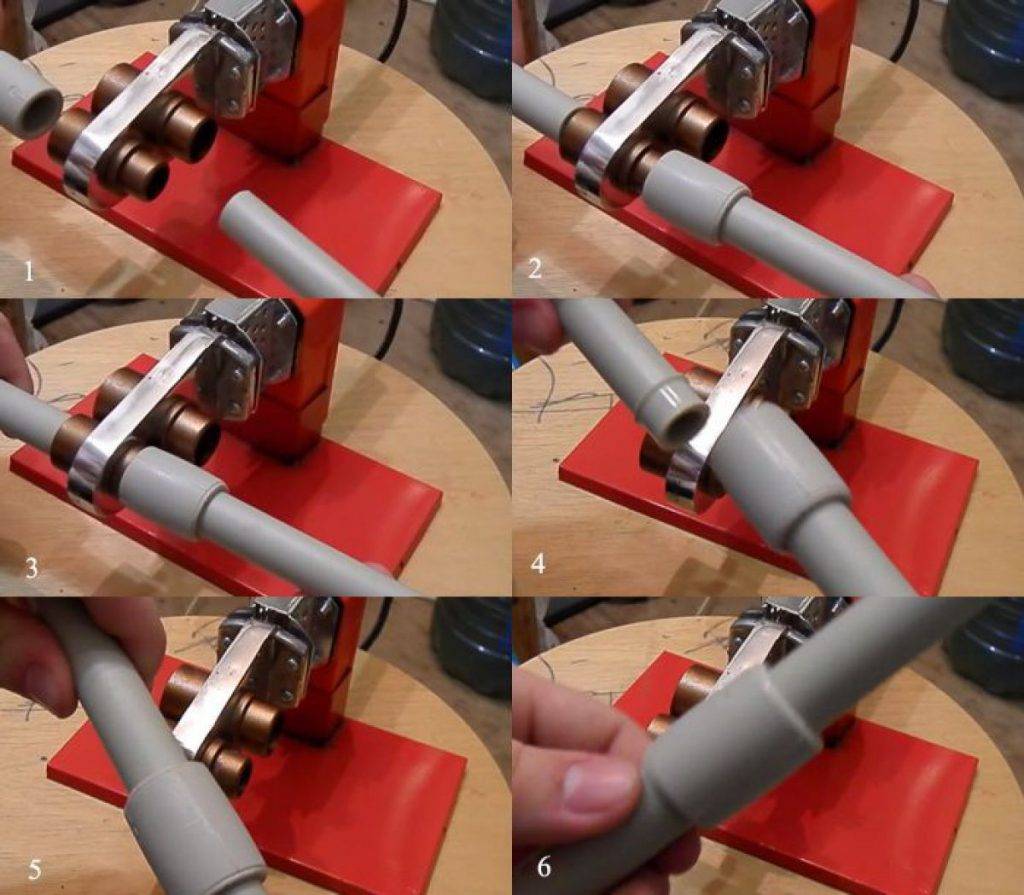
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу. Делается это одновременно и с небольшим усилием.

После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Чтобы знать, как правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева. Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Через необходимый промежуток времени детали снимают с аппарата и соединяют. При этом труба должна войти в фитинг строго до отметки. Во время этого процесса запрещается поворачивать детали по оси.

В процессе соединения деталей запрещается поворот изделий по оси
После соединения деталей не допускается механического воздействия на шов до его полного остывания. При соблюдении технологии, в итоге должен получиться прочный и герметичный шов.
В статье даны необходимые рекомендации о том, как правильно сваривать трубы, с подробным описанием каждого этапа. Применив на практике эти советы можно самостоятельно провести трубопровод для водоснабжения или отопления. Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.
В современных системах водоснабжения и отопления чугун давно уже не используется. Ему на смену пришел легкий, удобный в монтаже и не подверженный коррозии пластик. Сегодня мы расскажем о сварке полипропиленовых труб своими руками для начинающих – основных этапах этого процесса и его тонкостях.
Где лучше посадить крыжовник на участке
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
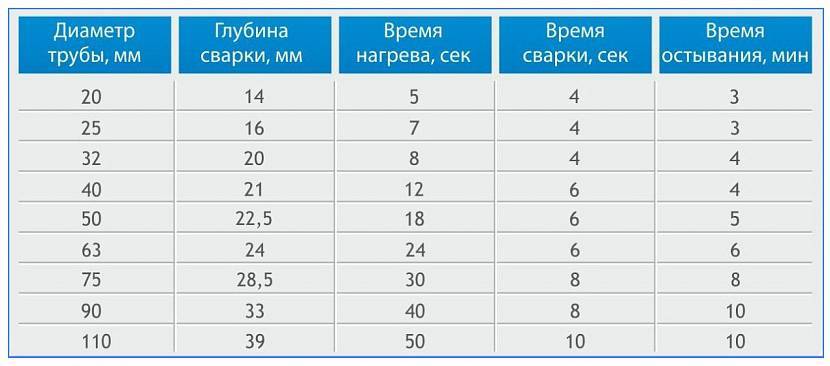
Таблица значений выдержки сваркиИсточник montagtrub.ru
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:








- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Этапы сваривания трубопроводаИсточник svarkaspec.ru
Инструмент для пайки труб из полипропилена
Теперь стоит разобраться, чем, собственно, паяются ПП трубы. А нужен для этого специальный паяльник для пайки полипропиленовых труб. Его можно купить практически в любом строительном магазине, при том, что модели «попроще» с простейшей комплектацией обойдется ориентировочно не дороже 500 рублей.
У самых дешевых инструментов нагреватель имеет мощность в пределах 0,8 кВт. Для домашних целей таких показателей вполне достаточно. По большому счету, мощность определяет лишь скорость нагрева аппарата, при этом температура пайки ПП труб не меняется. Поэтому если для вас принципиально то, сколько по времени паять полипропиленовые трубы, лучше всего взять инструмент помощнее.
Самые ходовые паяльники с небольшой стоимостью комплектуются насадками для труб сечениями 20, 25 и 32 мм. Они, как правило, удовлетворяют все потребности при монтаже домашней системы трубопровода. Целесообразнее значительную часть денежных средств потратить на более качественные фитинги и трубы, чем на паяльный инструмент. Аппарат какой угодно стоимости справится с задачей на отлично, так как стабильность и температура пайки полипропиленовых труб в любом из случаев будут достаточными.
Если вы новичок в вопросе пайки ПП труб, помните, что вам под силу осуществить данный процесс.
Главное запастись следующим вспомогательным инструментом:
- рулетка – понадобится для замеров, без нее попросту не обойтись;
- карандаш – потребуется для проставления отметок на трубе для последующей обрезки;
- ножовка по металлу – когда в хозяйстве не оказалось специальных ножниц, она будет как раз кстати;
- нож – он понадобится для снятия фаски с труб в процессе их прокладки.
Кроме того, довольно удобными считаются ножницы-труборезы для полипропиленовых труб. С их помощью можно одним движением рассечь трубу строго под 90°, при этом срез получится идеально ровным. Так можно сэкономить достаточно много времени. Однако можно легко обойтись и без них.
Покупая паяльник, обратите внимание на комплектацию. Довольно часто производители комплектуют инструмент труборезом в качестве бонуса
Бывают случаи, когда комплект дополнен рулеткой и карандашом.
Возможно, вы спросите себя, как паять армированные слоем алюминия трубы без зачистки. Потребуется самый простой шейвер, который идеально подойдет для разового использования. На дорогостоящий вариант тратиться в любом случае нет смысла. Дорогие инструменты имеют более высокую износоустойчивость, то есть, предназначены для больших объемов работ. Мы же в данном случае этим не воспользуемся, а значит покупать дорогой шейвер попросту нецелесообразно.
Зачем нужна зачистка?
Принцип сварки трубопроводов pprc заключается в разогреве полимерного материала до вязкого состояния. Затем происходит контакт горячего патрубка с муфтой, результат – спайка соединения. Однако надежность может снизиться, если в зоне соприкосновения будет алюминиевая фольга, применяемая для армирования. В этом месте не будет контакта полимеров, что может привести к разгерметизации.
Выход – выполнить зачистку армированных труб. Ее особенности заключаются в следующем:
- Удаление фольгированной прослойки на участке пайки не снизит максимальное значение давления.
- Если это не сделать, возможно постепенное разрушение стыка. Риск возрастает при частых гидравлических ударах в системе водоснабжения.
- Старые модели полипропиленовых труб имеют наружный слой из фольги. Их диаметр больше стандартного на 1,8-2 мм. Без зачистки патрубок не встанет в раструб муфты.
Подобная технология используется для всех видов полипропиленовых трубопроводов. Исключение – применение изделий с армированием стекловолокном. При нагреве оно частично расплавляется и не снижает надежность пайки. Но для таких моделей нужно увеличить время нагрева в зависимости от диаметра.
Важно: температура нагрева для патрубков разных диаметров одинакова – до +280°С. Время контакта с паяльником – от 5 сек (16 мм) до 80 сек (160 мм).
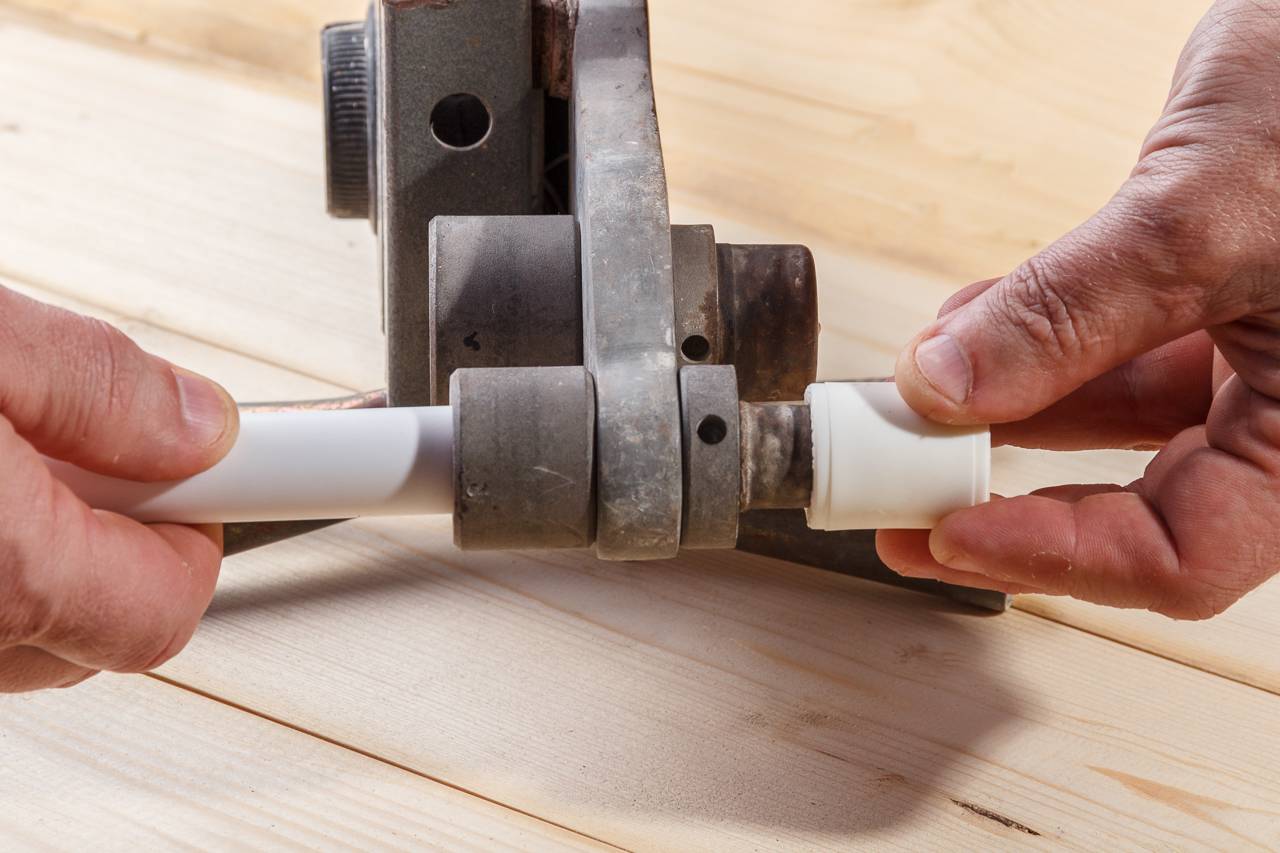
Этап второй. Сварка полипропиленовых труб
Сварка полипропиленовых труб
Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.
Сварочный аппарат
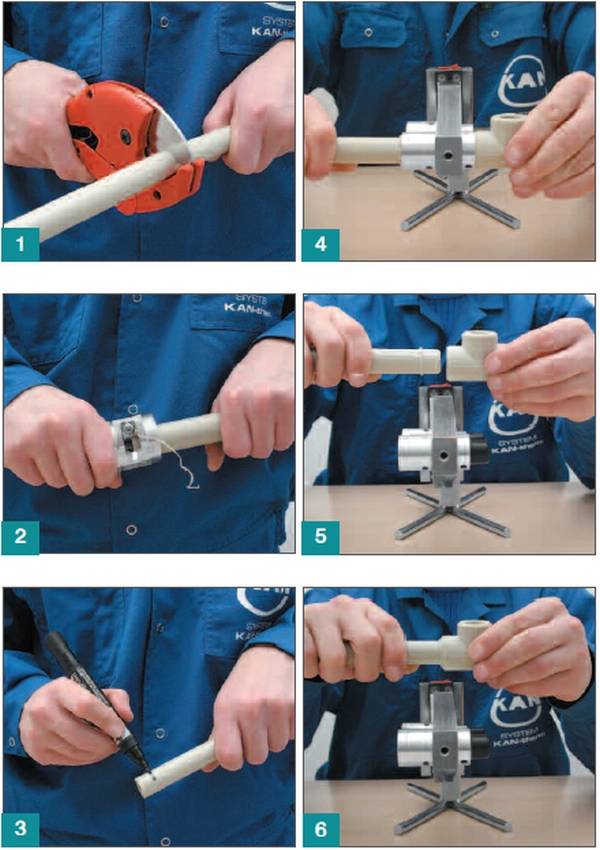
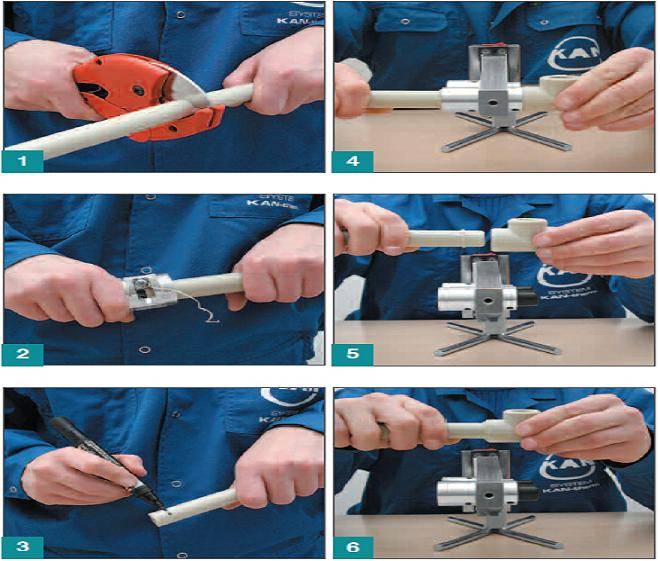
Шаг первый. Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.









Ножницы для резки полипропиленовых труб
Шаг второй. Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий. С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.
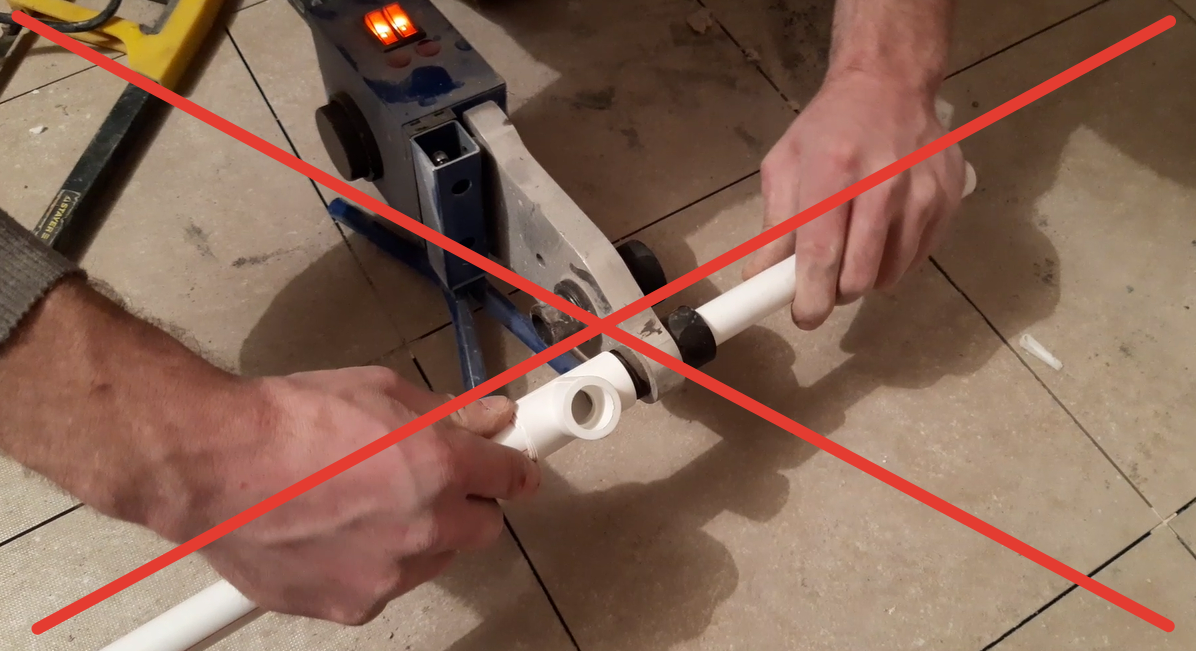
Ошибки при сварке полипропиленовых труб встык
Шаг четвертый. ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).
Таблица технологической паузы
Шаг пятый. По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.
Процесс сварки полипропиленовых труб
Шаг шестой. На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.
Сварка полипропиленовых трубСварка полипропиленовых труб
Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Изготовление сварочного аппарата
Ввиду того что более-менее хороший сварочный аппарат стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:
- термальную пасту для компьютеров;
- утюг старой модели;
- болт, шайбу к нему;
- электрическую дрель;
- гильзу (насадку) нужного диаметра.
Последовательность действий должна быть следующей.
Шаг первый. С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг второй. Спиливается острый «носик» для более удобной работы возле стен.
Шаг третий. Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый. Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология пайки идентична описанной выше.
Как выполняется пайка полипропиленовых труб в труднодоступных местах – проверенные опытом способы
При установке новых полипропиленовых труб взамен устаревших металлических систем может возникнуть ситуация, когда соединение труб с помощью сварки необходимо выполнить в местах, которые не совсем соответствуют условиям для совершения такой операции.
Поэтому для самостоятельного обновления трубопровода требуются определенные знания, помогающие организовать сварку полипропиленовых труб в неудобном месте, используя для этого вспомогательные инструменты.

Инструменты для работы
Выполнить качественное соединение трубных элементов помогает специальный паяльник для труб из полипропилена и набор тефлоновых насадок. Используя паяльник, можно без особых усилий выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.







Кроме того, пайка полипропиленовых труб в труднодоступных местах предполагает наличие следующих инструментов:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также необходимо приготовить рулетку, линейку и карандаш, а также уголок и ножик. В некоторых случаях может понадобиться ветошь.
Способы сварки полипропиленовых труб
Пайка труб в труднодоступных местах может выполняться разными способами в зависимости от рабочего диаметра труб:
- Методом стыковой сварки соединяют трубы, имеющие толщину стенок не меньше 4 мм и диаметр до 50 мм. В быту таким способом пользуются довольно редко.
- Раструбным способом пользуются при соединении труб с диаметральным сечением до 40 мм. Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
- При седельной пайке к трубе под углом 90 0 приваривают специальное раструбное седло путем стыкового сочленения. Седло просверливают и к месту соединения приваривают кусок трубы, получая на выходе Т-образный переходник.
Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.

Выполняя сварку полипропиленовых труб в труднодоступных местах под потолком, нужно приготовить место, где будет размещен сварочный аппарат при ручном формировании соединения. Для этой цели можно пригласить помощника или повесить аппарат на специальный крюк, подготовленный заранее.
В случае расположения труб очень близко к стене используют специальный прием: прямую и ответную часть формируемой стыковки поочередно прогревают паяльником. При этом нагрев должен доходить до таких пределов, чтобы первый нагретый участок не успел остыть, пока нагревается ответная часть.
Особенности пайки в углах
Чтобы решить проблему, как паять полипропиленовые трубы в труднодоступных местах, например, в углах, нужно знать особенности таких соединений. Стыковка трубных элементов в углах помещения проводится с использованием заготовок, обрезанных под углом 90 0
При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами. Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении

Формирование угловых соединений на трубах, располагающихся на небольшом расстоянии от стены, также выполняется путем последовательного нагревания прямой и ответной части
Особое внимание в этом случае следует уделить глубине вхождения трубного элемента в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом
Решение вопроса о том, как спаять полипропиленовые трубы в труднодоступных местах, требует внимательного отношения и точного выполнения всех действий. Стыковочные элементы, имеющие даже незначительный дефект, подлежат обязательной замене на новые детали. По мнению специалистов при выполнении соединений в труднодоступных местах не стоит отключать питание сварочного аппарата, лучше, если он будет всегда включенным.
Особенности работы с болгаркой
В процессе работы, болгарку необходимо крепко держать обеими руками.
Если собственного веса обрабатываемого изделия недостаточно для того, оно было неподвижно во время работы, его нужно обязательно закрепить струбцинами на тяжелой конструкции. Можно использовать для этого и тиски.
Работа с болгаркой требует выполнения ряда общих требований. Прежде всего, шлифовальную машинку нужно крепко держать 2-мя руками — это одно из основных требований, которое должно неуклонно выполняться при любых обстоятельствах. Если оператор будет надежно держать болгарку в руках, то даже обратный удар не вызовет вырывание инструмента или его большое смещение.
Нужно работать на ровной и устойчивой поверхности, вероятность нарушения равновесия должна отсутствовать. Шнур питания болгарки должен находиться в стороне вращающегося диска, чтобы круг его не захватил и не перерезал, т.к. это может привести к резкой остановке круга со смещением болгарки и короткому замыканию.
Инструмент нельзя выпускать из рук, пока вращающийся диск не будет полностью остановлен. В противном случае круг может зацепить какие-либо посторонние поверхности и предметы.
При работе с болгаркой, все кроме оператора должны находиться на расстоянии, так как от болгарки летят искры.
При необходимости перейти с одного места в другое нужно обязательно выключить болгарку, т.к. при перемещениях вращающийся диск может задеть посторонние предметы, захватить одежду и т.д.









Если в процессе работы внезапно отключилось электричество, инструмент следует обязательно выключить, чтобы при возобновлении электроснабжения не произошло его неконтролируемого запуска.
Шлифовальные и отрезные круги заметно нагреваются во время работы
Важно не трогать их до тех пор, пока они полностью не остынут. Все, кроме оператора, должны находиться на достаточном расстоянии от рабочего места, чтобы абразивные частицы, искры, осколки круга и т.д. им не навредили
им не навредили.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
-
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной. https://www.youtube.com/embed/fKf2kG7gHvw
https://youtube.com/watch?v=fKf2kG7gHvw