Инструкция по сварке
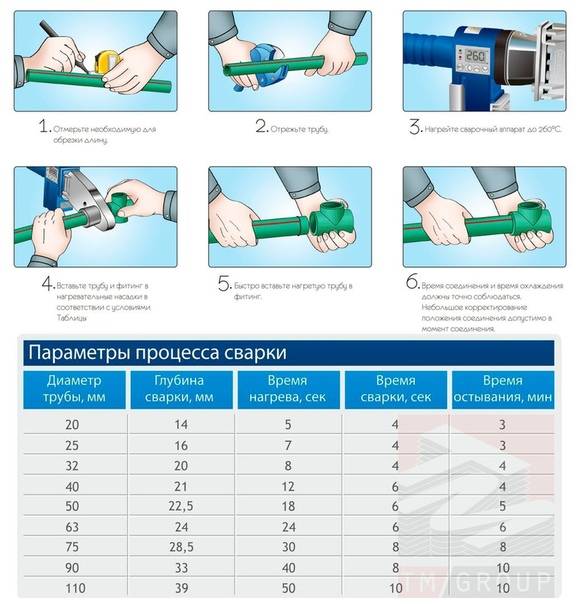
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
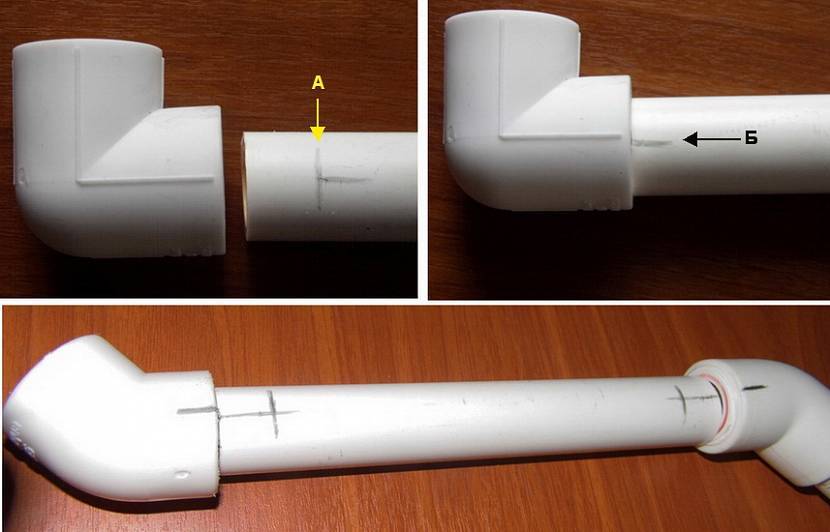
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
|
Диаметр (мм.) |
Глубина сварки (мм.) |
|
20 |
14,0 |
|
25 |
16,0 |
|
32 |
20,0 |
|
40 |
21,0 |
|
50 |
22,5 |
|
63 |
24,0 |
|
75 |
28,5 |
|
90 |
33,0 |
|
110 |
39,0 |
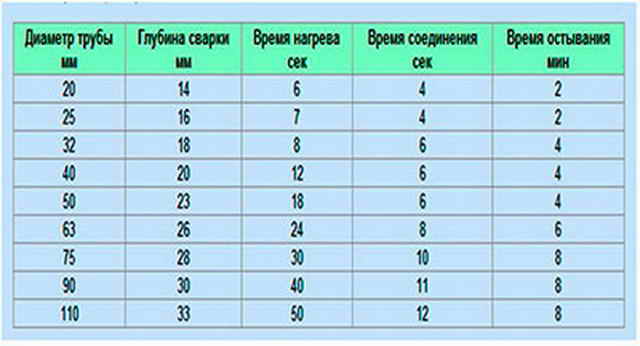
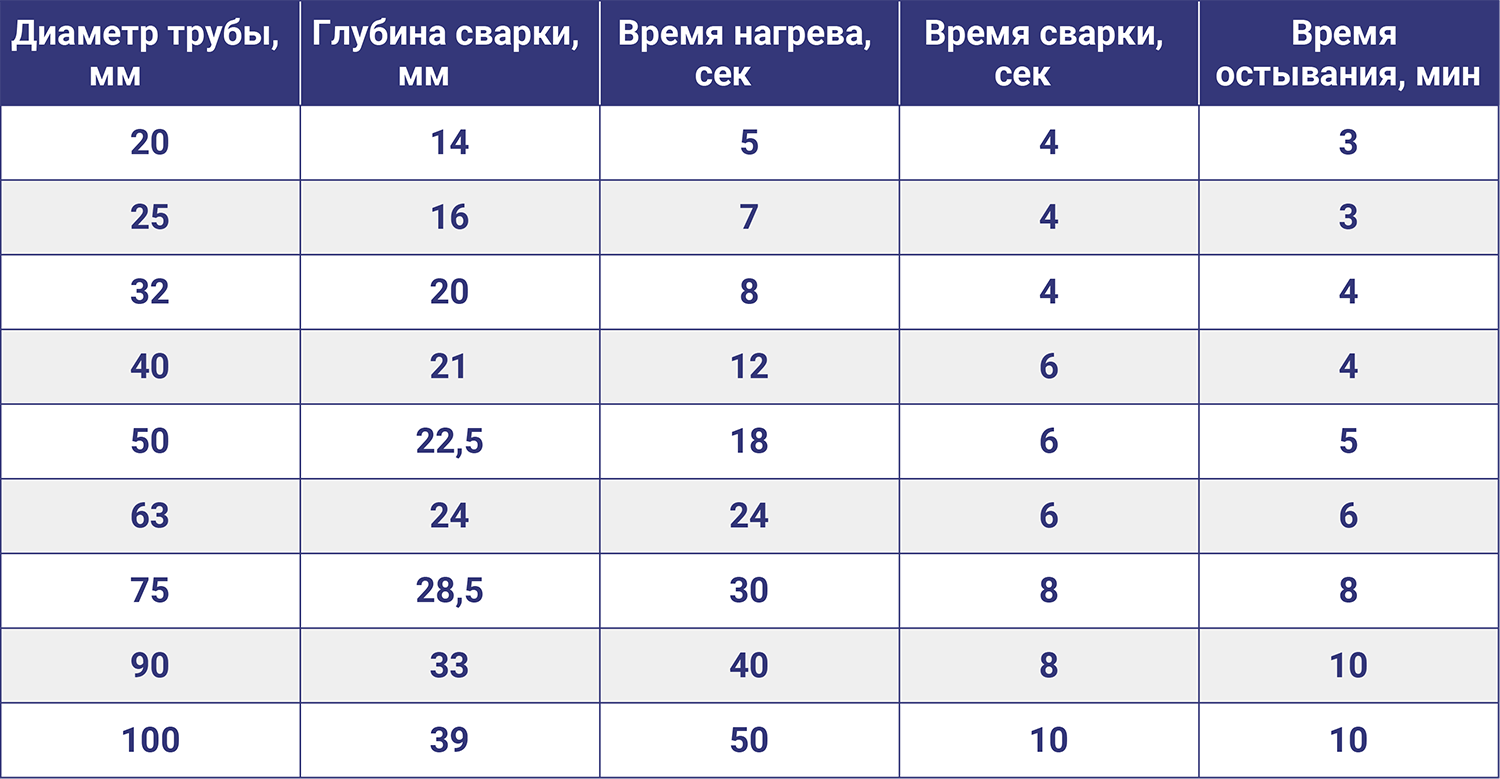
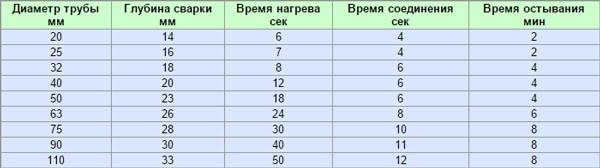
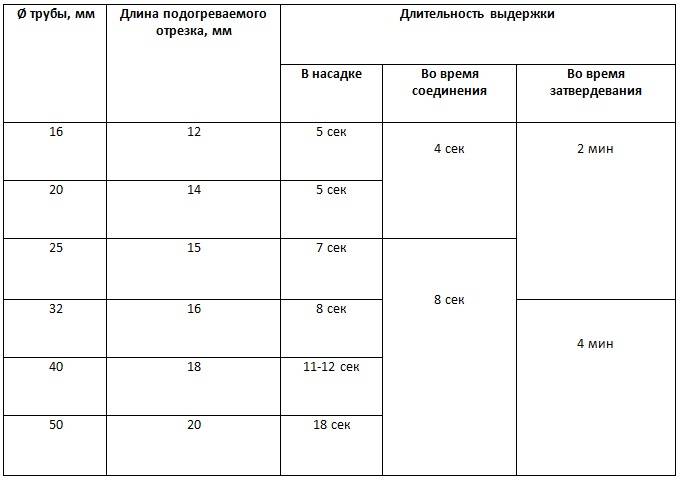
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
|
Диаметр (мм.) |
Время остывания (сек.) |
|
20 |
3 |
|
25 |
3 |
|
32 |
4 |
|
40 |
4 |
|
50 |
5 |
|
63 |
6 |
|
75 |
8 |
|
90 |
10 |
|
110 |
10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.





С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Как паять трубы в труднодоступных местах
Самой большой проблемой, с которой сталкивается практически каждый мастер, является монтаж пластикового трубопровода на сложных участках. Чтобы произвести пайку полипропиленовой продукции в труднодоступных местах, конструкцию требуется разделить.
Сначала выполняется монтаж самого большого и неудобного участка. Он отдельно формируется, затем устанавливается на постоянное место.
По завершении сложного монтажа осуществляется установка более мелких элементов. Такую работу нужно обязательно проводить вместе с помощником.
«Фенолюкс»
За поездку в такси можно получить квартиру! И ещё 4 причины чаще пользоваться «Ситимобил»
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Разметка глубины посадкиИсточник files.builderclub.com
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
О секретах подгонки труб в этом видео:
Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
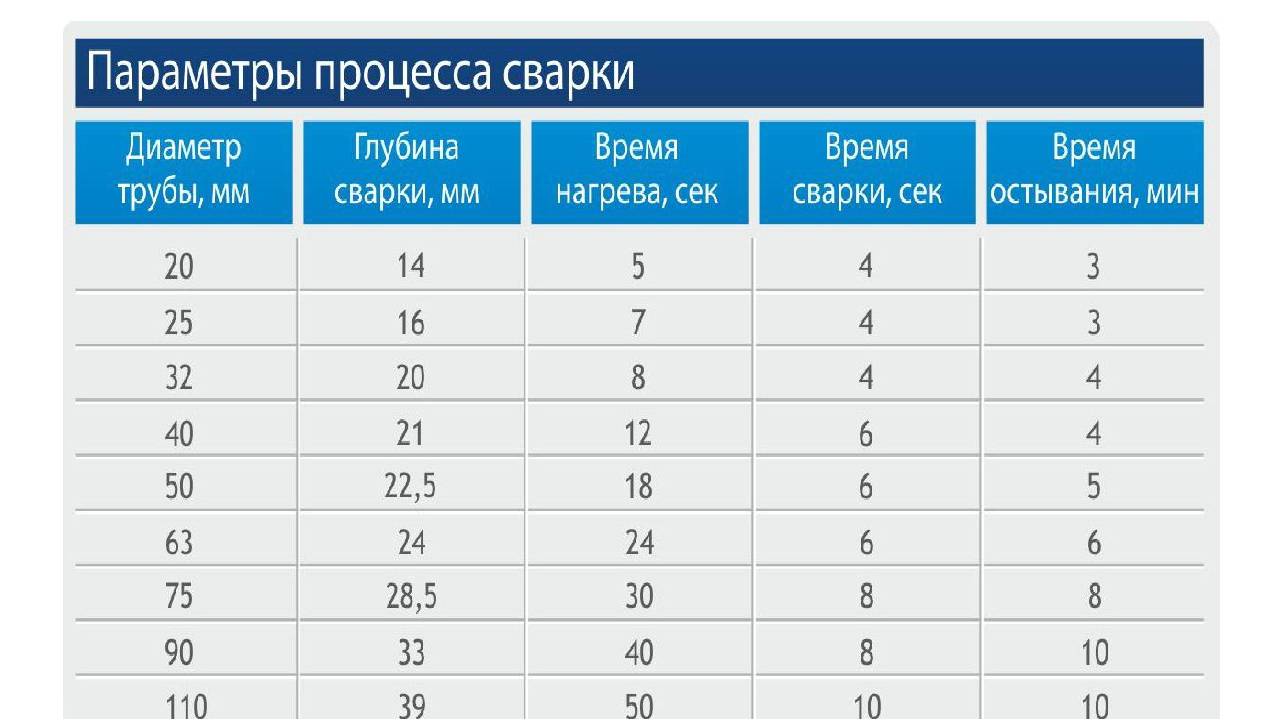
Процесс сварки труб из полипропилена
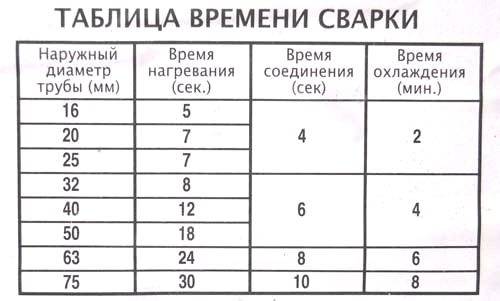
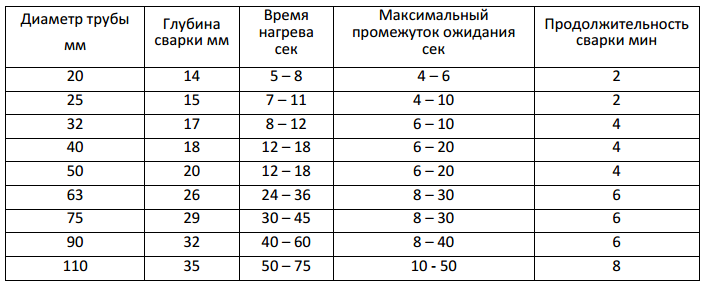
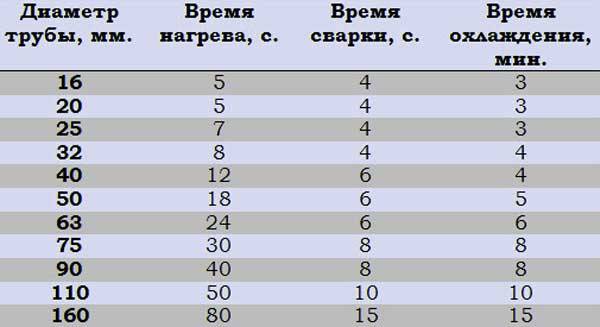
Таблица сварки полипропиленовых труб
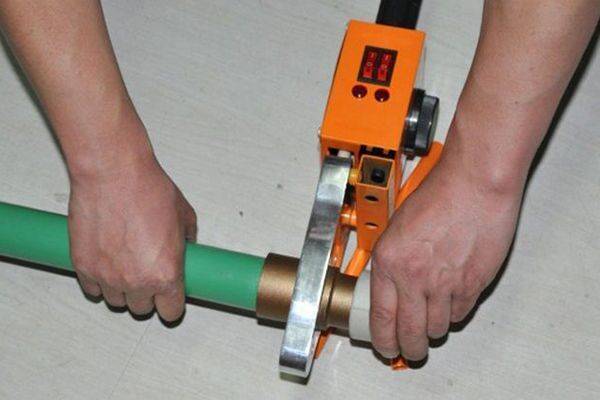
- Включают сварочный аппарат. Индикатор кнопки включения должен светиться. Нагрев сварочного аппарата происходит в течение 10-30 минут в зависимости от температуры окружающего воздуха. Рабочая температура аппарата составляет 260 градусов. Если аппарат эксплуатируется впервые, после нагрева ему дают постоять в течение 5 минут, и только потом начинают сварку.
- Труба и фитинг одновременно вставляются в сварочную насадку по одной оси. Нагрев происходит в соответствии с таблицей и в зависимости от диаметра свариваемых элементов.
- После окончания времени нагрева фитинг и трубу снимают со сварочного аппарата и тут же соединяют, удерживая их неподвижно в течение указанного времени.
- Остывшее соединение свидетельствует о том, что сварка окончена, а детали можно использовать как единое целое.
Итак, статья на тему «трубы полипропиленовые: как установить и как осуществить сварку» окончена. Теперь при самостоятельном монтаже трубопровода у вас не должно возникнуть проблем.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
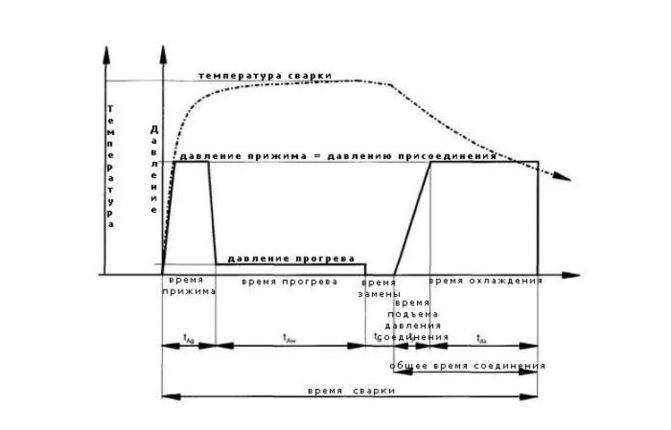
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
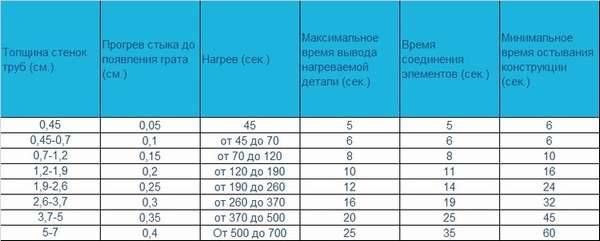
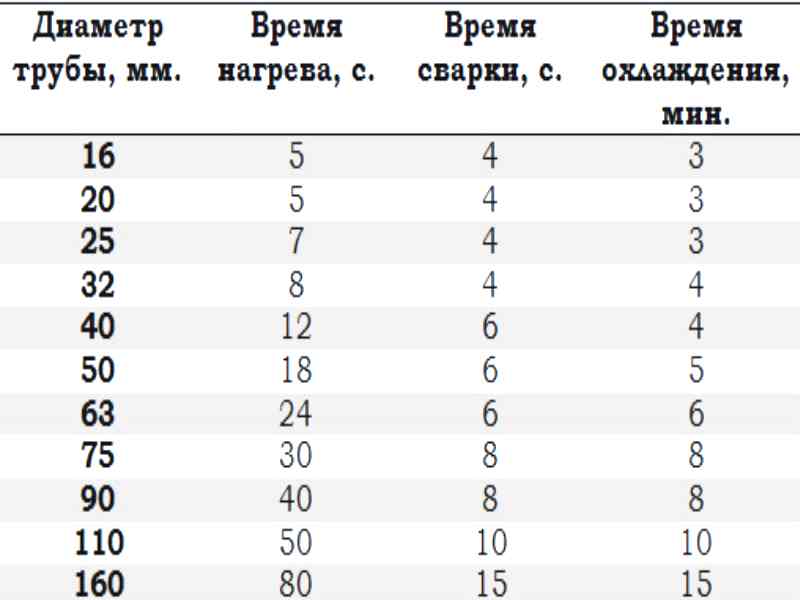
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
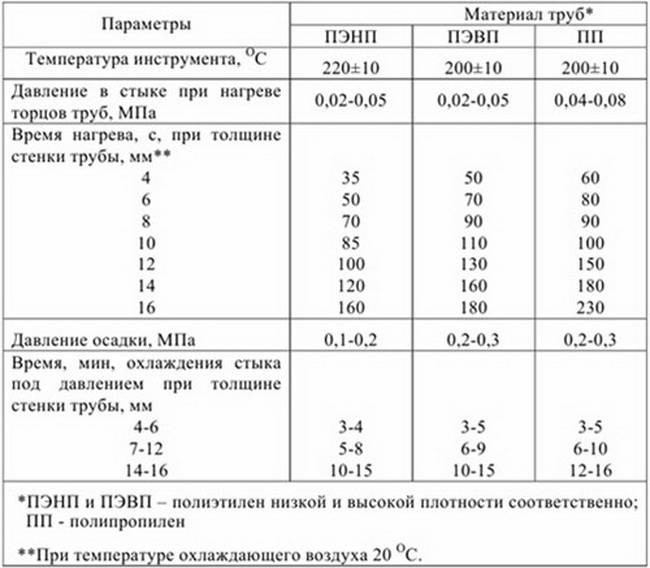
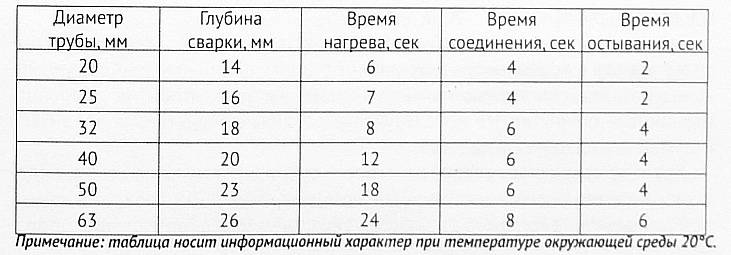
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
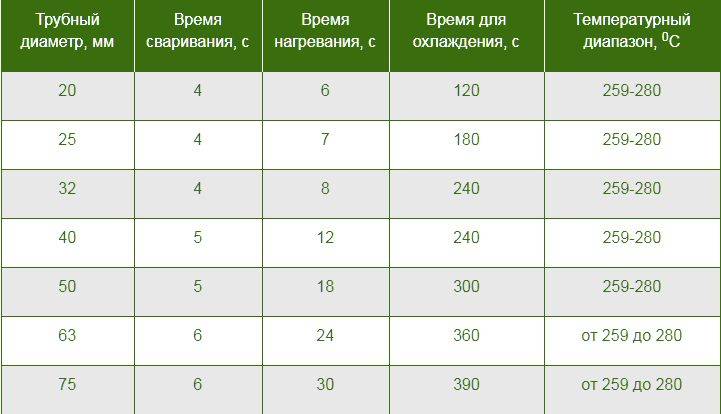
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
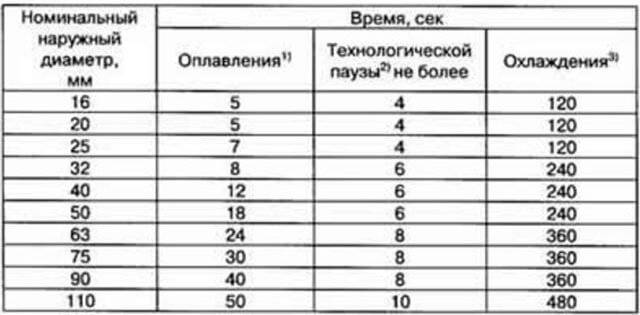
Существует таблица температур пайки полипропиленовых труб.
|
Трубный диаметр, мм |
Время сваривания, с | Время нагревания, с | Время для охлаждения, с |
Температурный диапазон, С |
|
20 |
4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 |
259-280 |
|
32 |
4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 |
259-280 |
|
50 |
5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 |
от 259 до 280 |
|
75 |
6 | 30 | 390 |
от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.



При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Виды инструмента
Инструмент для монтажа полипропиленовых труб можно условно разделить на:
- сварочные аппараты;
- клеевые пистолеты;
- труборезы;
- зачистки.
Сварочные аппараты
Сварочные аппараты бывают двух видов:
- Механический аппарат. Применяется, если необходимо соединить трубы большого диаметра или требуется большое усилие для совмещения стыков. Устройство:
- опорная рама;
- приборный блок;
- гидравлический привод.
Захваты из полуколец располагаются слева и справа. Между ними, для распределения давления и осуществления центровки, устанавливают вкладыши, внутренний диаметр которых соответствует наружному диаметру свариваемых труб.
Сварочный аппарат механический
- Ручной аппарат для сварки. Служит для сварки труб небольшого диаметра до 125 мм. Устройство:
- терморегулятор;
- плита нагрева с отверстиями, в которые устанавливаются насадки с антипригарным покрытием;
- комплект насадок для установки свариваемых элементов (попарно), тефлоновое покрытие не позволяет полипропилену прилипать к разогретой насадке.
Соединение с помощью ручного аппарата
Клеевые пистолеты
Применение пистолета упрощает работы по монтажу. Раструбное соединение с использованием муфт соединительных или других элементов можно производить, применяя клей для полипропиленовых труб. Преимущества термоклеевого пистолета:
- быстрота схватывания – от 1 до 3 минут;
-
надежность шва практически не уступает другим видам соединений.
Поверхности, подлежащие склеиванию, должны быть очищены от загрязнений и обезжирены.
Труборезы
Виды труборезов:
Ножницы прецизионные с трещоточным механизмом (для труб до 42 мм диаметром) обладают лезвием из стали с зубчатой рейкой.
Ножницы для полипропиленовых труб
Труборез роликовый с храповым механизмом. Труба вкладывается в с-образную выемку и при смыкании рукоятей отсекается лезвием, расположенным напротив. Резка должна проводиться строго под углом в 90о. Отклонение в процессе резки приводит к деформации линии реза или даже к поломке ножниц.
Труборез для полипропиленовых труб роликовый
- Труборез аккумуляторный с небольшим электромотором, обеспечивающим большую скорость резки.
- Труборез гильотинный, который служит для порезки труб большого диаметра.
При отсутствии трубореза можно воспользоваться обычной ножовкой по металлу или по дереву, но тогда торцы необходимо тщательно зачистить от заусенцев. Также при резке нельзя допускать деформации трубы.
Зачистки
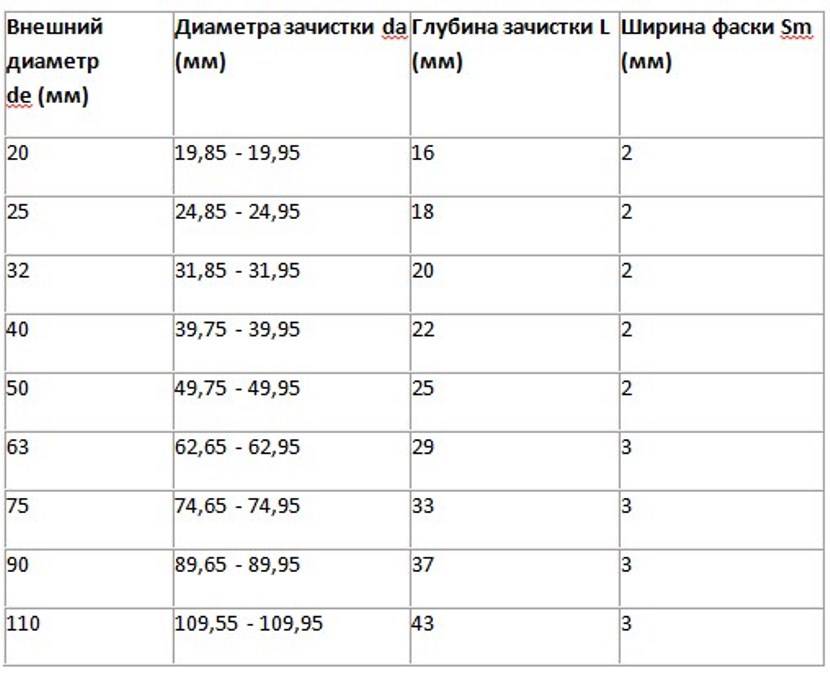
Для систем горячего водоснабжения и отопления рекомендуется применять армированные полипропиленовые трубы. Трубы, армированные стекловолокном, в зачистке не нуждаются, так как сетка находится между слоев полипропилена, воды не боится и с фитингом не контактирует. Алюминиевая фольга, используемая для армирования, должна быть удалена из места стыка до сварки. Алюминий при контакте с водой может вызвать электрохимические процессы, что приведет к разрушению армирующей пленки. В случае внешнего армирования алюминий помешает процессу сварки полипропиленовых элементов. Поэтому трубы, армированные алюминиевой фольгой, нуждаются в зачистке. Виды инструментов для зачистки:
- ручные – со съемными, несъемными рукоятками или рифлением;
- насадки для дрели.
Ручные зачистки и насадка на дрель
При небольших объемах работ по зачистке и отсутствию опыта лучше воспользоваться ручным инструментом.
- Для наружного слоя применяют муфты с ножами изнутри (материал – сталь инструментальная), так называемые шейверы. Диаметр инструмента подбирается под диаметр зачищаемой трубы. Часто используются двусторонние муфты, позволяющие выполнять работу с трубами двух различных диаметров.
Шейвер для полипропиленовых труб
- Для внутреннего слоя используют торцеватели. Ножи расположены с внутреннего торца. Нужно просто вставить трубу в инструмент, несколько раз провернуть и можно производить сварку.
Торцеватель для полипропиленовых труб
Удалять внутренний слой быстрее, ведь требуется снятие около 2 мм фольги. При снятии наружного слоя необходимо снимать около 2 см.
Насадка на дрель
Насадки на дрель отличаются от ручных зачисток стальным стержнем для установки в дрель, шуруповерт или перфоратор. Служат для удаления как внешнего, так и внутреннего армирующего слоя (расположение ножей определяет вид удаляемого слоя).
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.




Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.
Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
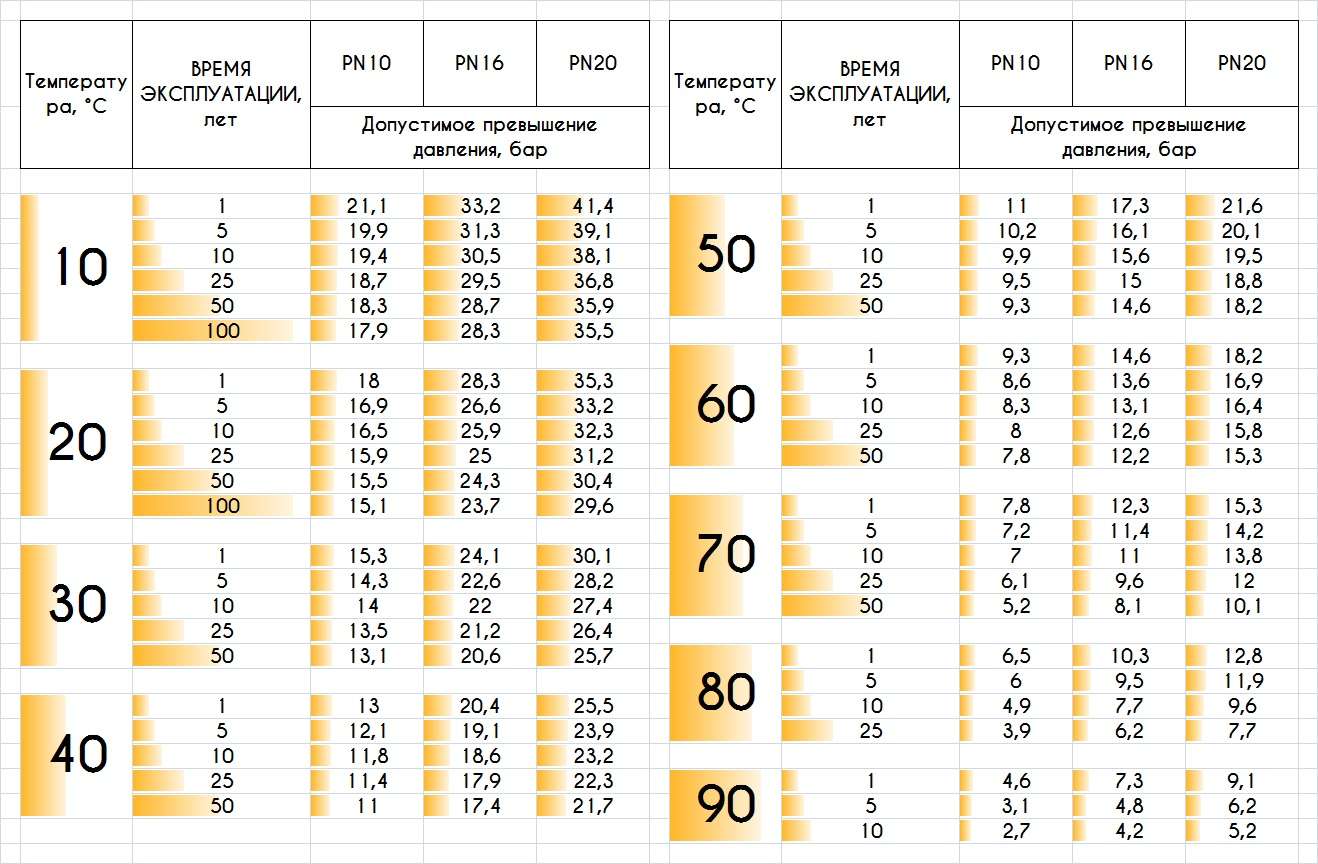
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
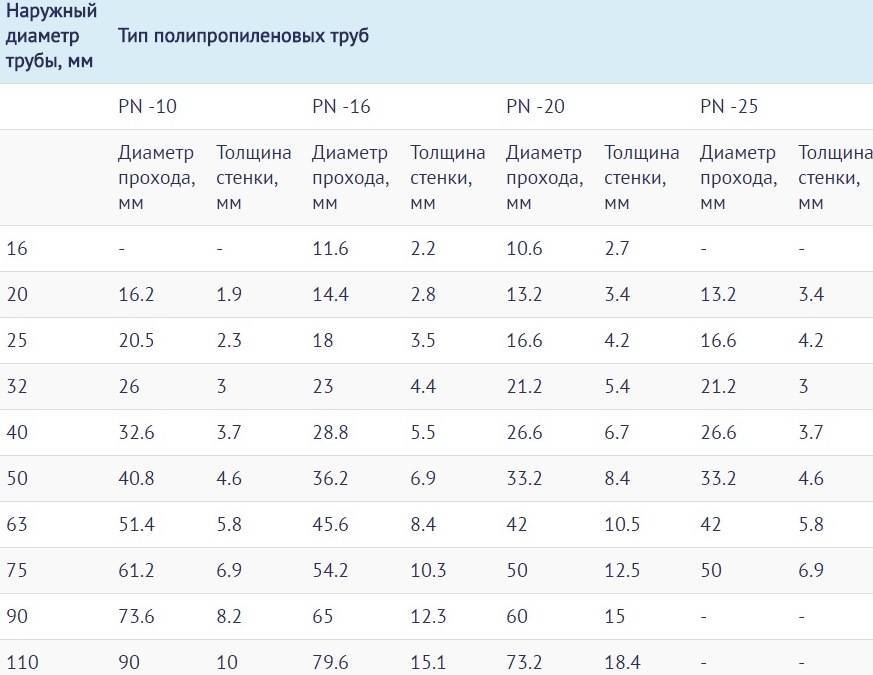
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.
В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.
Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
При нагревании образуется зона оплавления полимера
Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения
Технология пайки полипропиленовых труб работаем самостоятельно без бригады сантехников
Любое жилище требует системы отопления. Существуют нетрадиционные технологии, вроде русской печи или обогревателя «булерьян», но это скорее исключение, чем правило.
Традиционные стальные или чугунные трубы практически не применяются. В первом случае – вездесущая коррозия, а чугун требует сварочных работ.
Альтернативный материал – медь. Трубы из этого металла практически вечные, достаточно легко обрабатываются, и обладают достаточной прочностью. Есть и недостаток – высокая стоимость.
То же самое относится к водопроводу. Стальные трубы быстро приходят в негодность, становятся инкубатором для размножения бактерий. С медью также все понятно.
С недавнего времени домовладельцам предложен компромиссный вариант – пенопропилен. Трубы из этого материала имеют продолжительный срок службы, абсолютно равнодушны к коррозии и не притягивают к себе известковый налет.
Пайка полипропиленовых труб своими руками — подготовка
Для начала разберем технологию. Труба и соединительный элемент (хомут, тройник или уголок с внутренним диаметром, соответствующим наружному размеру трубы) плотно входят друг у друга. Место стыка необходимо сделать герметичным. Никакой клей или уплотнитель не подойдет. Технология соединения заложена в свойствах полипропилена.
Точка размягчения (как и точка росы) должна определяться автоматически, или «на глазок»? Вопросов много. Чтобы спайка полипропиленовых труб не отвалилась в первый же отопительный сезон.
Рассмотрим особенности технологии
Подбираем правильную трубу
Речь идет не о размере, а о классификации по температуре и прочности.
- Самый недорогой вариант – PN-10. Тонкие стенки, слабая прочность. Можно использовать для системы «теплый пол» при температуре теплоносителя до 50°С. Также подходит для вторичной сети водопровода (без высокого давления).
- Если вы прокладываете напорную трубу – ее класс должен быть PN-16. Можно использовать в системе отопления при температуре, не превышающей 60°С.
- Следующий класс PN-20 применяется в любых системах, кроме парового отопления. Это самый распространенный вариант труб, но не самый экономный (в плане стоимости).
- И наконец, армирования алюминиевой фольгой труба PN-25. Самая прочная и термостойкая конструкция. Выдерживает высокое давление при температуре 95°С.
Разумеется, характеристики применения несколько условны. Например, вы можете использовать трубу PN-10 для отопления, но срок ее службы сократится с положенных 50 лет, до 5-10. Или трубопровод класса PN-16, разогретый до 90°С, может не выдержать штатного для холодной воды давления.
Температура пайки полипропиленовых труб
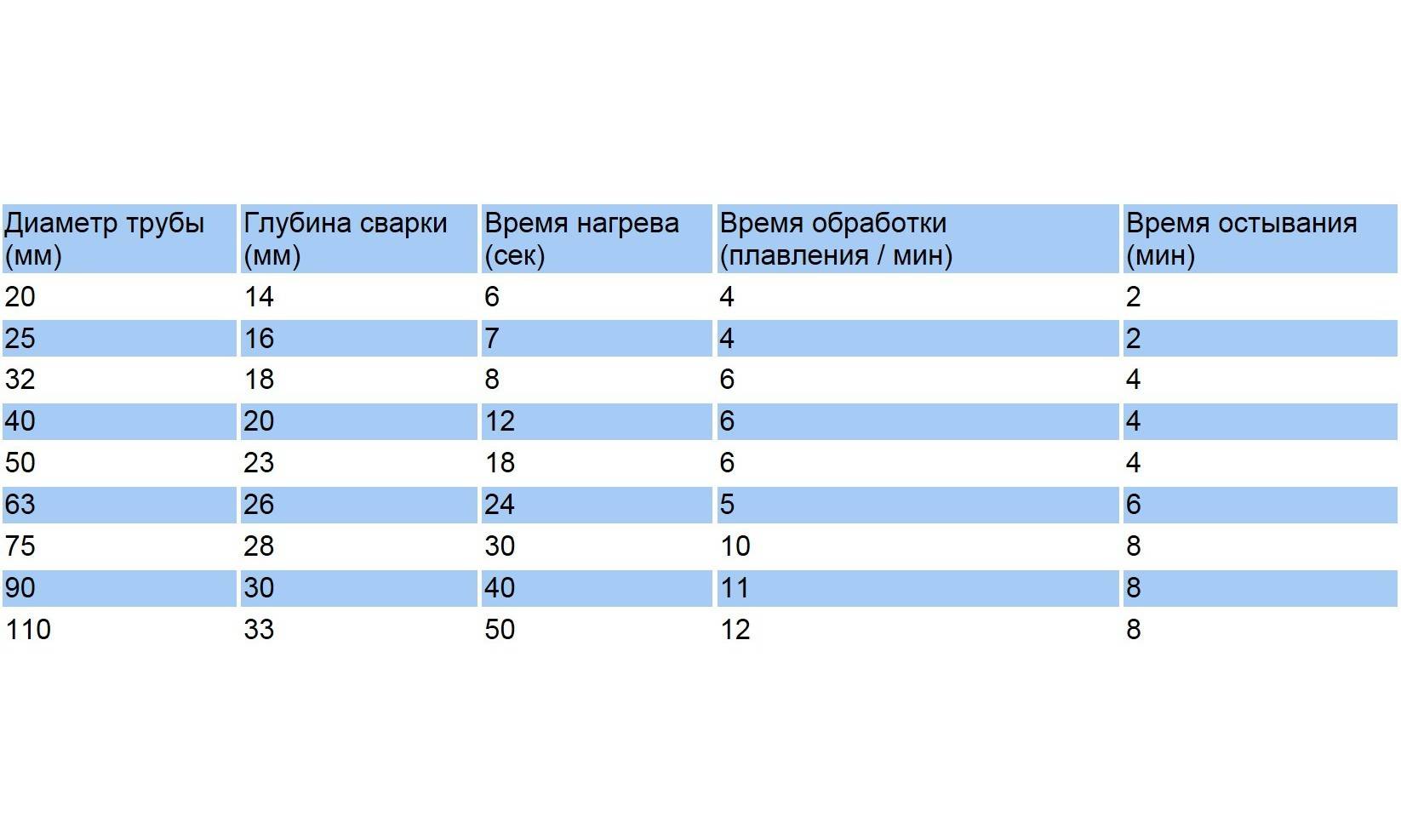
Собственно нагрев производится при 255-265°С, это стандарт для большинства труб. Если требуется иная величина – в документации к материалу это будет указано. Главное условие, которое надо соблюсти – это время нагрева, стыковки и остывания. Величина зависит от диаметра трубы.
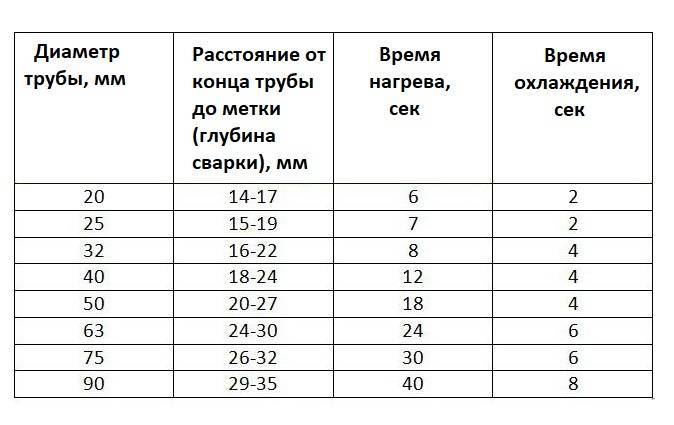
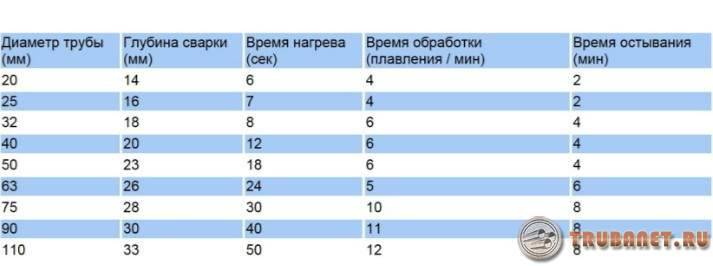
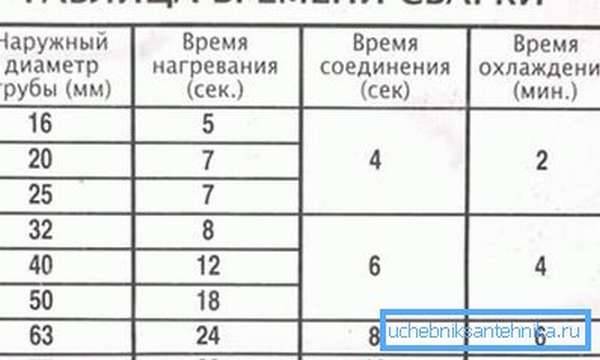

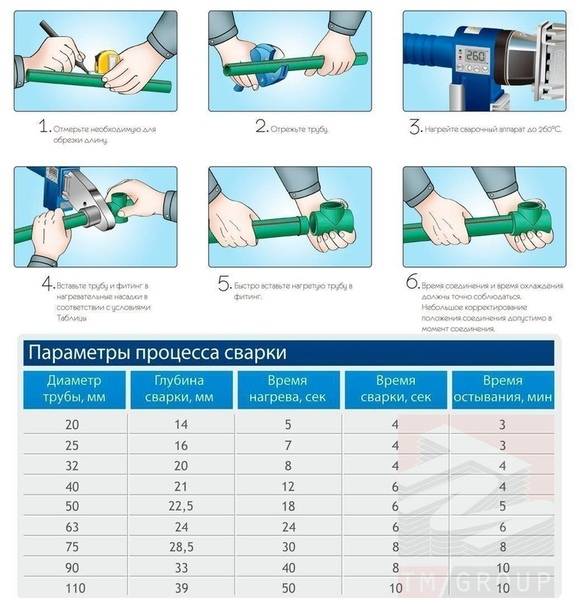
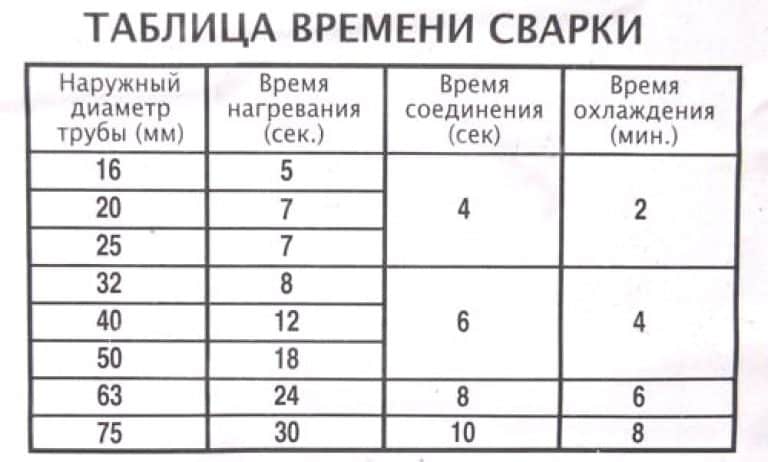
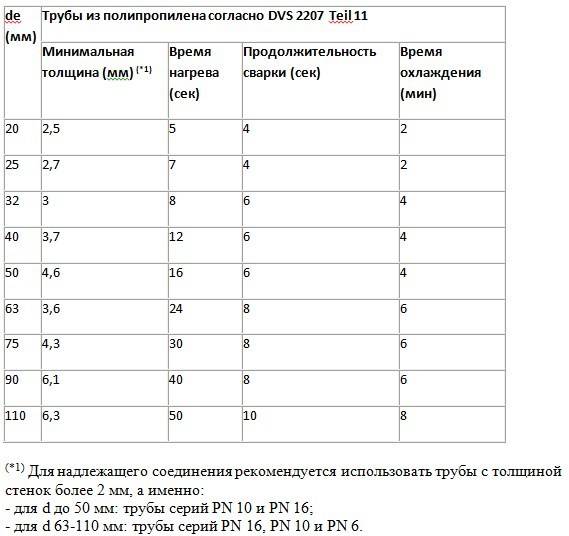
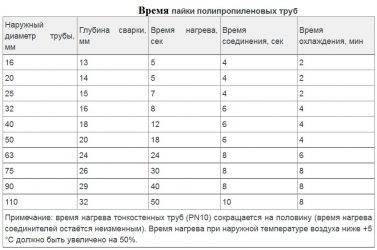

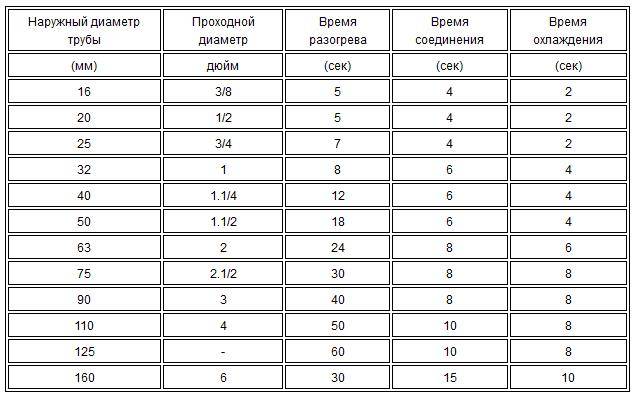
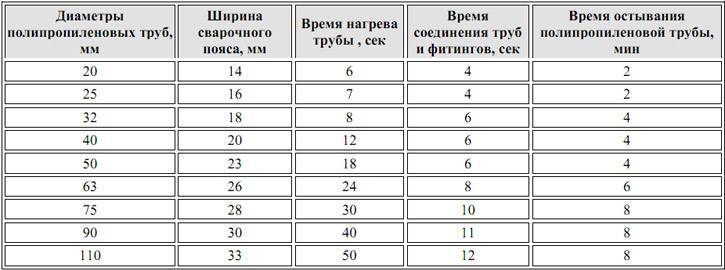
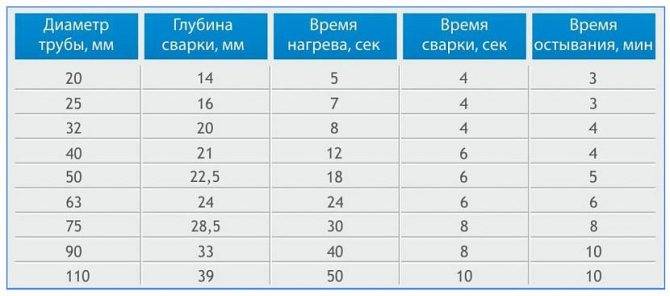
Таблица режимов нагрева
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Выбор паяльника
Существует множество производителей и конструкций. Критерии выбора просты – хорошее дешевым не бывает. И наоборот.
Пайка труб из полипропилена – процесс
- Сначала готовим места соединений с помощью специального инструмента. На поверхности не должно быть никаких заусенцев и раковин. По окончании проверяем трубы, стыкуя их без нагрева. Контакт должен быть плотным, без перекосов. Перед началом нагрева трубы следует очистить от грязи и жирных пятен. Наличие на полипропилене следов смазки, уменьшит адгезию при соединении.
- Затем прогреваем сварочный аппарат (паяльник) до необходимой температуры. Прибор должен располагаться на устойчивом основании, не касаясь стен и мебели нагревательным элементом.
Характерные ошибки
Прежде всего, это касается некачественно выполненных деталей. Любое изделие с дефектом должно быть непременно заменено. Варить подобные элементы – значит получить соединение низкого качества.
К частым ошибкам, допущенным при совмещении труб, относятся следующие моменты:
- Комплектующие детали изготовлены разными производителями. У каждой фирмы имеется собственный подход к таким элементам. Компании самостоятельно устанавливают нормативы, а также разрабатывают свои стандарты. Для работы с такими трубами необходимо использовать фитинги одного производителя. Кроме того, в деталях могут быть большие различия по их химическому составу. Все вышеперечисленное негативно влияет на сварочный процесс.
- Детали были перегреты. Такой дефект сразу бросается в глаза. Труба размягчается, при установке в муфту начинает деформироваться.
- Слабый нагрев сварочного аппарата. При низкой температуре невозможно получить качественное соединение. Сначала все будет в порядке, но очень быстро в трубопроводе появится протечка. Чтобы этого не допустить, требуется подождать 5-10 минут, пока утюг хорошо нагреется. Во время работы не нужно отключать аппарат от электричества.
- Повторное применение фитингов. Если соединение детали получается неплотным, ее необходимо заменить. Категорически запрещается использовать элементы, которые уже устанавливались в трубопроводе.
- Цилиндрическое изделие вставлено не до упора. В результате сборка деталей осуществляется на меньшую глубину. Фитинг упирается в грат, но не доходит до упора, из-за чего соединение получается некачественным.
- Резка трубы была выполнена с нарушением перпендикулярности оси торцовой поверхности. В результате торец цилиндрического изделия плохо прилегает к внутреннему упору фитинга, что становится причиной ослабления соединения.
Аппарат для сварки враструб
Устройства, предназначенные для соединения изделий из ПП враструб, называются паяльниками, или утюгами. Главным элементом такого прибора стала нагревательная головка. К ней крепятся все сменные детали:
- муфты;
- дорны.
Первые элементы предназначены для нагрева внешней поверхности труб, вторые – внутренней части фитингов. Формой нагревателя в большинстве паяльников остается треугольная пластина. В продаже можно встретить устройства другого исполнения.
От габаритов плоской детали зависит размер насадок. Иными словами, подбирается сечение трубы, которое будет свободно паяться. Кроме того, необходимо позаботиться о нужном количестве нагревательных пар для осуществления одновременной установки. Для работы с большой пластиной потребуется мощный агрегат.
Дополнительные детали (муфты, дорны) должны быть закреплены так, чтобы их опорная поверхность плотно касалась пластины.
При хорошем контакте будет достигнута нужная температура (260 °С). В этом случае мощность паяльника не имеет большого значения.
Сегодня выпускаются устройства, оборудованные нагревательной головкой в виде стержня. Их главным преимуществом можно назвать компактность. На технические параметры форма головки не влияет.
Для качественной работы утюга важна точность функционирования термодатчика, поддерживающего необходимую температуру. Если ее колебания становятся минимальными, это свидетельствует о высоком качестве паяльника.
Самыми совершенными на сегодняшний день являются электронные терморегуляторы. Эти терморезисторы способны показывать точное значение температуры даже на рабочей поверхности муфты.
Применение таких деталей позволяет уменьшить температурную инерционность утюга. В результате истинные показатели нагревательной головки будут отображаться на шкале устройства.
Более грубо работают биметаллические реле, а также капиллярные термостаты, чьи значения отличаются неточностью. Если сравнивать с данными терморезисторов, расхождения окажутся довольно большими. Каким бы ни был терморегулятор, когда аппарат достигает рабочего режима (если судить по данным индикатора), необходимо подождать несколько минут. За это время температура насадок сравнится с той, что показывает прибор.
Теперь можно приступать к сварке. Производители выпускают также паяльники, имеющие два нагревательных элемента разной мощности. Каждая деталь оснащена отдельным выключателем.
Эти изделия способны самостоятельно достичь нужного температурного режима. Мастер сам выбирает требуемую мощность.
Вторая деталь становится запасной на случай выхода из строя первой.
В аппарате предусмотрена возможность одновременного включения обоих нагревателей, чтобы быстрее достичь рабочего режима.
Оборудование может комплектоваться и вспомогательными инструментами, включая:
- фаскосниматель;
- калиброватель;
- торцеватель;
- ножницы для резки труб.
В некоторых комплектах можно встретить даже специальную очищающую жидкость. Однако не все перечисленные детали включаются в основную комплектацию. Зачастую их приходится покупать отдельно
Важно, чтобы сварочный аппарат имел в наборе все необходимые инструменты для работы с любыми диаметрами труб и материалами
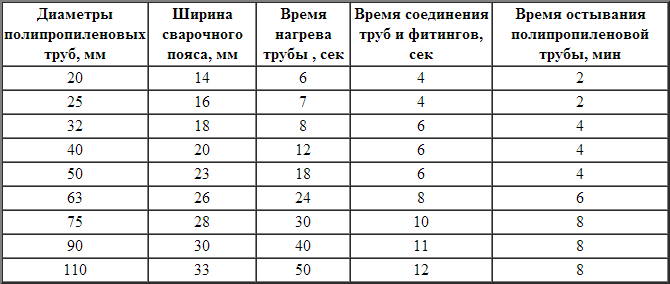
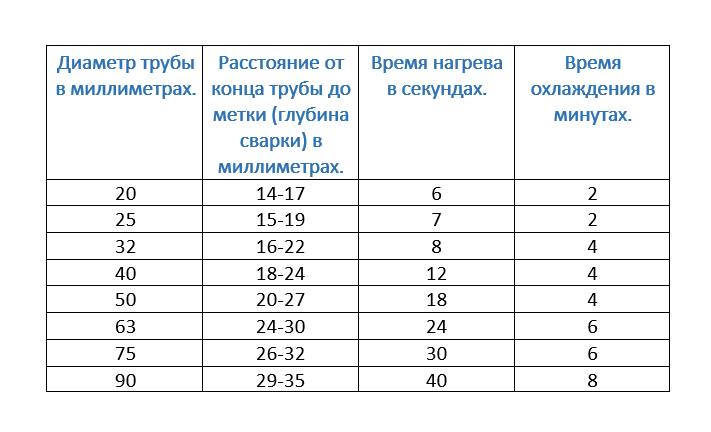
Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:

Как видите, глубина пайки зависит от диаметра труб и фитингов.
 YouTube‑канал FV Miano
YouTube‑канал FV Miano
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
 termpro.ru
termpro.ru
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
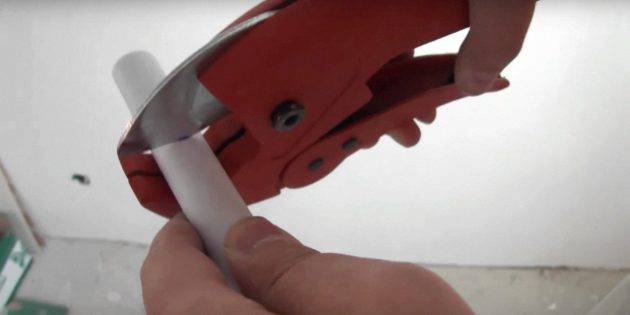
Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
 YouTube‑канал «Сергей Ефимов»
YouTube‑канал «Сергей Ефимов»
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.



Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга