Какие ошибки влияют на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
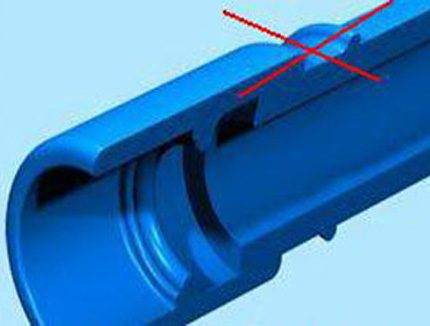
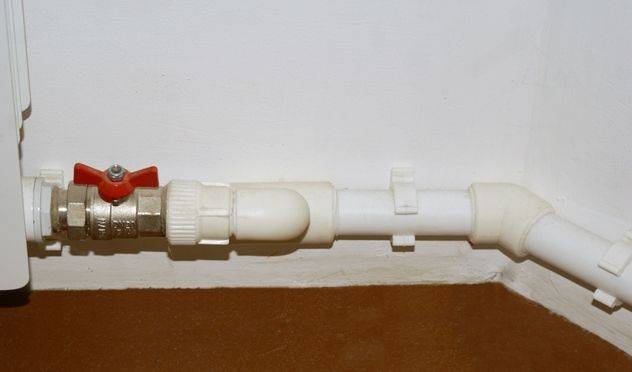
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров. Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично. Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Эта зона часто становится каналом, через который вода выдавливается наружу.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки. Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.
Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
- Нарисуйте водопроводную и отопительную схему, перенесите проекции магистралей на стены помещений.
- Подготовьте необходимые инструменты и приспособления. Профессиональный сварочный аппарат (он же паяльник или «утюг») с набором насадок лучше взять в аренду, а не покупать.
- Нарежьте заготовки и сварите участки системы в удобных условиях – на столе.
- Готовые участки закрепите по месту и соедините между собой. Подключите сантехнические и обогревательные приборы.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.
Пример однотрубной системы отопления одноэтажного дома
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.







Разметка на стене помогает увидеть реальные контуры будущей системы
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.
Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.
Разновидности сварочных аппаратов и тефлоновых насадок
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:
- секундомер;
- ножницы для резки – обязательно, ножовки и болгарки не годятся;
- шейвер – устройство торцевания труб, армированных алюминием;
- средства измерения – рулетка, угольник, линейка;
- маркер либо простой карандаш;
- обезжиривающий состав – уайт-спирит, бензин «калоша», нефрас, спирт (ацетон не годится);
- ветошь;
- перчатки защитные.
Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
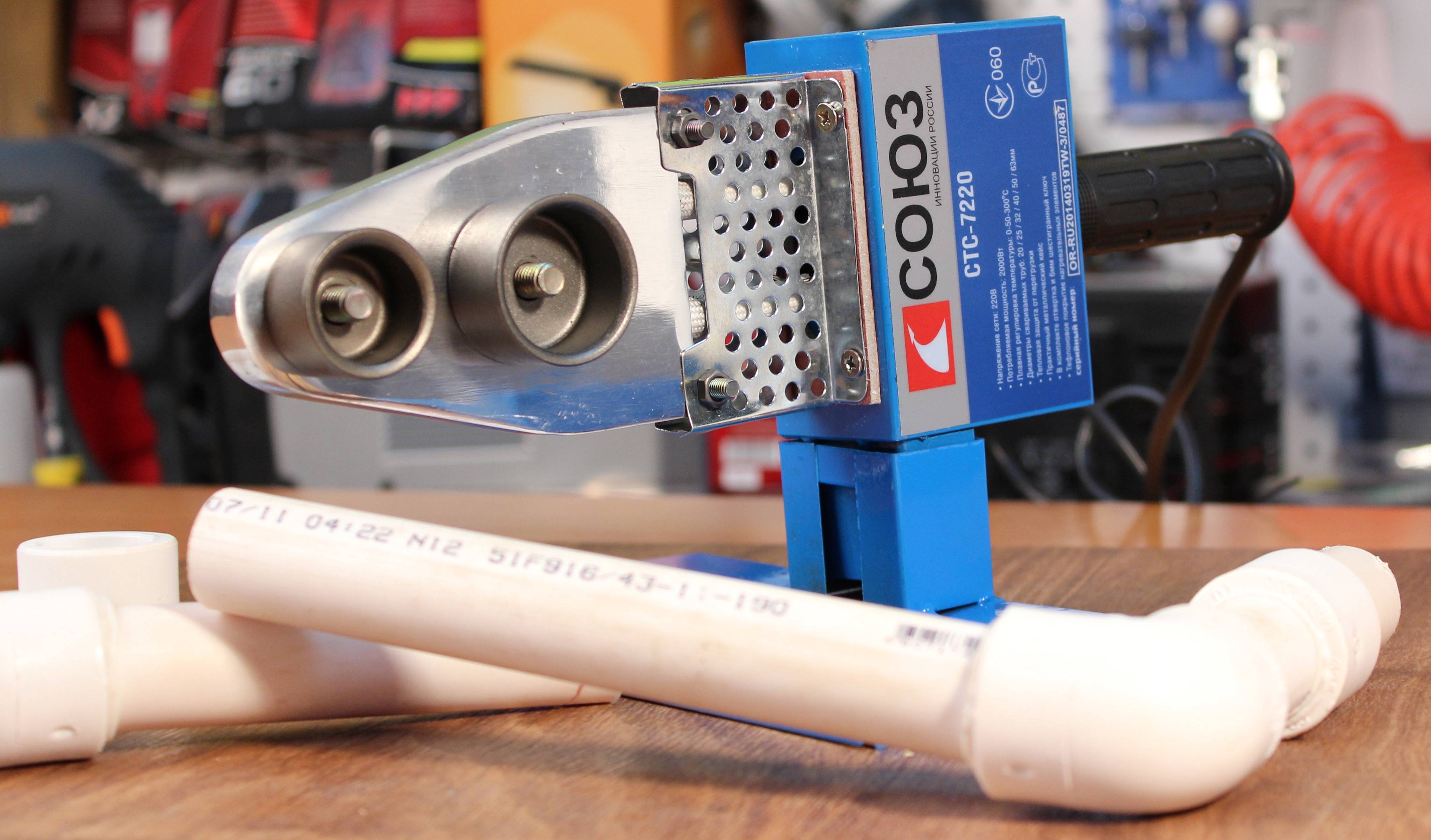
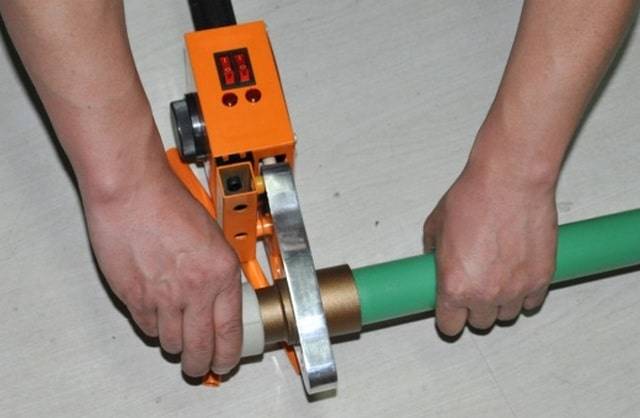
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.
Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
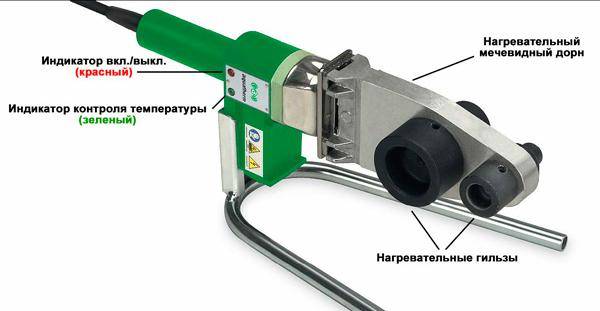
Органы управления и функциональные элементы паяльного нагревателя
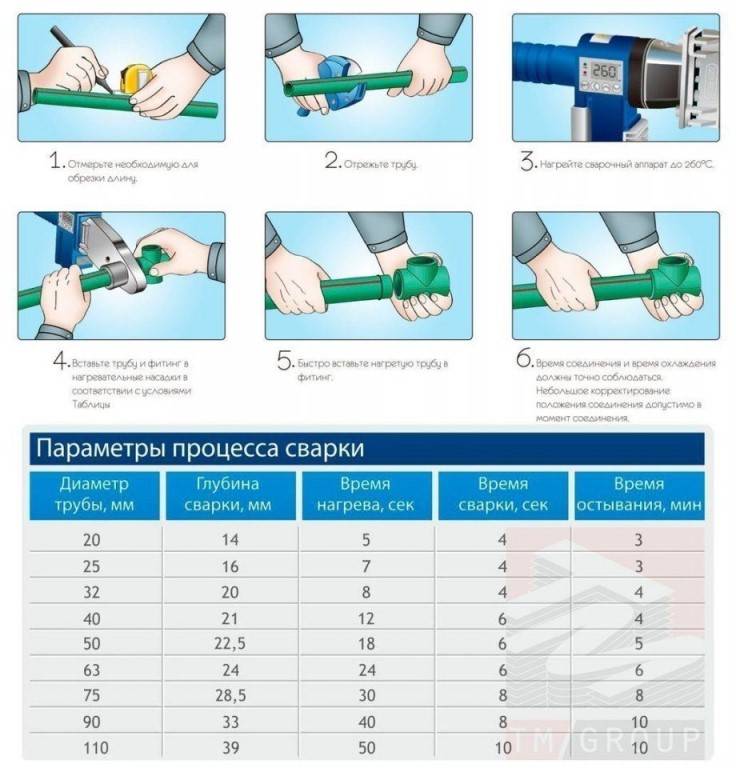
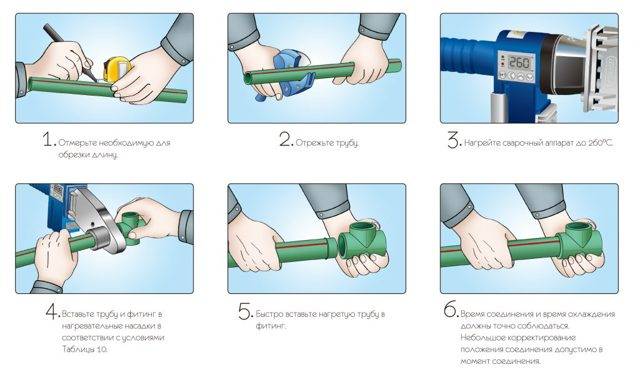
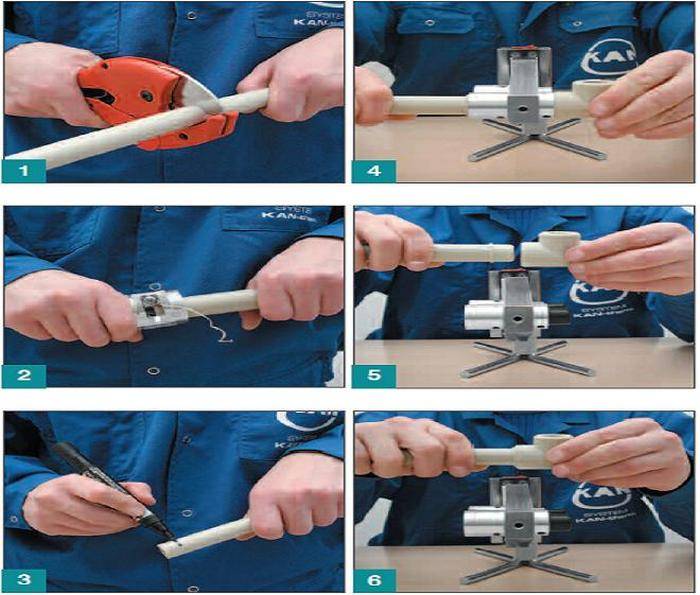
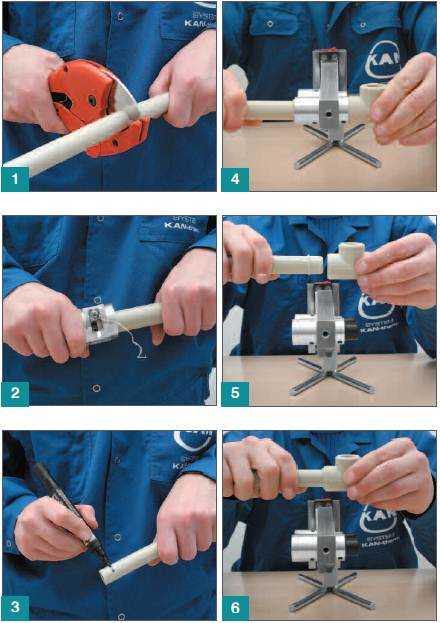
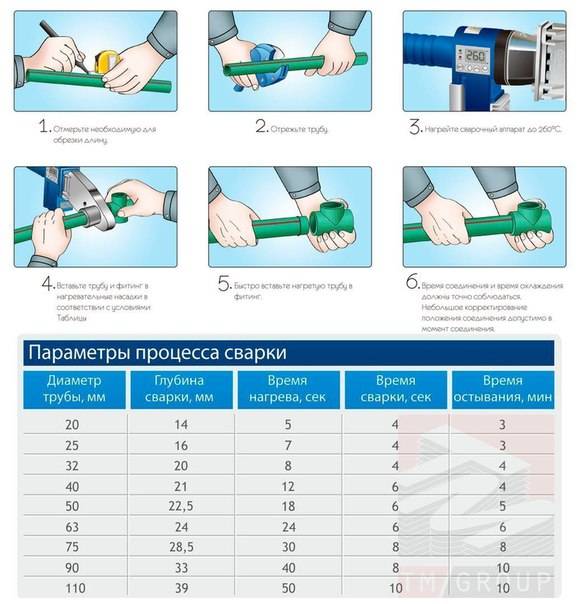
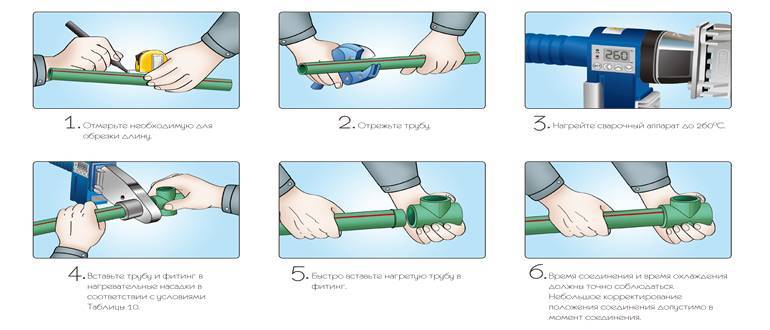
Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.
- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.
- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.
- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.
- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.
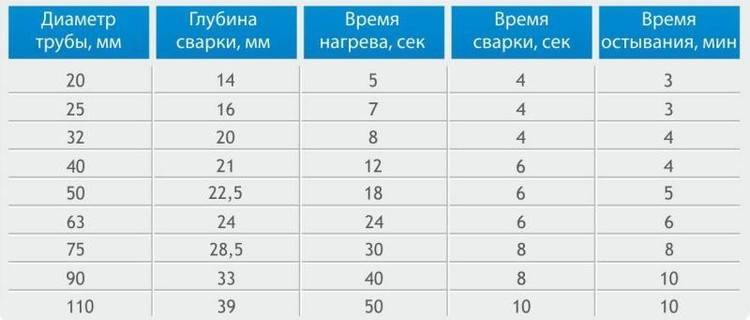
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.
Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.
Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).
- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.
- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.
Примеры готовых частей водопровода
Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
Свариваем участки в неудобных условиях
Монтаж по месту начинается с фиксации сваренных секций в клипсах, установленных вдоль трассы на стене. Первый участок нужно жестко закрепить, чтобы труба не скользила внутри защелок, либо упереть другим концом в стену. Затем снять с подставки паяльник и сваривать стык на весу.
Здесь сварка производится без особых затруднений – жало паяльника легко надевается на трубы
Опишем несколько приемов сварки полипропилена в труднодоступных местах:
- Когда первый участок закрепить не получается, попросите помощника подержать трубу. По окончании нагрева быстро передайте ему паяльник и соедините элементы.
- Если нагреватель «утюга» упирается торцом в стену, попробуйте освободить концы свариваемых труб из фиксаторов.
- Вариант второй: отыщите более удобное место для пайки, нарастите длину трубопровода с помощью муфты и таким образом перенесите точку соединения.
- Если детали невозможно раздвинуть на ширину нагревателя, прикрутите к «утюгу» 2 одинаковых комплекта насадок и надевайте обе секции с одной стороны дорна, как демонстрируется на фото.
- Одиночный стык в глубокой нише, куда аппарат не войдет в любом положении, опытные исполнители варят так: снимают клещами с дорна разогретую насадку и вставляют ее между соединяемыми деталями.
По окончании сборочных работ сделайте опрессовку – заполните трубопроводную сеть водой, накачайте максимальное рабочее давление и оставьте на 1 сутки. Подробности монтажа и проверки смотрите во втором видеоуроке:








Ход работ
 Резка труб
Резка труб
Затем делаем необходимую разметку. Полипропиленовые трубы довольно пластичны, поэтому можно не добиваться миллиметровой точности. Но все же сделать все аккуратно необходимо. Теперь следует отрезать нужный участок. При этом необходимо чтобы срез был точно перпендикулярно трубе.
 Шейвер Если труба имеет армирующий слой, то посадочную поверхность (ту часть трубы, которая будет входить в фитинг) необходимо обработать шейвером. Затем нужно обезжирить поверхность. Также делается зачистка концов трубы. С помощью ножа и напильника убираются заусенцы, так можно облегчить работу при плавке.
Шейвер Если труба имеет армирующий слой, то посадочную поверхность (ту часть трубы, которая будет входить в фитинг) необходимо обработать шейвером. Затем нужно обезжирить поверхность. Также делается зачистка концов трубы. С помощью ножа и напильника убираются заусенцы, так можно облегчить работу при плавке.
Теперь нужно подготовить сварочный аппарат. Перед включением в электросеть устройство устанавливается в надежном месте, где он не будет вам мешать. Аппарат закрепляют и устанавливают насадки нужных размеров. Только после этого устройство подключают к электропитанию, и ждут, пока оно нагреется, как правило, время ожидание составляет 10‒15 минут. О готовности аппарата к работе подскажет световой индикатор.
 Сварка полипропиленовых труб
Сварка полипропиленовых труб
Первое что необходимо уяснить – это то, что все работы нужно выполнять без спешки, четко и последовательно. Если пайка осуществляется первый раз, то лучше немного потренироваться на небольших обрезках труб. Так можно лучше понять суть всего процесса.
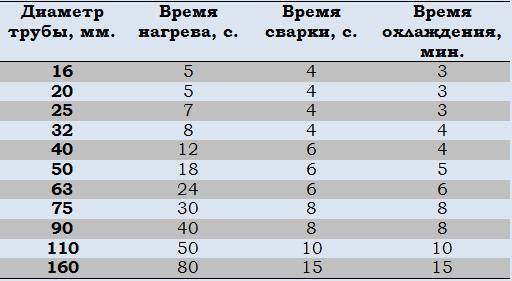
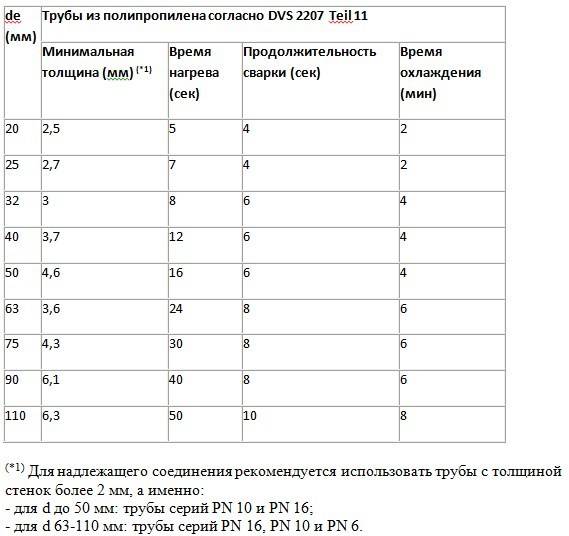
 Таблица Главное правило пайки – это вначале надевается на насадку фитинг, и сразу же после этого в другую насадку вставляется труба. После того как обе части соединения окажутся на паяльнике начинается отсчет времени. Промежуток времени необходимый на плавку зависит от диаметра трубы. В таблице приведены наиболее часто встречающиеся соответствия.
Таблица Главное правило пайки – это вначале надевается на насадку фитинг, и сразу же после этого в другую насадку вставляется труба. После того как обе части соединения окажутся на паяльнике начинается отсчет времени. Промежуток времени необходимый на плавку зависит от диаметра трубы. В таблице приведены наиболее часто встречающиеся соответствия.
После отсчета нужного промежутка времени снимает фитинг и трубу с насадки и тут же производим соединение. Делать это нужно быстро, при этом (также с достаточной быстротой) выравниваем трубу по нужной оси. Полипропилен твердеет очень быстро. За 4‒8 секунд он остынет и схватиться, но сразу отпускать не стоит. Как правило, мастера ждут 20‒30 секунд, удерживая соединение руками.
После этого нужно подождать 2‒3 минуты для полного охлаждения узла. При этом не допускается охлаждения неестественным путем (струей воздуха или водой). Это может привести к повреждению пластика и соединения.
Монтаж полипропиленовых труб в труднодоступных местах своими руками
Переходная муфта-американка
Для соединения узлов из полипропилена, особенно в сложных местах, используется преимущественно «американка» (особенно углового исполнения). Эта муфта легко состыковывает необходимые отрезки труб, когда цепи уже вмонтированы в общий трубопровод. Плюс участок с данной деталью можно часто разбирать и собирать.
Профиль «американки» — это состыковка двух участков трубопровода или переход на трубу иного размера в диаметре. С одной стороны, деталь прикручивается/припаивается/приваривается, а с другой – разборное соединение американка (по-другому, быстроразъемная резьбовая гайка).
Юлия Петриченко, эксперт
Для соединения выбирают «американки» следующих видов:
- с внутренней резьбой;
- с наружной резьбой;
- муфта с наружной и внутренней резьбой.
По типу конструкции муфта-американка бывает:
По виду резьбовых стыков:
- плоская (цилиндрическая);
- конусная (создаёт наиболее качественное соединение).
Наиболее популярны для монтажа в труднодоступных метах угловые «американки».
Монтаж ППР труб с помощью муфты-американки
При установке «американки» с металлическим узлом необходимы прокладки/уплотнители:
- полиуретановые;
- паронитовые;
- резиновые;
- тефлоновая нить или паста и т. п.
Плюс для закручивания муфты в процессе монтажа необходим шестигранник, натяжной ключ (обычный или с лентой) или цилиндр с выборками под зацепы.
Методы монтажа муфты:
- «Американка» для ППР сваривается/паяется. Метод соединения стандартный – «паяльником».
- Затягивается инструментом на металлической части. При затягивании используются уплотнители.
Видео-урок монтажа труб с помощью переходной муфты
Монтаж или ремонт полипропиленовых труб не имеет больших сложностей в работе. Главное — придерживаться температурного режима при нагреве и времени состыковки элементов. Плюс при ремонте необходимо начинать с более труднодоступных мест. Не забывайте также фиксировать магистраль клипсами или другими деталями, чтобы трубопровод не сорвало при увеличении давления.





Если у вас есть комментарии или советы по улучшению монтажа ППР труб поделитесь с нами!
Полипропиленовые трубопроводы (ППР) в силу своей ценовой доступности, физических параметров и удобства монтажа являются широко востребованными в бытовом хозяйстве при организации холодного и горячего водоснабжения. При самостоятельном монтаже наибольшие сложности вызывает пайка полипропиленовых труб в труднодоступных местах, справиться с которой без ошибок новичку довольно сложно.
Поэтому полезно изучить приемы – как правильно спаять трубопровод у стен, особенности пайки в углах, желательно уметь провести ремонт полипропиленовых участков трубопровода с соблюдением технологии.
При этом очень важно сделать правильный выбор инструмента и знать наиболее часто встречающиеся ошибки у новичков
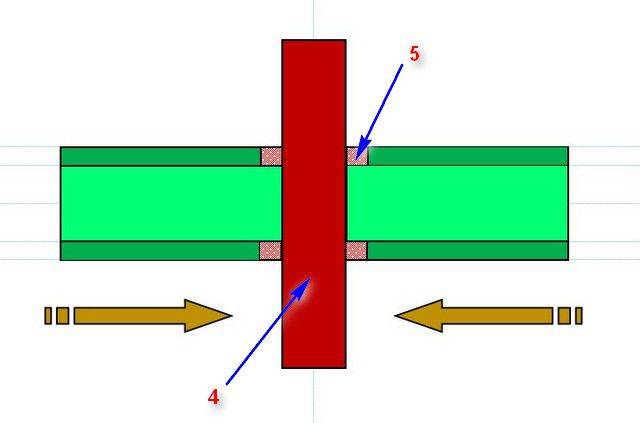
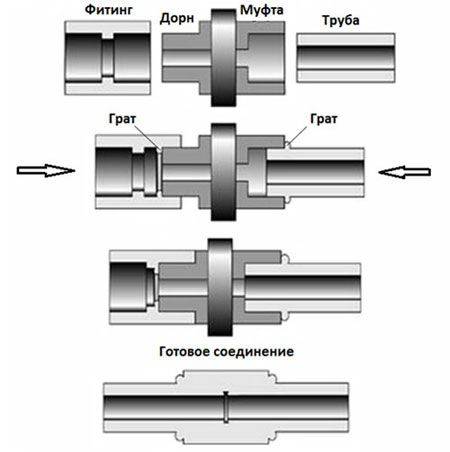
Рис.1 Промышленный аппарат для пайки ППР стыковым способом – принцип работы
Пайка полипропиленовых труб: порядок работы
Пайка полипропиленовых труб своими руками на примере
Пайка труб на сложных участках
При сборке водопровода или системы отопления сложной конфигурации могут возникнуть проблемы с доступом к месту пайки. Как паять полипропиленовые трубы в труднодоступных местах?
Смотреть видео
В процессе подготовки требуется условно разбить всю сеть на отдельные узлы, которые можно соединить на верстаке, после чего готовые ветви ввариваются в систему в двух-трех точках. Сложными для монтажа участками можно считать следующие:
- трубопроводы, размещаемые под потолком;
- в местах, где невозможно поместить паяльник.
Лучший способ избежать трудностей в данном случае является недопущение их возникновения. Для этого нужно продумать порядок сборки, изготавливая сложные узлы на верстаке, а не на руках. Если это сделать невозможно, лучше использовать электрофитинги.
Вообще, возникновение затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа является основным условием для проектировщика.
Физиологические причины
Технология пайки полипропиленовых труб работаем самостоятельно без бригады сантехников
Любое жилище требует системы отопления. Существуют нетрадиционные технологии, вроде русской печи или обогревателя «булерьян», но это скорее исключение, чем правило.
Традиционные стальные или чугунные трубы практически не применяются. В первом случае – вездесущая коррозия, а чугун требует сварочных работ.
Альтернативный материал – медь. Трубы из этого металла практически вечные, достаточно легко обрабатываются, и обладают достаточной прочностью. Есть и недостаток – высокая стоимость.
То же самое относится к водопроводу. Стальные трубы быстро приходят в негодность, становятся инкубатором для размножения бактерий. С медью также все понятно.
С недавнего времени домовладельцам предложен компромиссный вариант – пенопропилен. Трубы из этого материала имеют продолжительный срок службы, абсолютно равнодушны к коррозии и не притягивают к себе известковый налет.
Пайка полипропиленовых труб своими руками — подготовка
Для начала разберем технологию. Труба и соединительный элемент (хомут, тройник или уголок с внутренним диаметром, соответствующим наружному размеру трубы) плотно входят друг у друга. Место стыка необходимо сделать герметичным. Никакой клей или уплотнитель не подойдет. Технология соединения заложена в свойствах полипропилена.
Точка размягчения (как и точка росы) должна определяться автоматически, или «на глазок»? Вопросов много. Чтобы спайка полипропиленовых труб не отвалилась в первый же отопительный сезон.







Рассмотрим особенности технологии
Подбираем правильную трубу
Речь идет не о размере, а о классификации по температуре и прочности.
- Самый недорогой вариант – PN-10. Тонкие стенки, слабая прочность. Можно использовать для системы «теплый пол» при температуре теплоносителя до 50°С. Также подходит для вторичной сети водопровода (без высокого давления).
- Если вы прокладываете напорную трубу – ее класс должен быть PN-16. Можно использовать в системе отопления при температуре, не превышающей 60°С.
- Следующий класс PN-20 применяется в любых системах, кроме парового отопления. Это самый распространенный вариант труб, но не самый экономный (в плане стоимости).
- И наконец, армирования алюминиевой фольгой труба PN-25. Самая прочная и термостойкая конструкция. Выдерживает высокое давление при температуре 95°С.
Разумеется, характеристики применения несколько условны. Например, вы можете использовать трубу PN-10 для отопления, но срок ее службы сократится с положенных 50 лет, до 5-10. Или трубопровод класса PN-16, разогретый до 90°С, может не выдержать штатного для холодной воды давления.
Температура пайки полипропиленовых труб
Собственно нагрев производится при 255-265°С, это стандарт для большинства труб. Если требуется иная величина – в документации к материалу это будет указано. Главное условие, которое надо соблюсти – это время нагрева, стыковки и остывания. Величина зависит от диаметра трубы.
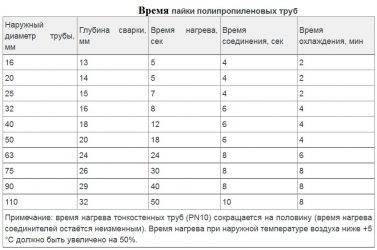
Таблица режимов нагрева
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Выбор паяльника
Существует множество производителей и конструкций. Критерии выбора просты – хорошее дешевым не бывает. И наоборот.
Пайка труб из полипропилена – процесс
- Сначала готовим места соединений с помощью специального инструмента. На поверхности не должно быть никаких заусенцев и раковин. По окончании проверяем трубы, стыкуя их без нагрева. Контакт должен быть плотным, без перекосов. Перед началом нагрева трубы следует очистить от грязи и жирных пятен. Наличие на полипропилене следов смазки, уменьшит адгезию при соединении.
- Затем прогреваем сварочный аппарат (паяльник) до необходимой температуры. Прибор должен располагаться на устойчивом основании, не касаясь стен и мебели нагревательным элементом.
Этап третий. Монтаж трубопровода
При прокладке магистрали понадобятся:
- трубы;
- тройники;
- шаровые краны;
- заглушки;
- переходники;
- отводы;
- муфты;
- разъемные соединительные элементы;
- резьбовые фитинги;
- пластиковые хомуты.
В первую очередь проводится монтаж основных элементов системы (сантехники, радиаторов, котлов и проч.), после чего в соответствии с составленным проектом размечается будущая магистраль. Элементы трубопровода соединяются между собой с помощью муфт.
Если речь идет об отоплении или горячем водоснабжении, то учитывается термальное расширение. Для компенсации последнего желательно использовать подвижные соединения. При монтаже закрытого трубопровода вначале штробируются стены (в соответствующих местах проделывается канавка шириной в два диаметра трубы).
Заполнение трубопровода жидкостью допустимо лишь по истечении одного часа с окончания монтажа. Гидравлическое испытание можно проводить только через сутки.


Методы и способы смягчения воды в домашних условиях
Как правильно паять полипропиленовые трубы: 3 современных метода
Настоящий домашний мастер старается всегда обходиться без помощи профессионалов в любом ремонте. И при необходимости заменить отопительные трубы ПВХ или водопровод в квартире тоже можно обойтись своими силами.
Применение для разводки водопровода полимерных труб дает преимущество в том, что не нужно работать со сваркой, с нарезанием резьбы, и поэтому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о том, как работать с паяльником для ПВХ труб, приобрести необходимый инструмент и материалы.
Как правильно паять
Как правильно делать соединения, чтобы они были герметичными?
Для трех самых распространенных способов пайки ниже приведено подробное описание всех операций:
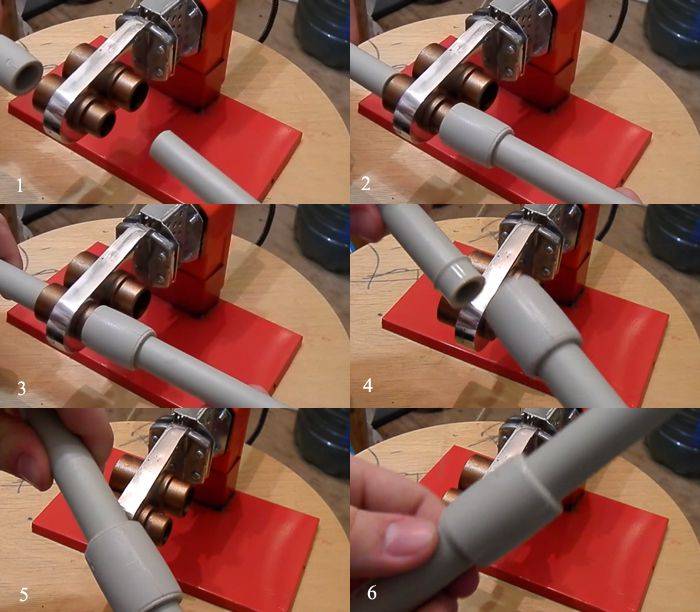
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба. Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.







- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно — несложно, но эта работа требует аккуратности и внимательного отношения. Главное — соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Как правильно паять полипропиленовые трубы: 3 современных метода Для соединения полипропиленовых труб используются электрические и газовые паяльники. Трубы можно паять дома и самостоятельно – для этого нужно изучить методику пайки и купить не набор необходимых инструментов.